


Кто такой маркетолог, описание профессии
Маркетолог специализируется в изучении рынка спроса и предложения, организовывает продвижение и сбыт того или иного...
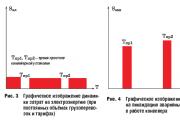
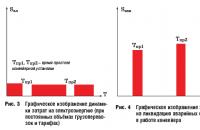
Сопоставление производственной мощности отдельных стадий удобно производить графически, путем построения диаграммы мощностей отдельных участков, цехов, называемой профиль производственной мощности . Такая диаграмма дает наглядное представление о соотношении производственных мощностей отдельных стадий, об узких местах производства и резервах (рис. IX.4). При выявлении пропорциональности мощностей по пределам производства целесообразно принимать мощность ведущего оборудования (участка, цеха), по которому установлена мощность всего объекта (или звена), за единицу (или 100%), а мощность всех остальных выражать в виде коэффициентов, исчисленных по отношению к этой базе.
В результате расчетов определяют степень загрузки наличного оборудования, узкие места производства, объекты для разработки оргтехмероприятий.
Экономичность применения прогрессивной системы объясняется тем, что при росте выпуска продукции постоянная часть цеховых расходов (отопление, освещение, содержание аппарата) остается почти без изменений, поэтому удельный вес этих расходов в расчете на изделие (прибор) уменьшается, что значительно снижает его себестоимость. Такая оплата труда разрешается директором предприятий временно только на узких местах производства.
Авторы предлагают единую для различных цехов методику расчета на ЭВМ производственных мощностей . Ее использование обеспечивает повышение точности и оперативности расчетов мощностей, позволяет своевременно выявить узкие места производства и планировать равномерную загрузку производственного оборудования.
Мероприятия по ликвидации узких мест производства.
Элементы а/Д " и а 1 "1 характеризуют мероприятия по ликвидации узких мест производства и соответствуют кодам седьмой графы формы 9А.
Элементы а/ Д"" и а/д"" заполняются программным путем при выдаче на печать формы 10А при ликвидации узких мест производства
Данные форм 13, 14 помогают лучше наметить мероприятия по ликвидации узких мест производства, определить затраты на их проведение. Они нацеливают на использование имеющихся на предприятии возможностей по увеличению выпускаемой продукции.
Нужно отметить, что информация может быть использована на всех уровнях управления производственно-хозяйственной деятельностью производственного объекта. В частности, она может быть использована для планирования объемов капитальных затрат на ликвидацию узких мест производства, для определения объектов размещения заказов на основные фонды и т. п..
Ликвидация узких мест производства может быть достигнута с помощью следующих мероприятий
Ликвидация узких мест производства имеет свои особенности и осуществляется по определенным правилам, обусловленным характером мероприятия.
Полученные по форме 10 результаты расчета анализируются, выявляются узкие места и намечаются организационно-технические мероприятия по их ликвидации, которые заносят в форму 9А (Основные мероприятия по ликвидации узких мест производства).
Данные массива формы 10 используются для определения коэффициента загрузки оборудования с учетом мероприятий по ликвидации узких мест производства и количества единиц излишнего (недостающего) оборудования. Из документов массива формы 10А выбираются последовательно все детали (изделия), обрабатываемые
При составлении краткосрочной производственной программы устанавливают количество и номенклатуру продукции и услуг. Для этого необходимо знать узкие места производства и сбыта
Опыт США XX в. наглядно показал, что глубинным инновационным мотором, стержнем самодвижения воспроизводства является опора на человека как производителя и потребителя всего доступного спектра материальных и духовных богатств. Американское хозяйство первым перешло к динамичной формуле вся совокупность деятельности - перспективные (инновационные) потребности. Последние представляют собой такие потребности, для удовлетворения которых в данный момент на рынке еще нет соответствующих продуктов или услуг. Они возникают в узких местах производства и потребления и служат ориентиром для выбора приоритетов инновационного развития.
Главным в подготовке данных отчетов является информирование менеджеров о случаях отклонений определенных результатов производства от плановых показателей . Тем самым бухгалтер-аналитик помогает осуществлять анализ производственных результатов и определять слабые места производства, не уделяя время тем операциям производственного процесса, которые выполняются в соответствии с планом, а концентрируя внимание руководства на узких местах производства.
Результаты поставленных задач кандидату предлагается сформулировать задачи, которые ставит перед ним должность, на которую он планируется в резерв. Степень пригодности кандидата на должность определяется степенью знания проблем и узких мест производства, а также умением видеть инновационные возможности производства. Анализ поставленных задач должны проводить опытные эксперты.
На выполнение этих заказов требуется использование 35 % мощностей предприятия, что не только превышает его максимальные возможности, но дополнительно загружает самое узкое место производства - механическую обработку деталей на металлорежущих станках , осуществляемую в условиях дефицита станочников.
На первом этапе, т. е. в период организационной подготовки , создают творческие группы, определяют программу и методику проведения работ . Второй этап включает сбор данных, характеризующих состояние организации труда на каждом производственном участке, их обработку и анализ, определение резервов. На этом этапе выявляют узкие места производства, устанавливают значимость и очередность разработки мероприятий.
Исходным пунктом рационализаторской деятельности является тематическое планирование. Тематический план по изобретательству и рационализации создается в ходе обсуждения узких мест производства. Для северного трубопроводного строительства тематический план обычно имеет следующие разделы работы по хозяйственному обустройству подготовительные и земляные работы погрузочно-разгрузочные и транспортные работы, работы по снегоборьбе сварочно-монтажные работы изоляционно-укладочные работы работы по балластировке и закреплению монтаж арматурных узлов, работы по продувке и испытанию ремонт техники прочие работы.
