GoPro Hero3 Black Edition - Չափազանց կոպիտ և կոմպակտ գործող ֆոտոխցիկ
10-րդ դասի հիշողության քարտերից ոչ յուրաքանչյուրը ճիշտ կաշխատի GoPro HERO 3+ և HERO Black տեսախցիկների վրա, և մասնավորապես ...
Եռակցման զննումը նախքան օգտագործումը տարբեր նմուշների հաստատման անհրաժեշտ մասն է: Ստուգման գործողությունների մեթոդներն ու արդյունքները արտացոլվում են հատուկ ակտում:
Ֆայլեր
Փաստորեն, զոդվող կարերը ուսումնասիրելու համար կարելի է օգտագործել բազմազան մեթոդներ, օրինակ `ուլտրաձայնային, մագնիսական, քիմիական, մազանոթային և բարձր տեխնոլոգիական այլ մեթոդներ: Այնուամենայնիվ, դասականը, դեռևս արդիական և պահանջված, սովորական տեսողական ստուգումն է: Դրա նպատակն է ՝ համոզվել, որ կարը բարձրորակ է, լավ եռակցված, չունի հատումներ, կախվածություն, այրվածքներ, ավելորդ մասշտաբի և այլ թերություններ: Հետազոտության այս տեսակի առավելությունները միանգամայն ակնհայտ են. Այն չի պահանջում մեծ ծախսեր, միևնույն ժամանակ, այն մատչելի է և բավականաչափ տեղեկատվական, բայց դրա հետ մեկտեղ կան նաև թերություններ.
Տեսողական զննումը կարող է իրականացվել ինչպես անզեն աչքով (սովորաբար մեծ, լավ տեսանելի կարերի առկայության դեպքում), այնպես էլ տարբեր սարքերի, ինչպիսիք են ոսպնյակները, մանրադիտակները, էնդոսկոպները, թերությունների դետեկտորները և այլն:
Դրանք օգտագործվում են ամենափոքր թաքնված արատները հայտնաբերելու համար, որոնք դժվար է հայտնաբերել զոդման արտաքին հատվածի պարզ զննումով (օր. ՝ մանրադիտակային ճաքեր, խզվածքներ, շերտազատում, կոտրվածքներ և այլն): Միևնույն ժամանակ, կան սարքեր, որոնք նախատեսված են միայն լաբորատորիաներում օգտագործելու համար և նրանք, որոնք կարող են օգտագործվել «դաշտում»: Վերջիններս ի վիճակի են դիմակայել ցանկացած ջերմաստիճանային և եղանակային պայմաններին (ներառյալ այն մարդկանց, որոնք ունեն ճառագայթման, քիմիական, մանրէաբանական և այլ վտանգների ավելացված գործակից):
Նման խորը հետազոտության նպատակը միանգամայն ակնհայտ է. Որպես կանոն, ցանկացած կառույց, որի մեջ օգտագործվում է զոդում, նախատեսված են որոշակի, բավականին լուրջ բեռին դիմակայելու համար (սա հատկապես վերաբերում է շենքերի կառուցվածքներին): Եվ դրանց արտադրության ընթացքում տեղի ունեցած տեխնիկական ստանդարտներից ցանկացած շեղում սպառնում է, որ կառույցը չի դիմանա և չի կոտրվի, ինչը իր հերթին կարող է հանգեցնել ոչ միայն ֆինանսական կորուստների, այլև մարդու կյանքի և առողջության սպառնալիքի:
Հաճախ զոդումները ստուգվում են ոչ միայն կառույցի արտադրությունից հետո, այլ նաև դրա շահագործման ընթացքում. Դա պայմանավորված է նրանով, որ դրանք կարող են ենթարկվել կոռոզիայից և այլ անբարենպաստ ազդեցություններից: Բացի այդ, մաշված կառուցվածքի վրա մի քանի շերտեր մակերեսների վրա դնելիս անհրաժեշտ է կանոնավոր ստուգում, մինչդեռ յուրաքանչյուր ավարտված շերտը վերահսկվում է, չափվում է կարի երկարությունը, բազային մետաղի հաստությունը և այդ տվյալները համեմատվում են այս հատվածի համար սահմանված ստանդարտի հետ `հաշվի առնելով դրա բեռը:
Ստուգումների հաճախականությունը որոշվում է օրենքի նորմերով, ինչպես նաև ընկերության ներքին կանոնակարգերով:
Timամանակին և որակյալ տեսողական զննումները հնարավորություն են տալիս հնարավորինս շուտ հայտնաբերել կարի քայքայումը, ինչպես նաև հասկանալ պատճառները և գտնել դրանց վերացման միջոց:
Կարի որակի նախնական ստուգումը կատարվում է այն կատարող եռակցողի կողմից: Հետագա վերահսկողությունն իրականացնում են այլ աշխատակիցներ. Օրինակ `կայքի ղեկավարը, ինժեները և այլն: Կարևոր է, որ այդ անձինք ունենան անհրաժեշտ գիտելիքներ եռակցված կարերի տեսողական ստուգման տեխնիկայի վերաբերյալ, ինչպես նաև ապահովված լինեն անհրաժեշտ գործիքներով և սարքերով: Նրանք պետք է ունենան նաև գաղափար, թե ինչպես կարելի է կազմել զոդերի տեսողական ստուգման ակտ:
Այսօր գոյություն չունի ակտի մեկ ստանդարտ, ինչը նշանակում է, որ այն կարող է կատարվել ցանկացած ձևով: Այնուամենայնիվ, եթե կազմակերպությունն ունի իր փաստաթղթերի ձևանմուշը, որը մշակվում և հաստատվում է ղեկավարության կողմից, ապա այն պետք է օգտագործվի: Լավ է, եթե ակտի ձևաչափը նշված կլինի ձեռնարկության հաշվապահական հաշվառման քաղաքականության մեջ:
Ակտի նախագծման հետ կապված նույնպես պահանջներ չկան, այսինքն ՝ այն կարող է գրվել ձեռքով կամ մուտքագրվել համակարգչի վրա, դրա համար հարմար է ընկերության պատկերանշանով և մանրամասներով ձևաթուղթ: Միակ բանը. Եթե կազմվել է էլեկտրոնային ձև, ապա այն պետք է տպագրվի ՝ պատասխանատու անձանց ստորագրությունները փակցնելու համար: Ակտը կատարվում է մեկ բնօրինակով, որին պետք է տրվի թիվ:
Ակտի մասին տեղեկատվությունը պետք է մուտքագրվի հատուկ հաշվապահական հաշվառման ամսագրում, որում բավական է գրառում կատարել դրա համարի և ստեղծման ամսաթվի վերաբերյալ: Ավարտված ակտի պահպանման ժամկետը որոշվում է ձեռնարկության վարչակազմի կողմից անհատապես `ելնելով օրենքով սահմանված նորմերից, ինչպես նաև ընկերության ներքին կարիքներից:
Ակտը պետք է պահվի առանձին թղթապանակում կամ այն \u200b\u200bկառուցվածքային ստորաբաժանումում, որտեղ այն ստեղծվել է, կամ կազմակերպության արխիվում:
Եթե \u200b\u200bՁեզ անհրաժեշտ է կազմել զոդման ստուգման վկայագիր, որը նախկինում երբեք չեք արել, օգտագործեք ստորև բերված նմուշը և կարդացեք դրա վերաբերյալ մեկնաբանությունները. Դրանք կօգնեն կազմել անհրաժեշտ փաստաթուղթը ՝ առանց սխալների և երկիմաստությունների:
Արդյունաբերական ձեռնարկություններում տարբեր համակարգերի և կառուցվածքների կատարողականի բարձրորակ և լիարժեք գնահատում իրականացնելու համար անհրաժեշտ է զոդել զննում մի քանի մեթոդների օգտագործմամբ, օրինակ. Բոլոր մեթոդները, ըստ ուսումնասիրվող օբյեկտի վրա ազդեցության սկզբունքի, բաժանվում են երկու լայն խմբերի ՝ ոչ կործանարար փորձարկման մեթոդներ և ապակառուցողական փորձարկման մեթոդներ: Առաջին խմբի մեթոդները կիրառելի են նախընտրելի և գործնական, բայց դրանցից շատերը բավականին թանկ են և ունեն իրենց առանձնահատկությունները: Հետեւաբար, ավելի տնտեսական է ցանկացած զոդման ստուգում սկսել ամենապարզ մեթոդով `որակի տեսողական հսկողություն:
Վերահսկողության այս մեթոդը համարվում է առավել մատչելի և գործառնական, ուստի պարտադիր, նախնական ստուգման մեթոդ է `նախքան կարի փորձարկման որևէ այլ մեթոդ իրականացնելը:
Weldանկացած եռակցված հանգույցի հսկողությունը սկսում է իրականացվել նույնիսկ եռակցման ուղղակի ստեղծմամբ: Տեսողական հսկողությունը եռակցողի աշխատանքի մի մասն է, և նա պարբերաբար մի քանի անգամ կատարում է արտաքին զննում (ներթափանցման բացակայության, հատման և ոտքի հավատարմության բացակայության պատճառով), մինչև ամբողջ աշխատանքն ավարտվի: Այն նաև վերջնական աշխատանքը վերահսկելու ամենահին մեթոդն է, և դրա էությունը էապես չի փոխվել, սակայն վերջին տարիներին կատարելագործման մեթոդը բարելավվել է: Եռակցման ստուգում
Եռակցված կարերի տեսողական չափման հսկողությունը (VIM) `բավականաչափ մեծ եռակցված կառույցների արտաքին զննում է` ինչպես անզեն աչքով, այնպես էլ տարբեր տեխնիկական սարքերի միջոցով `ավելի փոքր արատներ հայտնաբերելու համար, որոնք ի սկզբանե չեն կարող պատկերացվել, ինչպես նաև տեսողական տեղեկատվության փոխարկիչների միջոցով հեռաչափություն: VIC- ը վերաբերում է օրգանոլեպտիկ (իրականացվում է զգայարանների միջոցով) վերահսկման մեթոդներին և իրականացվում է ճառագայթման տեսանելի սպեկտրում: Տեսական արատներ որոնելու համար կատարվում է տեսողական զննում զոդման դրսից, որտեղ դրանց հայտնաբերման դեպքում հնարավոր է նվազագույն չափումներ կատարել օպտիկական գործիքների և գործիքների միջոցով, եզրակացնել տեսողական ստուգման զեկույցը:
Եռակցված հոդերի տեսողական ստուգման ժամանակ մասնագետ-տեսուչները օգտագործում են մի քանի տեսակի գործիքներ:
Աշխատանքի տարբեր պայմաններում հսկողություն իրականացնելու համար.
Այս սարքերի օգտագործումը թույլ է տալիս ավելի ճշգրիտ որոնել թերությունները և ցանկացած առարկայի զոդված հոդերի որակը տեսողական-օպտիկական վերահսկել:
Տեսողական-օպտիկական հսկողությունը տեսողական հսկողության երկրորդ փուլն է `ավելի լայն, ընդլայնված հետազոտության շրջանակ` օպտիկական գործիքների օգտագործման շնորհիվ: Կախված կիրառությունից, մեթոդը նախատեսված է երեք հիմնական խմբերի համար.
Եռակցված կարերի տեսողական ստուգումը պահանջվում է նաև մարդու զգայական օրգանների համար ոչ պիտանի պայմաններում: Նման տարածքներում, ինչպիսիք են `բարձր ջերմաստիճանը, վտանգավոր ֆոնային ճառագայթումը, արտաքին քիմիապես ակտիվ միջավայրը և այլն: Եվ նաև այն պայմաններում, երբ ուսումնասիրվող օբյեկտի կոնֆիգուրացիան և դրա դիզայնը թույլ չեն տալիս ամբողջությամբ վերլուծել եռակցման արատների որակը և չափումը (օրինակ ՝ օբյեկտի բարձր բարձրության կամ դրա ստորգետնյա գտնվելու վայրի պատճառով): Հետո, բացի թաքնված օբյեկտների որոնման և վերլուծության օպտիկական գործիքներից, օգտագործվում են նաև հետևյալները.