Как уже отмечалось, величина производственной мощности определяется на начало и конец рассчитываемого периода, в течение которого производительность труда , а следовательно, и трудоемкость изготовления изделий не остаются величиной постоянной . На конец рассчитываемого периода трудоемкость должна быть меньше, чем на начало. Следовательно, прогрессивная норма трудоемкости , закладываемая в расчет мощности на конец рассчитываемого периода, тоже должна быть меньше. Это снижение трудоемкости на запланированный коэффициент повышения производительности труда предусматривается по цехам, участкам и группам оборудования в соответствии с планом совершенствования конструкций изделий, технологических процессов и организации производства . Основное внимание при этом должно быть уделено разработке мероприятий по снижению трудоемкости на узких местах производства путем ужесточения норм трудоемкости по деталеопераци-ям, сдерживающим выпуск продукции.
Под планированием оптимальной программы производства или ассортимента в многопрофильном предприятии следует понимать план производства или ассортимента, нацеленный на максимизацию прибыли. При выработке оптимальной программы руководствуется приоритетностью, согласно которой в первую очередь изготавливаются продукты или покупаются товары, обеспечивающие максимальные суммы покрытия издержек.
Планирование оптимальной программы производства или ассортимента зависит от имеющихся в распоряжении у предприятия мощностей. Поэтому сначала необходимо проверить, существует ли в процессе изготовления узкое место.
Под узким местом понимают недостаток производственных мощностей в цепи технологического процесса, определяемый каким-либо компонентом: машинным временем оборудования, производственной площадью, персоналом, материалами, транспортировкой и т.д.
Проверка на наличие узких мест осуществляется расчётным путём. Для этого максимальное количество планируемых к изготовлению изделий умножают на величину анализируемого компонента. Например, если речь идёт о машинном времени оборудования, планируемое к изготовлению количество деталей умножают на машино-часы работы станка, агрегата или аппарата. Рассчитанная величина не должна превышать значение, предельно допустимое инструкцией по эксплуатации оборудования. Аналогично рассчитываются ёмкости для хранения готовой продукции, потребление тепло- и эл. энергии, укомплектованность персоналом и т.д.
Если полученное значение превосходит имеющуюся в данный период мощность, говорят о наличии узкого места. В этой ситуации выработка оптимальной программы производства на основе сумм покрытия удельных издержек невозможна. Суммы покрытия удельных издержек должны быть поставлены в зависимость от требуемой нагрузки на узкое место. Таким способом рассчитывается относительная сумма покрытия (db отн. ), которая показывает отношение разницы между ценой (р ) и переменными издержками в расчёте на единицу продукции (k v ) к требуемой нагрузке на узкое место в производственной мощности:
На практике большее значение придаётся относительным, чем абсолютным суммам покрытия удельных издержек, т.к. загрузка узких мест обычно неодинаковая. Программа производства или ассортимент должна быть составлены таким образом, чтобы при максимально полной загрузке производственных мощностей достигался наивысший результат деятельности предприятия.
При планировании оптимальной программы производства или ассортимента необходимо различать три случая, которые представлены ниже:
Пример:
Предприятие изготавливает ассортимент продуктов А, В, С и D. Бухгалтерия располагает следующими данными за отчётный период:
a)Определите оптимальную программу производства и результат деятельности предприятия за отчётный период на основании
1)учёта полных издержек
2)счёта сумм покрытия издержек
b)Как изменится программа производства и результат предприятия, установленные счётом сумм покрытия издержек, если производственную мощность ограничить 35 000 часами, а изготовление единицы каждого продукта имело бы следующую потребность в машинном времени:
Решение:
а) 1. Учёт полных издержек:
При использовании системы учёта полных издержек критерием принятия управленческих решений является прибыль или убыток от изготовления и продажи единицы продукции: в программу производства принимаются все продукты приносящие прибыль, т.е. цена покрывает переменные и постоянные издержки в расчёте на единицу продукции (= себестоимость).
Согласно системе учёта полных издержек продукт A больше не должен изготавливаться, так как имеет отрицательный результат от продажи единицы продукции. При этом постоянные издержки, приходящиеся на данный продукт, поступают дальше, так как они не уменьшаются в течение короткого срока. Для того чтобы рассчитывать прибыль или убыток за отчётный период, необходимо учитывать долю постоянных издержек поступающих от продукта А в размере (140 € – 80 €) × 4.000 шт. = 240.000 €. Таким образом, результат деятельности предприятия за отчётный период составляет +/– 0 €.
2. Счёт сумм покрытия издержек:
Решение о выборе оптимальной программы производства принимается на основе счёта сумм покрытия издержек. Так как в данном случае узкие места отсутствуют, все продукты с положительными суммами покрытия удельных издержек принимаются в программу производства.
Продукт A остается в программе производства, так как имеет положительную сумму покрытия издержек и делает взнос в счёт покрытия собственных постоянных расходов. Из общей суммы покрытия издержек, приходящейся на продукты А, В, С и D, следует вычесть постоянные издержки в виде единого блока.
Результат деятельности предприятия в отчётном периоде составляет:
620.000 € – 420.000 € = 200.000 €.
b)Сначала необходимо проверить, имеется ли узкое место в процессе изготовления. Машинное время оборудования, необходимое для изготовления четырёх продуктов, имеет следующие значения:
Так как в распоряжении предприятия находится только 35.000 часов, для производства максимально необходимого количества изделий существует узкое место. Если управленческое решение принималось бы на основе абсолютных сумм покрытия издержек, программа производства планировалась бы исходя из иерархии (ранжирования) каждого продукта по суммам покрытия удельных издержек, т.е. в следующей последовательности: первых два места (ранг I) – продукты В и С (db = 100 €); третье место (ранг III) – продукт A (db = 50 €) и четвёртое место (ранг IV) – продукт D (db = 40 €). Таким образом, жертвой узкого места пал бы продукт D. При этом не принималось бы во внимание, что продукт D имеет, тем не менее, самое короткое время изготовления одного изделия.
Критерием принятия управленческого решения в случае наличия узкого места является относительная сумма покрытия издержек. В данном случае таким критерием является сумма покрытия удельных издержек, приходящаяся на один час машинного времени оборудования.