Այսպիսով, տեսողական տեղեկատվության փոխարկիչները հնարավորություն են տալիս վերահսկել տաք մետաղական ավազանի զոդումները վերալարման գործընթացում:
Չափման հսկողությունը VIC- ի կարևոր բաղադրիչ է, որն իրականացվում է որակը կարգավորող հսկողության խիստ կանոնների և կանոնակարգերի համաձայն: Այն բաղկացած է թերությանը կատեգորիա կամ տեսակ հատկացնելուց ՝ ըստ բնութագրերից մեկի ՝ գործնական չափագրմամբ ստացված հատուկ ֆիզիկական մեծության տեսքով: Չափիչ գործիքները և դրանց չափագիտական \u200b\u200bցուցանիշները նշված են կարգավորող փաստաթղթերում:  Չափիչ գործիք
Չափիչ գործիք
Չափման հսկողության ընթացքում օգտագործվում են հետևյալ գործիքները, որոնք կարող են ներառվել տեխնիկական վերահսկողության տեսուչի պարտադիր հավաքածուի մեջ կամ լրացնել այն.
Վերահսկողության այս մեթոդը, VIC- ը, վերաբերում է այն մեթոդներին, որոնք իրագործելի են գործիքների նվազագույն փաթեթով: Այն բաղկացած է տեղեկատվության հավաքագրումից և հիմնված է մասնագետի, մարդկային գործոնի որակավորումների վրա, սակայն թույլ է տալիս կազմել օբյեկտների փաստաթուղթ համարվող զոդումների տեսողական ստուգման ակտ:
Մակերևույթի վրա եռակցման ձևավորման որակը լավ է տալիս գնահատել մասնագիտական \u200b\u200bփորձաքննությունը: «Որակյալ» կամ «ոչ որակյալ» բնորոշ կարումը բավականին կամայական է, քանի որ այն համեմատական \u200b\u200bարժեք է:
Եռակցված կարերի որակի վերահսկումը և կառույցների, խողովակաշարերի, շենքերի կառուցվածքների զննումն իրականացվում են երեք փոխկապակցված փուլերով:
Elyամանակին և որակյալ ստուգումները հնարավորություն են տալիս վաղ փուլերում հայտնաբերել կարի կամ եռակցման դեֆեկտների ոչնչացումը և այնուհետև պարզել թերության պատճառները թերությունների հայտնաբերման ոչ քայքայիչ մեթոդով:
VIC մեթոդի առավելությունները.
VIC- ի թերությունները.
Ախտորոշման մեթոդի և որակի տեսանկյունից կարերի նույնիսկ թերի տեսողական ստուգումը անհրաժեշտ մեթոդ է և՛ բարդ ախտորոշման փուլում, և՛ ամբողջ տեխնոլոգիական գործընթացում: 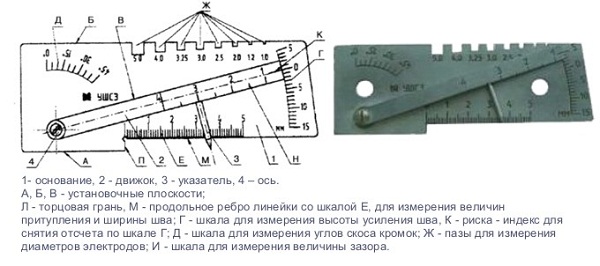 Ունիվերսալ եռակցման ձևանմուշ
Ունիվերսալ եռակցման ձևանմուշ
Եռակցված կարերը ենթակա են տեսողական ստուգման.
Եռակցման տեսողական ստուգումը պահանջում է պարտադիր չափում և բացառել հետևյալ թերությունները.
ինչպես նաև մատչելիության վերահսկում և հաստատում.
Անզեն աչքով զոդված կարերը քննելիս կարելի է գնահատական \u200b\u200bտալ.