Так как продукт В обнаруживает наивысшую относительную сумму покрытия удельных издержек, это даёт ему право быть изготовленным в полном объёме, т.е. 2.000 изделий. Для этого потребуется 10.000 часов машинного времени. Затем изготавливается продукт со второй по величине относительной суммой покрытия (C), также вплоть до максимальной границы возможной реализации. Следующим выпускается продукт D с третьим по уровню рангом. Остающихся 11.500 часов недостаточно, чтобы изготовить 4.000 изделий продукта A. Возможно изготовление лишь:
Сумма покрытия издержек, поступающих от изготовления продукта A, на 56.250 евро меньше при наличии узкого места, чем при его отсутствии. Эта сумма соответствует уменьшению производственного результата. Результат деятельности предприятия составляет:
563.750 € – 420.000 € = 143.750 €.
Внимание! В рассмотренном примере относительные суммы покрытия издержек рассчитывались делением абсолютных сумм покрытия на нагрузку узкого месте в производственной мощности (машинное время), приведённой к количеству изделий, т.е. часов/шт. Если показатель, характеризующий узкое место, выражен в виде, например, производительности, т.е. шт/час, то абсолютную сумму покрытия следует не делить, а умножать на значение этого показателя, т.к. он уже отнесён к потребляемой в узком месте производственной мощности.
Пример:
При планировании производственной программы промышленного предприятия необходимо учитывать следующие данные:
Постоянные издержки в отчётном периоде достигли уровня 100.000 €.
a)Определите с помощью счёта сумм покрытия издержек программу производства и результат предприятия на следующий период!
b)Имеющееся в распоряжении машинное время оборудования, на котором изготавливают продукты А, В и С, составляет 12.000 минут. Какие выводы можно сделать для определения оптимальной программы производства и результата предприятия?
c)Как изменится программа производства и результат предприятия, если цена продукта С увеличится до 230 евро, а минимально необходимое количество изделий составит 1.000 единиц?
Решение:
a)Определяющим критерием являются абсолютная сумм покрытия издержек (db), т.к. узкие места отсутствуют:
Продукты В и A делают наивысшие взносы в покрытие постоянных издержек. Изделие С следует исключить из программы производства, так как оно имеет отрицательную сумму покрытия издержек.
Определение результата деятельности предприятия:
b)1 шаг: Проверка наличия узкого места в процессе изготовления продукции:
Продукт С должен быть исключен уже из программы производства, так как он показывает отрицательный абсолютный взнос в покрытие постоянных издержек. Машинное время оборудования, необходимое для изготовления продуктов, составляет:
Так как машинное время ограничено 12.000 минутами, в производстве продуктов A и B имеется узкое место.
2 шаг: Определение относительных сумм покрытия издержек:
Машинное время, необходимое для изготовления продукта A, составляет 4.000 мин., т.е. на 6.000 минут меньше, чем продукта В. При этом относительная сумма покрытия издержек у продукта A выше, чем у продукта В. Предпочтение отдаётся продукту A.
3 шаг. Определение оптимальной программы производства:
Так как продукт A приносит более высокую относительную сумму покрытия издержек, ему предоставляется право быть изготовленным в максимальном объёме 2.000 единиц. Для этого требуются 4.000 минут производственной мощности (машинного времени оборудования).
Узкое место
Узкое место - явление, при котором производительность или пропускная способность системы ограничена одним или несколькими компонентами или ресурсами. В соответствующем англоязычном термине (англ. bottleneck ) прослеживается аналогия с горловиной бутылки, узость которой не позволяет вылить или высыпать всё её содержимое сразу, даже если её перевернуть. При увеличении её ширины увеличивается и скорость, с которой бутылка опустошается. Относительно бизнеса, узким местом организации является то, что снижает её производительность.
Wikimedia Foundation . 2010 .
Синонимы :Ситуация принятия решения при недостаточных производственных мощностях, в которой калькуляция покрытия показывает, какой ассортимент продукции предприятию следует выбрать для того, чтобы получить как можно более высокое покрытие. См. также:… … Финансовый словарь
Заковырка, трудность, затруднение, заколупка, проблема, препятствие, закавычка, зацепка, закорючка, загвоздка, закавыка, пиковое положение, запятая, осложнение Словарь русских синонимов. узкое место сущ., кол во синонимов: 19 загвоздка (26) … Словарь синонимов
- (bottleneck) Реальное ограничение (constraint) максимальных темпов развития или уровня какой либо деятельности. В экономике данный термин употребляется по аналогии с физикой. Например, максимальная скорость вытекания жидкости из бутылки… … Экономический словарь
узкое (место) - узкая часть — Тематики нефтегазовая промышленность Синонимы узкая часть EN criticalnarrow …
узкое место - узкий проход — Тематики нефтегазовая промышленность Синонимы узкий проход EN bottleneckbottle neck … Справочник технического переводчика
«узкое место» - 3.46 «узкое место»: Объект газотранспортной системы (магистральный газопровод, газопровод отвод, газопровод перемычка, распределительный газопровод или их участок, компрессорная станция, ГПА, станция подземного хранения газа, ГИС, узел… … Словарь-справочник терминов нормативно-технической документации
«УЗКОЕ МЕСТО» - – ситуация, складывающаяся в результате недостатков в организации производства, когда рабочее место не обеспечивается материальными, трудовыми или топливно энергетическими ресурсами; превышение производительности труда при предыдущей… … Краткий словарь экономиста
узкое место - в чём. Наиболее слабая, уязвимая сторона в каком л. деле, создающая затруднения, осложнения и т.п. У ое место в производстве … Словарь многих выражений
- (сленг.) 1) недостаток производственных мощностей в цепи технологического процесса, определяемый каким либо компонентом: оборудованием, персоналом, материалами или доставкой, транспортировкой; ликвидируется в ходе организационно технических… … Энциклопедический словарь экономики и права
Публ. Недостаток в слабых звеньях производственного процесса, ведения хозяйства. НРЛ 96; БТС, 1378; Мокиенко 2003, 57 … Большой словарь русских поговорок
Эффективная мощность - максимальный объем выпуска с учетом конкретных видов продукции, особенностей эксплуатации оборудования и типа организации производства, рабочих графиков, факторов качества.
Реальная мощность - максимальный объем выпуска с учетом состояния оборудования, поломок и ремонтов, процента брака, процента выполнения норм выработки, потерь рабочего времени.
Варианты оценки мощностей применяются для различных задач в разных ситуациях (см. таблицу 1).
Таблица 1.
| Задача | Ситуация |
| Оценка реальной мощности | Оперативное планирование. "Поддерживающий" ремонт оборудования, экстраполяция текущего состояния с поломками, браком и т.п.Оперативное и среднесрочное планирование. Расшивка узких мест по оборудованию и кадрам мерами организационного характера: изменение формы специализации (например, выход за границы предметно-замкнутого цикла), гибкий график работ (перевод рабочих с участка на участок). |
| Оценка эффективной мощности | Оперативное и среднесрочное планирование. Расшивка узких мест по оборудованию и кадрам мерами организационного и инвестиционного характера: изменение формы специализации, составление и соблюдение графика планово-предупредительного ремонта (ППР), проведение ППР с учетом организации ремонтных работ и межремонтного обслуживания, проведение капитального ремонта оборудования, гибкий график работ, прием на работу специалистов, использование принципов аутсорсинга (привлечение внешних соисполнителей). |
| Оценка проектной мощности | Среднесрочное и долгосрочное планирование. Устранение узких мест мерами инвестиционного характера: замена изношенного оборудования, инвестиции в замену и модернизацию. |
Технологическая форма специализации основных цехов - сосредоточение в цехе определенной части технологического процесса, состоящей из нескольких однотипных операций при широкой номенклатуре обрабатываемых деталей.. Для технологической формы специализации характерно изготовление всей номенклатуры заготовок или деталей .
Предметная форма специализации - изготовление в цехе закрепленных за ним деталей, узлов, изделий узкой номенклатуры.
Предметно-технологическая (смешанная) форма специализации - примером является организация заготовительных цехов по технологической форме, а обрабатывающих и сборочных - по предметно-замкнутому циклу.
Ограничения - внутренние и внешние.
Внутренние:
1.3.Информационная база
Для оценки производственных возможностей необходима информация (см. таблицу 2):
Таблица 2.
| Информация | Назначение информации | Документ \ источник информации |
| Состав продукции (ассортимент) | Определение укрупненного ассортимента (наиболее распространенных видов продукции) | |
| Плановое количество продукции | Проведение расчета: определение фонда времени работы оборудования на весь плановый объем выпуска | Годовой (месячный) план выпуска (продаж) \ планово-экономические (финансово-экономические) службы |
| Перечень оборудования по цехам: заготовительное, механообработка, сборочное и др. | Количество оборудования каждого вида. Агрегирование в группы | Ведомость, перечень, список и т.п.\ Отдел главного технолога, отдел оборудования; при отсутствии - бухгалтерия. |
| Нормо-часы работы оборудования на единицу продукции | Определение фонда времени работы оборудования | Утвержденные нормо-часы \ ОГТ |
| Коэффициент выполнения норм выработки | Корректировка фонда времени работы оборудования с учетом коэффициента выполнения норм выработки | Коэффициенты выполнения норм выработки \ ОГТ + ОТиЗ |
| Фактический и плановый баланс рабочего времени | Определение потребности в персонале с учетом потерь рабочего времени | План-отчет по использованию фонда рабочего времени \ ОТиЗ |
2. Методика расчета
2.1. Этапы
Схема оценки производственных возможностей
2.2. Этап 1 - сбор информации
Нормо-часы станочного времени, получаемые от ОГТ, должны учитывать: состояние оборудование, коэффициент выполнения норм выработки.
Если нормы не являются актуальными, давно не обновлялись, целесообразно, во-первых, рекомендовать их обновить, во-вторых, до обновления при расчете пользоваться поправочным коэффициентом, согласованным с ОГТ. Коэффициент, как правило, является понижающим.
2.3. Этап 2 - оценка ограничений по оборудованию и персоналу
По оборудованию
Оценка ограничений по полезному фонду времени работы оборудования рассчитывается как:
где 21 день
- среднее число рабочих дней в месяце,
16 час
- режим работы в 2 смены, приемлемость режима 24 часа оговаривается с ОГТ и ПДО; возможны варианты - 2 смены по 12 часов.
0.8
- поправка на время начала-окончания работ, на время в ремонте. Оценка является экспертной, согласуется с ОГТ.
Затем полезный фонд времени оценивается с учетом количества оборудования.
Итоговая таблица должна содержать информацию (см. таблицу 3):
таблица 3.
| Наименование оборудования | |||||||
| Показатели | Цех | Ток вц 200 | Ток вц 300 | Ток с ЧПУ | Раст диам шп до 125 мм | Раст диам шп св 125 мм | … |
| 10 | 12 | 7 | 9 | 2 | … | ||
| Кол-во установленного оборудования (ед) | 7 | 4 | 1 | … | |||
| Кол-во установленного оборудования (ед) | 5 | … | |||||
| Кол-во установленного оборудования (ед) | 3 | 3 | 2 | 4 | 3 | … | |
| Кол-во установленного оборудования (ед) | 2 | 14 | 12 | 20 | 7 | 6 | … |
| 33 | 22 | 33 | 9 | 9 | … | ||
| Фонд врем. В 2 смены цех 10 | 10 | 40643 | 23708 | 29567 | 6774 | 0 | … |
| Фонд врем. В 2 смены цех 7 | 7 | 13548 | 3387 | 0 | 0 | 0 | … |
| Фонд врем. В 2 смены цех 5 | 5 | 0 | 0 | 0 | 0 | 0 | … |
| Фонд врем. В 2 смены цех 3 | 3 | 10161 | 6774 | 13141 | 0 | 10161 | … |
| Фонд врем. В 2 смены цех 2 | 2 | 47416 | 40643 | 65705 | 23708 | 20321 | … |
| Всего фонд времени | 111767 | 74511 | 108414 | 30482 | 30482 | … | |
По персоналу
а) по численности и фонду времени
Оценка ограничений по численности и профессиональному составу основных рабочих рассчитывается как фактическая численность основных рабочих в разбивке по профессиям. При этом состав профессий должен соответствовать типам оборудования.