Խոշորացույցներն ու մանրադիտակները թույլ են տալիս հայտնաբերել. - մետաղի հետ աշխատելու պարտադիր փուլ:
Մետաղական թիթեղների և մասերի շրջադարձումն օգտագործվում է հատուկ սարքավորումների օգնությամբ: Կարդացեք ավելին այս մասին:
Ձեզ հարկավոր է արագ և արդյունավետ կտրել մետաղը: Արդյունավետ ձևը նկարագրված է այստեղ:
Եռակցված կարի արտաքին զննումն իրականացվում է նախքան մաքրման կարգը, ջերմային մշակումը կամ բուժումը, ինչպես նաև դրա իրականացումից հետո:
Եռակցման որակը գնահատելիս օգտագործվում է VIC.
Տեսողական և չափիչ հսկողությունը արդյունաբերական նյութերի և եռակցված հոդերի որակի ստուգման և վերստուգման շատ արդյունավետ մեթոդ է շինարարության ընթացքում և շինարարության ավարտման ակտի, շահագործման հանձնման ակտի, ինչպես նաև տարբեր այլ տեխնիկական ակտերի ստացումից հետո:
Եռակցված հանգույցի բարձրորակ տեսողական ստուգման և վերահսկման անհրաժեշտությունը բացատրվում է նրանով, որ մեծ մասամբ ցանկացած մեխանիզմ և կառուցվածք, որոնցում օգտագործվում է զոդում, նախատեսված են ծանր բեռներին դիմակայելու համար:
Եռակցման մեքենաները լայնորեն օգտագործվում են շինարարության մեջ, երկարակյաց մետաղական կոնստրուկցիաների արտադրության մեջ, ուստի դրանց ստեղծման ընթացքում տեղի ունեցած տեխնիկական ստանդարտներից ամենափոքր շեղումը կարող է լուրջ ռիսկեր առաջացնել: Եթե \u200b\u200bզոդումները չեն դիմանում բեռին և փչանում են, ապա ոչ միայն անխուսափելի ֆինանսական կորուստներ են տեղի ունենալու, այլև մարդկային զոհեր ինչպես շինարարության փուլում, այնպես էլ կառույցի գործարկման ընթացքում:
Հաճախ եռակցման հոդերը ստուգվում են շինարարության գործընթացում: Դա պայմանավորված է նրանով, որ կարերը, կախված աշխատանքային պայմաններից, կարող են ենթարկվել կոռոզիայից և այլ անբարենպաստ ազդեցություններից:
Timամանակին ստուգումները հատկապես պահանջվում են, երբ շերտերը տեղադրվում են հին մաշված կամ շինությունների վրա: Այս իրավիճակում յուրաքանչյուր կիրառվող շերտ ստուգվում և ստուգվում է, չափվում է հոդի հաստությունն ու երկարությունը, և ստացված բոլոր տվյալները համեմատվում են այս հատվածի համար սահմանված ստանդարտի հետ `հաշվի առնելով դրա բեռը:
Պարբերաբար և որակյալ պատկերները օգնում են ժամանակին հայտնաբերել կարի վնասը, հնարավորինս շուտ վերացնել արատները, ինչպես նաև հասկանալ, թե որն է ոչնչացման պատճառը և գտնել վնասները վերացնելու և հետագայում կանխելու եղանակներ:
Աշխատանքն իրականացնելուց հետո կարի որակի նախնական ստուգումն իրականացնում է նա, ով կատարել է այս կապը: Նախնական ստուգումից հետո վերահսկողությունն իրականացնում են այլ տեխնիկական մասնագետներ. Օրինակ ՝ վարպետ-կայքի ղեկավար, ինժեներ և այլն:
Շատ կարևոր է, որ իրականացնող մասնագետները ունենան անհրաժեշտ գիտելիքներ եռակցված հոդերի տեսողական ստուգման տեխնիկայի վերաբերյալ: Աշխատակիցները պետք է ունենան իրենց տրամադրության տակ անհրաժեշտ գործիքներն ու սարքերը: Բացի այդ, նրանք պետք է իմանան, թե ինչպես ճիշտ կազմեն եռակցված հոդերի տեսողական ստուգման վկայագիր և կազմեն այն կանոնակարգերին համապատասխան:
Այսպիսով, տեսողական ստուգումն իրականացվում է հետևյալ ալգորիթմին համապատասխան.