Расчет поправочного коэффициента:
[полезный фонд рабочего времени (час)] + [предпраздничные сокращенные дни (час)] + [внутрисменные простои (час)] = [бюджет рабочего времени (час)] ;
[бюджет рабочего времени (час)] / [продолжительность смены (8 час)] = [явочный фонд рабочего времени (дни)];
[явочный фонд рабочего времени (дни)] + [неявки на работу (дни)] = [номинальный фонд рабочего времени (дни)];
[номинальный фонд рабочего времени (дни)] / [полезный фонд рабочего времени (дни)] = поправочный коэффициент.
Соотношение номинального и полезного фонда времени составляет 1,19 (для примера). Плановый фонд времени с учетом потерь составляет 3586 часов (3024*1,19)
.
Необходимая численность с учетом потерь времени 1,19 рабочего при работе по 12 часов (3586часов/12месяцев/21день/12часов)
или 1 рабочий при работе по 14 часов (3586часов/12месяцев/21день/14часов)
.
б) по фонду времени с учетом профессионального состава
Для оценки ограничений по фонду времени и профессиональному составу основных рабочих на конкретную производственную программу определяется плановая потребность в основных рабочих по схеме (см. таблицу 4):
Таблица 4.
| Профессии | Продукция (например, станок) | |||||
| Цех № 1 | Цех № 2 | |||||
| н/ч | Числ план | Числ факт | н/ч | числ план | Числ факт | |
| Токари | 129,5 | 1 | 59 | 0,3 | ||
| Токари ЧПУ | 6,6 | 7 | ||||
| Фрезеровщики | 76,1 | 0,4 | 27,4 | |||
| Сверловщики | 33,8 | 0,2 | 31,8 | |||
| Расточники | 9 | 0,1 | ||||
| Долбежники | 1,4 | |||||
| Зуборезные | 15 | 0,1 | ||||
| Зубошлифовальные | 3,4 | |||||
| … | ||||||
| Итого 379,3 | 2,4 | 238 | 0,3 | |||
Итоги подводятся в расчете на изделие - по группам профессий рассчитывается сумма нормо-часов и плановая численность (в примере итог должен быть рассчитан по строке).
Назначение данного расчета заключается в определении плановой потребности в профессиях на единицу изделия, расчет необходим для сравнительного анализа вариантов производственных программ и выявления узких мест по профессиональному составу основных рабочих.
в) оценка структурного дефицита
Оценка структурного дефицита (избытка) фактической численности персонала и наличного оборудования производится с помощью сопоставления реального фонда времени персонала (с учетом потерь рабочего времени) и полезного фонда времени работы оборудования.
Пример 2.
С учетом численности оборудования и персонала оценка структурного дефицита (избытка) может быть представлена в форме:
-27=-81167/12/21/12 (условия 12-часовой смены)
24=81167/3387
, где 3387 часов - полезный фонд времени работы 1 станка.
Итог первого этапа расчета - реальная мощность
Из двух оценок фондов времени - времени оборудования и времени рабочих, выбираются минимальные по каждой группе оборудования или группе профессий. Это является итоговым ограничением по фонду времени, максимальные разрывы являются узкими местами (см. таблицу 5).
Таблица 5.
| Оборудование | Полезный фонд времени работы оборудования | Реальный фонд времени работы персонала (с учетом потерь) | Итоговый фонд времени |
| Ток вц 200 | 111 767 | 69 927 | 69 927 |
| Ток вц 300 | 74 511 | 57 697 | 57 697 |
| Ток вц 500 | 57 577 | 31 989 | 31 989 |
| Ток с ЧПУ | 108 414 | 53 564 | 53 564 |
| Ток карус | 27 095 | 27 095 | 27 095 |
| Ток револв | 6 774 | 7 112 | 6 774 |
| Коорд раст | 10 161 | 3 696 | 3 696 |
| Гориз раст | 10 161 | 539 | 539 |
| … | … | … | … |
| Прод строг | 3387 | ||
| Итого | 470 810 | 318 511 | 301 898 |
2.4. Этап 3 - оценка альтернативных производственных программ с учетом узких мест
Третий этап включает оценку возможностей производства, выраженную в конкретных изделиях. Для этого необходима информация о нормах времени работы оборудования для изготовления конкретных единиц продукции.
Допущения
Постановка задачи представляется в формализованном виде:

Где:
X i - количество изделия i.
a i,j - норма станочного времени на изготовление изделия i на оборудовании j
b j - общий фонд времени работы оборудования j
Дополнительным условием, которое необходимо учитывать в данном примере, является целочисленность решения, т.е. кратное единице количество продукции.
3) Допущение относительно запасных частей достаточно условно, необходим сбор информации о трудоемкости изготовления запчастей (в нормо-часах станочного времени и в трудоемкости персонала). Кроме того, необходимо формирование базы данных об объемах производства и продаж запчастей, что позволит произвести их группировку. Основаниями группировки могут быть: наиболее "продаваемые" запчасти, сходные по трудоемкости, по маршрутам изготовления и т.д. Формирование базы данных по запчастям обеспечит более точное планирование.
Итог расчета
1) Наиболее простым вариантом расчета, без применения методов линейного программирования, является оценка альтернативных вариантов загрузки оборудования, то есть расчет альтернативных производственных возможностей. Расчет осуществляется путем деления всего полезного фонда времени работы оборудования на нормы станочного времени по конкретному виду продукции.
Пример. Расчет по станку СБШ
| Номенклатура выпускаемой продукции | Цех | Ток вц 200 | Ток вц 300 | Ток вц 500 | Ток с ЧПУ | Ток карус | Ток револв | Раст диам шп до 125 мм | Раст диам шп св 125 мм |
| СБШ | 10 | 180 | 61,7 | 58,6 | 38,2 | 16,9 | |||
| СБШ | 7 | 6,6 | 0,7 | ||||||
| СБШ | 5 | ||||||||
| СБШ | 2 | 126,60 | 196,00 | 139,20 | 160,00 | 183,00 | 83,30 | 144,70 | |
| СБШ | 5 | ||||||||
| СБШ | 3 | 111,6 | 63,7 | 13 | 26 | 46 | 30,4 | 81,7 | |
| Общий фонд времени по СБШ | 424,8 | 322,1 | 210,8 | 224,2 | 229 | 30,4 | 100,2 | 226,4 | |
| З/части цех 10 | 10 | 78 | 38 | 41 | 23 | 0 | 0 | 10 | 0 |
| З/части цех 7 | 7 | 2 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| З/части цех 5 | 5 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| З/части цех 3 | 3 | 67 | 38 | 8 | 16 | 28 | 18 | 0 | 49 |
| Запчасти цех 2 | 2 | 38 | 59 | 42 | 48 | 55 | 0 | 25 | 43 |
| Кол-во установленного оборудования ВСЕГО (ед) | 33 | 22 | 17 | 33 | 8 | 2 | 9 | 9 | |
| Всего фонд времени | 111771 | 74514 | 57579 | 108418 | 27096 | 6774 | 30483 | 30483 | |
| Итого количество станков | 183 | 163 | 191 | 349 | 87 | 139 | 226 | 96 | |
Результатом расчета является альтернативное количество производимой продукции по товарным группам (см. график).
2) Оценка ограничений по фонду времени с применением методов линейного программирования (без оценки ограничений по рынку) позволяет выявить ассортиментные возможности производства, то есть потенциально возможный одновременный объем производства каких-либо товарных групп при минимизации времени простоя оборудования (см. таблицу 6).
Расчет является оптимальным лишь с точки зрения минимизации простоев, для принятия решений относительно ассортимента необходимо учитывать ограничения по рынку.

Время загрузки оборудования Таблица 6.
| СБШ (Цех 10) | СБШ (Цех 7) | СБШ (Цех 5) | СБШ (Цех 2) | З/части цех 3 | Запчасти цех 2 | |||||
| Оборудование \ кол-во продукции | 30 | 30 | 30 | 30 | 20 | 20 | … | Итого время загрузки | Ограничения | Общий фонд времени |
| Ток вц 200 | 180 | 6,6 | 126,60 | 1,64 | 11,54 | … | 69 927 | 111 767 | ||
| Ток вц 300 | 61,7 | 0,7 | 196,00 | 1,24 | 2,12 | … | 57 697 | 74 511 | ||
| Ток вц 500 | 58,6 | 139,20 | 1,66 | 0,18 | … | 31 989 | 57 577 | |||
| Раст диам шп до 125 мм | 16,9 | 83,30 | 0 | 1,94 | … | 30 468 | 30 482 | |||
| Раст диам шп св 125 мм | 144,70 | 1,36 | 2,92 | … | 23 524 | 30 482 | ||||
| Коорд раст | 23 | 0 | 0 | … | 3 696 | 10 161 | ||||
| Гориз раст | 3,1 | 1,02 | 0 | … | 539 | 10 161 | ||||
| Прод фрез | 23 | 120,80 | 0,5 | 1,32 | … | 27 087 | 27 095 | |||
| Верт гор фрез | 35,1 | 9,2 | 220,40 | 0,86 | 2,16 | … | 51 771 | 104 993 | ||
| Трубонарезн. | 0 | 0 | … | 0 | 20 321 | |||||
| Попер строг | 0,32 | 0 | … | 33 | 3 387 | |||||
| Прод строг | 0,6 | 0 | 0 | … | 84 | 3 387 | ||||
| Итого | 487 917 | 54,98% | 887 396 | |||||||
2.5. Этап 4 - оценка альтернативных производственных программ с учетом узких мест и ограничений по рынку
Оценка ограничений по рынку определяется по каждой группе продукции совместно с отделом маркетинга.
Целевая функция при этом - максимизация маржинальной прибыли.
Наряду с верхними ограничениями по рынку целесообразен учет нижних ограничений по рынку, что является характеристикой обязательного присутствия, минимального ассортиментного набора и т.д.
Итог расчета
Итогом расчета ограничений является составление матрицы, в которой по оборудованию рассчитаны верхние ограничения по фонду времени, по продукции - верхние и нижние ограничения по рынку (см.табл.7). Элементами матрицы являются нормы станочного времени на единицу продукции. Переменной (оптимизируемой) величиной является количество продукции.
Таблица 7
Маржинальная прибыль - 258 234 (тыс.руб.)
| Оборудование | ||||||||
| Ток вц 200 | 180 | 65,2 | 67,2 | 19,9 | 8,2 | 0,10 | 50,00 | 80,14 |
| Ток вц 300 | 61,7 | 22,83 | 33,4 | 9,8 | 6,2 | 7,30 | 32,126 | |
| Трубонарезн. | 0 | |||||||
| Попер строг | 1,6 | 0 | ||||||
| Прод строг | 0 | |||||||
Расчет оптимального выпуска позволяет определить величину загрузки оборудования на программу и, соответственно, выявить "лишнее" оборудование (см.табл.8).
Таблица 8
| Оборудование | Время работы оборудования (час) | Ограничения | Общий фонд времени (час) | Всего оборудования (ед) | Излишек\Дефицит оборудования |
| Ток вц 200 | 61 171 | 111 767 | 33 | 14 | |
| Ток вц 300 | 41 555 | 74 511 | 22 | 9 | |
| … | … | … | … | … | … |
| Трубонарезн. | 0 | 20 321 | 6 | 6 | |
| Попер строг | 301 | 3 387 | 1 | 0 | |
| Прод строг | 45 | 3386,88 | 1 | 0 | |
| Ограничения по количеству | 410 852 | 47,76% | 860 268 | 263 | 115 |
Расшивка узких мест
Оценка производственных возможностей в условиях проектной мощности заключается в расшивке узких мест, которые присутствовали в реальной и эффективной мощности.