Եռակցված հոդերի տեսողական ստուգում իրականացնող մասնագետները օգտագործում են մի քանի տեսակի սարքեր և գործիքներ:
Տարբեր աշխատանքային պայմաններում վերահսկողություն իրականացնելու համար պահանջվում են հետևյալ սարքերը.
Չափման հսկողություն իրականացնելիս օգտագործվում են հետևյալ գործիքները.
Ներկայումս տեսողական ստուգման ակտը կազմվում է ցանկացած ձևով: Այն կազմվում է ձևանմուշի հիման վրա, որը մշակվում և հաստատվում է աշխատանքն իրականացնող կազմակերպության կողմից:
Ակտը կարող է կազմվել ձեռքով կամ տպվել տպիչի վրա. Ակտը գրանցելու համար կարող եք օգտագործել կազմակերպության կորպորատիվ լոգոտիպի ձևը և դրա մանրամասները, թույլատրվում է նաև օգտագործել պարզ թուղթ:
Անպայման, ակտը պետք է վավերացվի պատասխանատու անձանց ստորագրությունների կողմից, և այն կազմվում է ընդամենը մեկ բնօրինակով և ստանում է եզակի համար:
Ակտի վերաբերյալ բոլոր տվյալները գրանցվում են և մուտքագրվում է հաշվապահական հաշվառման հատուկ մատյան, որում նշում է արվում փաստաթղթի համարի և դրա ստեղծման ամսաթվի մասին: Ակտը պետք է պահվի կազմակերպության կանոնակարգերին և կանոններին համապատասխան, պահեք այն ընկերության արխիվում գտնվող առանձին թղթապանակում:
Չնայած այն հանգամանքին, որ օրենսդրությունը չի կարգավորում ակտ կազմելու հստակ ձև, կա որոշ տեղեկատվություն, որը պետք է անպայման արձանագրվի դրանում.
(կազմակերպություն)
Թիվ _______ գործողություն _____________ թվագրված
տեսողական և չափիչ հսկողություն
1. Համաձայն աշխատանքային կարգի (դիմումի) N __________________ լրացված
տեսողական և չափիչ
հսկողություն եռակցված հետույքի հոդ
նշեք հսկողության տեսակը (տեսողական, չափիչ)
76 մմ տրամագծով խողովակներ
________________________________________________________
վերահսկվող օբյեկտի անվանումը և չափերը,
____________________________________________________________________________
փաստաթղթերի ծածկագիրը, տեխնիկական բնութագրերը, նկարը, հալումը (խմբաքանակը), վերահսկվող օբյեկտի համարը
եռակցված է եռակցողի կողմից __________ Իվանով Ի.Ի.
__________ թիվ ____ նամականիշ
Լրիվ անուն
Հսկողությունը կատարվում է ըստ _ հսկիչ հոսքի գծապատկեր թիվ ____, RD 03-606-03
__
տեխնիկական փաստաթղթերի անվանումը և (կամ) ծածկագիրը
2. Ստուգումը պարզել է հետևյալ թերությունները.
_Կարի ավելցուկային ամրացում - 6 մմ (67), կարի լայնության թերագնահատում ՝ 4.0 մմ (163), հատում
__
թերությունների բնութագրերը (ձև,
_1.0x5.0 (50), հատման ենթակա 0.5x7.0 (149), մակերեսային ծակոտկեն 0.8 (100)
____________________
չափերը, գտնվելու վայրը և (կամ) կողմնորոշումը հատուկ օբյեկտների համար)
____________________________________________________________________________
3. Տեսողական և չափիչ հսկողության արդյունքների վերաբերյալ եզրակացություն.
_Եռակցված կարը չի համապատասխանում NTD- ի պահանջներին և ճանաչվում է ոչ պիտանի ________________
____________________________________________________________________________
Վերահսկողություն, որը կատարում է.
_______________________________________________________ _(_________________)
_
որակավորման մակարդակ, որակավորման վկայականի համարը լրիվ անվանումը
VIC աշխատանքի ղեկավար ՝ _______________________________ (_________________)
_
Ամբողջական անուն
տառատեսակի չափը
Ռուսաստանի Դաշնության Գոսգորտեխնաձորի 11-06-2003 թ. 92 որոշումը ՝ ՎԻISՈՒԼԱՅԻՆ ԵՎ ՉԱՓՈՒՄՆԵՐԻ ՎԵՐԱՀՍԿՈՈՒԹՅԱՆ ՀՐԱՀԱՆԳՆԵՐԸ ՀԱՍՏԱՏԵԼՈՒ ՄԱՍԻՆ (2020 թ.) Փաստացի 2018 թ.
______________________ (կազմակերպություն) ACT N _____ __________ զոդման կարերի որակի տեսողական և (կամ) չափման հսկումից համատեղ __________________________________________________________________ (ապրանքի անվանումը և համատեղ համարը) 1. Այս ակտը հաստատում է այն փաստը, որ եռակցողը կատարել է __________________________________________________________________ լրիվ անվանումը, կնիք _____________________ կապի _______ (տես եռակցման ձև), հոդերի տեսակը (տեսակները) _____________________________________________________ նշում են եռակցման եղանակը և դիրքը ՝ համաձայն զոդման տեխնոլոգիայի պահանջների __________________ __________________________________________________________________ նշում են տեխնոլոգիայի ծածկագիրը և չեն կարող վերահսկվել չափման հսկողություն որակի գնահատմամբ ՝ ըստ ______________________________________________________________ (DՆ ծածկագիր կամ անվանում) կատեգորիայի _________________________________ նորմերի, պարզվել է, որ եռակցված հանգույցը հարմար է գտել և համապատասխանում է ______________________________________________ պահանջներին (նշեք ԱD կամ նախագծային փաստաթղթերը) Վերահսկողությունը, որը կատարվել է. Տեսողական և չափիչ հսկողության աշխատանքների ղեկավար. ______________________________________________________________ Ազգանուն, սկզբնատառեր, ստորագրություն Նշում: Յուրաքանչյուր եռակցված կառուցվածքի (հոդերի կամ հոդերի խմբի) համար կազմվում է ակտ, որը ստուգվում է եռակցման գործընթացում: «Չափերի արձանագրությունը _____________» (արտադրանք) նախագծման պահանջները Չափսերի արձանագրությունը կազմվում է միայն այն դեպքում, եթե այն նշված է ND- ում կամ PKD- ում `վերահսկվող արտադրանքի համար: Ապրանքի չափսերի արձանագրությունը (աղյուսակը) պետք է պարունակի արտադրանքի իրական չափերը, կազմված որոշակի բաժիններով, որոնք սահմանված են «Չափման սխեմա _____________» -ով: Չափսերի Արձանագրության (արտադրանքի) ձևը որոշվում է կառավարման աշխատանքների նախագծման և տեխնոլոգիական պատրաստման ընթացքում: Արձանագրությունը ստորագրում են չափումներ կատարած անձինք և տեսողական և չափիչ հսկողության աշխատանքների ղեկավարը `նշելով ազգանունը և սկզբնատառերը: «Տեսքի և տեսողության և չափման հսկողության արդյունքների գրանցման ամսագրի» բովանդակության պահանջները. Ապրանքների, ապրանքների և առարկաների վերահսկման արդյունքները գրառվում են «Տեսողության և չափիչ հսկողության արդյունքների գրանցման աշխատանքի և գրանցամատյանում», որը նշում է. 1) վերահսկվողի անվանումը և տեսակը (տեսակը) օբյեկտ, դրա համարը կամ ծածկագիրը; 2) վերահսկվող օբյեկտի վերահսկվող տարածքների գտնվելու վայրը և, անհրաժեշտության դեպքում, չափը. 3) հսկողության պայմանները. 4) արտադրության վերահսկման փաստաթուղթը, դրա համարը. 5) հսկողության չափման եղանակը և օգտագործվող սարքերը (գործիքները). 6) վերահսկվող օբյեկտի նյութի ապրանքանիշը և խմբաքանակը, ինչպես նաև նյութի ստանդարտ կամ տեխնիկական պայմանների և օբյեկտի գծագրական համարի նշանակումը (վերջինս նախատեսված է միայն մասերի և հավաքման միավորների համար). 