Расшивка узких мест производится путем определения минимальных отклонений между ограничениями по фонду времени и расчетным (оптимальным) временем загрузки, например:
Минимальное отклонение - отсутствие резерва рабочего времени, т.е. дефицит определенного оборудования. Затем поочередно "добавляется" оборудование, рассчитывается новый оптимальный вариант. Данные расчетов являются базой для построения графика и анализа соотношений "затраты - эффективность". Расшивка узких место также может быть произведена с помощью задачи линейной оптимизации. В этом случае оптимизируемой величиной является прирост выручки (прибыли), ограничениями - лимит (бюджет) капитальных вложений. Решением явится план закупки оборудования.
3. Типовые задачи, в которых применяется оценка производственных возможностей
3.1. Составная часть оценки бизнеса
Оценка производственных возможностей предприятия может применяться при оценке бизнеса. Рыночная стоимость компании определяется ее имущественным положением, результатами хозяйственно-финансовой деятельности в предшествующем периоде, величиной доходов, которые планируется получить в будущем, факторами внешней среды (положительными или отрицательными). Определение величины доходов, которые планируется получить в будущем, должно быть основано на формальных процедурах, при этом возможно использование методики оценки производственных возможностей.
Существует несколько подходов к оценке бизнеса , поэтому необходимо четко оговаривать, о какой трактовке идет речь. Приведем основные распространенные понятия из теории оценки бизнеса.
Наиболее часто применяемыми видами (стандартами) стоимости, отражающими источники образования дохода, являются:
Обоснованная рыночная стоимость.
Этот вид стоимости отражает оба подхода (стоимость действующего предприятия и стоимость предприятия по активам) и соответствует максимуму из стоимостей, полученных двумя подходами.
Инвестиционная стоимость.
Это обоснованная стоимость предприятия для конкретного или предполагаемого владельца. Учитывает прирост прибыли от использования ноу-хау, планов реорганизации и др. предполагаемого владельца.
Ликвидационная стоимость.
Это обоснованная стоимость продажи активов предприятия за вычетом общей суммы обязательств и затрат на продажу.
Помимо стандартов стоимости применяются стандарты оценки: рыночный, доходный, на основе активов. Можно сформировать матрицу стандартов "стоимость-оценка", в которой будет позиционироваться методика оценки производственных возможностей.
Методика больше всего соответствует сочетанию "обоснованная рыночная стоимость - доходный подход", то есть применяется в ситуациях оценки действующего предприятия путем расчета ожидаемых доходов. Для стандарта инвестиционной стоимости методика может применяться, но с ограничениями. Стандарт инвестиционной стоимости предполагает, что потенциальный инвестор имеет свои планы, касающиеся данного бизнеса. Если эти планы подразумевают выбор ассортимента, объемов выпуска, уровня загрузки, может применяться данная методика. Если же это планы реорганизации, перепрофилирования бизнеса, также не исключено применение методики, так как и в этих условиях актуальна оценка максимальной загрузки, или максимальной маржинальной прибыли и одновременно - оценка загрузки оборудования.
Используемый метод предполагает прогнозирование будущих доходов бизнеса. В этом случае принимается прогнозный и постпрогнозный период (в нем темпы развития предприятия рассматриваются как более или менее стабильные). Методика применяется на этапе прогнозного периода.
Укрупненная схема оценки стоимости бизнеса

Для планирования будущих доходов часто используются сценарные расчеты, в каждом варианте необходимо рассчитывать показатели выручки, затрат, прибыли, потока денежных средств.
Сценарии
1. сохранение динамики объемов производства, структуры ассортимента, величины расходов на ремонт оборудования;
2. максимальная загрузка производства с учетом ограничений по рынку с вариантами:
Расчет этих вариантов позволит спрогнозировать будущие денежные доходы, что является основой для оценки бизнеса. Кроме того, сама оценка бизнеса в условиях многовариантных расчетах будет разной - в краткосрочной и долгосрочной перспективе, дифференцируется спекулятивная и стратегическая оценка.
Задачам оценки бизнеса с точки зрения доходного подхода близки задачи стратегического планирования. Аналогично методика оценки производственных возможностей может применяться и в стратегическом планировании.
3.2. Стратегическое бизнес-планирование, перспективное планирование
В условиях планирования на срок не менее 2-3 лет годовые плановые показатели соответствуют принятым стратегическим целям. При этом могут стоять разные задачи - максимизации прибыли, выручки, рентабельности, загрузки оборудования.
Оценка производственных возможностей применяется как вариантный просчет при разных ограничениях и разных целевых функциях.
Целевые функции и ограничения выбираются в зависимости от различных сценариев развития. Перечень возможных сценариев и алгоритм выбора целевой функции приведен на схеме (см. схему).
Методика апробирована на машиностроительном предприятии.
В процессе определения производственных возможностей на предприятии по рекомендации консультантов выполнены работы:
Сноски
1 См. определения: Р.Стивенсон "Управление производством"- М.: - Бином.-1999. - с. 226.
2 См. определения: Н.И.Новицкий "Организация производства на предприятиях"- М.: -Финансы и статистика.-2001. - с. 89.
3 См. определения Савицкая Г.В. Анализ хозяйственной деятельности предприятия. Минск.-ООО "Новое знание".2001. - с..384.
4 Для расчета можно использовать программу "What"sBest!" (модель "Prodmix", адрес http://www.lindo.com/licwbf.html).
5 Более подробно см., например, 1) "Экономические аспекты оценки стоимости и эксплуатации недвижимости и действующего бизнеса на основе доходного подхода" Ю.Козырь.- ., 2) "Введение в оценку стоимости бизнеса" В.Павловец.- , 3) "О методологии оценки ОАО "Мосэнерго" и полученных результатах" - Независимый экспертно-оценочный центр. -
Рассмотрим такой сценарий: вы владеете автотранспортной компанией, и недавно у вас возникла проблема в процессе доставки товара вашему клиенту. Нагрузка на заводе гладко распределена, но как только ваши грузовики прибывают на склад, отлаженной системе дистрибуции приходит конец. Грузовики обычно ждут от шести до восьми часов, прежде чем работники смогут разгрузить их. Каждую минуту, пока ваши грузовики простаивают, ваша компания теряет деньги. Вы решаете провести расследование, чтобы выяснить, почему грузовики вынуждены ждать, и вы обнаружите нечто удивительное: причина, по которой они ждут, заключается в том, что никто не уведомляет склад о прибытии фуры. В результате, когда грузовик прибывает на склад, вилочный погрузчик занят в другом здании. Поэтому ваш грузовик должен ждать, пока погрузчик не освободиться.