7) ստուգման ընթացքում հայտնաբերված թերությունների հիմնական բնութագրերը (ձևը, չափը, գտնվելու վայրը կամ կողմնորոշումը բազային առանցքների կամ ստուգման մակերեսների համեմատ). 8) անվանումը կամ ND ծածկագիրը, որի համաձայն իրականացվել է որակի գնահատումը. 9) վերահսկողության արդյունքների գնահատում. 10) վերահսկման ամսաթիվը: Նշում. Կազմակերպության կողմից մշակված փաստաթղթերի տրված այլ ձևերի փոխարեն թույլատրվում է օգտագործել `համաձայն ընթացիկ կարգավորող և տեխնիկական փաստաթղթերի պահանջների, որոնք ապահովում են մասերի, հավաքույթների, ապրանքների արտադրության գործընթացում (տեղադրում, վերանորոգում) նույնականացում և հետագծելիություն, վերահսկվող պարամետրերի, ծավալների և հսկման մեթոդների ամրագրում, հաշվետվությունների կազմում և տեսողական և չափիչ հսկողության հաշվապահական փաստաթղթերը:
10-րդ դասի հիշողության քարտերից ոչ յուրաքանչյուրը ճիշտ կաշխատի GoPro HERO 3+ և HERO Black տեսախցիկների վրա, և մասնավորապես ...

IQ Option փոխանակումը շատ սիրված և հարգված է շատ վաճառականների կողմից: Պլատֆորմի նման ժողովրդականությունը պայմանավորված է նրանով, որ ...

Եռակցման զննումը նախքան օգտագործումը տարբեր նմուշների հաստատման անհրաժեշտ մասն է: Sանապարհներն ու ...

20-րդ դարում կառուցված հինգ լավագույն սուզանավերն ընտրվել են ամերիկյան ռազմական վերլուծական (NI) փորձագետների կողմից: Համար ...

Եռակցված հոդերի որակը գնահատելու համար սահմանվում է կառավարման եռակցված հոդի գաղափարը: Հսկողությունը համարվում է ...

«ՍԱZ» ԲԲԸ - Սեմենովսկի փականային գործարանը մասնագիտանում է ընդհանուր արդյունաբերական նպատակներով փականների արտադրության մեջ, և ...

02/25/2016, հինգշաբթի, 15:22, Մոսկվայի ժամանակով, Տեքստ. Տատյանա Կորոտկովա Գետտը միջազգային ծառայություն է տաքսի պատվիրելու և այլ ...
Ներկայումս դժվար վերականգնվող նավթի պաշարները, որոնք սահմանափակվում են ...

Ածուխի կարի հիդրավլիկ կոտրումը ԽՍՀՄ-ում առաջին անգամ իրականացվել է 1954 թվականին Ռուսաստանի «Պրոմգազ» ինստիտուտի կողմից ...

Իսպանիայի մայրաքաղաքը հայտնի է նրանով, որ իդեալական է հանգստանալու համար: Այստեղ նույնիսկ հենց ...

Iversրասուզակները ստիպված էին սուզվել ծովի հատակը և վտանգել իրենց կյանքը ռումբեր հավաքելու համար: Եվ որքան ծանր, խեղդող ...

Փոփոխություններ են տեղի ունեցել Աշխատանքային օրենսգրքում: Այժմ այն \u200b\u200bունի նոր գլուխ, որը կարգավորում է ...
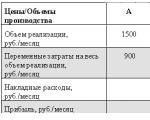
Այս բաժանումը հիմնված է այն ծախսերի տնտեսական իմաստի վրա, որը ձեռնարկատերը կրում է իր ...
Աշխատողների աշխատատեղերի և մասնագիտությունների միասնական սակագնի և որակավորման տեղեկագիր (ETKS), 2019 թ. Թիվ 6 ETKS թողարկում ...

Ռուսի համար Վիետնամի հետ առաջին ասոցիացիան լավ տեղ է ձմռանը հանգստանալու համար: Այնուամենայնիվ, մինչ ...
Մայրաքաղաքային տարածքների ագրեսիվ միջավայրը չափազանց հոգնեցուցիչ է մարդու համար, ուստի շատ քաղաքաբնակներ ...