Теперь вы начинаете задаваться вопросом - почему никто не уведомляет склад о том, что грузовики находятся в пути. Вы исследуете все более подробно и узнаете, что человек, который оповещал склад, покинул компанию несколько месяцев назад, а задача не была переведена на другого сотрудника. Таким образом, вы, сделав один телефонный звонок и делегировав полномочия, решили проблему на складе.
Это узкое место было довольно легко исправить. Но вы никогда не обнаруживали узкое место в ваших бизнес-процессах? Их сложнее решить, т.к. их труднее идентифицировать.
Узкое место в процессе возникает, когда вход работает быстрее выхода. Термин сравнивает активы (информационные, материалы, изделия, человеко-часы) с водой. Когда вода выливается из бутылки, она должна пройти через горлышко бутылки. Чем шире горлышко, тем больше воды (вход / активы) можно вылить.
Есть два основных типа узких мест:
Краткосрочные узкие места, вызванные временными проблемами. Хорошим примером является ситуация, когда ключевые члены команды заболели или пошли в отпуск. Никто не обладает достаточной квалификацией, чтобы взять на себя его проекты, а это вызывает отставание в работе, продолжающееся до тех пор, пока он не вернется.
Долгосрочные узкие места. Они действуют постоянно. Примером может быть ситуация, когда отчетность компании откладывается каждый месяц, потому что только один человек может выполнить ряд трудоемких задач - и он не может даже начать, пока ему не дадут окончательные цифры за месяц.
Выявление и исправления узких мест - крайне важный процесс на предприятии, ведь они могут вызвать много проблем с точки зрения потерянного дохода, недовольных клиентов, потерянного времени, некачественной продукции или услуг, и высокого напряжения у членов команды.
Выявление узких мест в производстве, как правило, довольно легкий процесс - просто посмотрите на сборочную линию и определите где скапливается больше всего деталей. В бизнес-процессах СМК все сложнее. Начните с себя. Есть ли процедура или ситуация, которая регулярно провоцирует стрессовые ситуации? Эти дефекты могут стать важными показателями.
Например, представьте, что вы несете ответственность за рассмотрение доклада, который каждую неделю готовит ваш коллега. Как только вы закончите, вы отдаете отчет другому члену команды, который должен опубликовать его в интрасети компании. Однако, в связи с рабочей нагрузкой, доклад часто лежит на вашем столе нескольких часов, поэтому, человеку, размещающему его, приходится постоянно ходить и напоминать вам про него. Это провоцирует стресс для вас, а также для вашего коллеги. В этом случае, вы являетесь узким местом.
Вот некоторые другие признаки узких мест:
Длительное время ожидания. Например, ваша работа задерживается, потому что вы ждете продукта, отчета или получения дополнительной информации. Или материалы проходят длительный процесс согласования перед внедрением в производственный процесс. Накопившаяся работа, так же является признаком «бутылочного горлышка». Таким образом, система менеджмента предприятия находится под ударом.
Эти инструменты будут полезны для выявления узких мест:
1. Блок-схемы
Используйте блок-схему, чтобы определить узкие места. Технологические схемы разбивают систему, детализируя каждый шаг процесса, в удобном для восприятия схематичном виде. После того как вы наметите процесс, гораздо проще будет увидеть проблему. Сядьте и определите каждый шаг процесса, который нуждается в нормальном функционировании.
Например, в сценарии грузоперевозок, о котором мы упоминали ранее, блок-схема может выглядеть следующим образом:
Шаг 1 — Товары производятся на заводе.
Шаг 2 — Товары загружаются в фуру.
Шаг 3 — Склад уведомляется о времени прибытия грузовика.
Шаг 4 — Складское расписание вилочного погрузчика редактируется в соответствии со временем прибытия.
Шаг 5 — Грузовик прибывает на склад и незамедлительно начинается разгрузка.
В этом случае задержка произошла потому шаги 3 и 4 не проводились, и это привело к долгому ожиданию между шагами 2 и 5. Создание блок-схемы для исследования проблемы помог бы вам быстро увидеть, где происходит «излом» процесса.
Техника «5 почему» также поможет вам определить и разблокировать узкое место. Для начала, определите проблему, которую вы хотите решить. Затем, спросите себя, почему эта проблема возникает. Продолжайте спрашивать себя «Почему?» на каждом шаге, пока не дойдете до первопричины.
Давайте снова рассмотрим наш пример с грузоперевозками. Вернитесь к началу, и представьте, что вы понятия не имеете, почему грузовики задерживаются.
Проблема: Грузовики вынуждены ждать часами на складе.
Почему? Поскольку погрузчик не готов разгрузить транспорт, когда тот прибывает. Почему погрузчик не готов? Потому что есть только один погрузчик, и он используется для других вещей. Плюс к этому, склад не знает когда прибудет грузовик. Почему склад не знает о времени прибытия фур? Потому что никто не позвонил, чтобы сказать им. Почему же никто не звонит на склад? Поскольку сотрудник, занимающийся этим, уволился несколько месяцев назад, но никто не взял на себя эту обязанности.
И есть решение. Вы уже определили причину - отсутствие ответственного за оповещение склада. Легко исправить данную ситуацию, делегировав задачу кому-то еще. Определяя причины, вы можете ясно увидеть то, что вам нужно изменить, чтобы устранить проблему.
У вас есть два основных варианта разгрузки узкого горлышка:
Повысить эффективность.
Уменьшить вход в узкое горлышко.
В нашем примере о грузоперевозках, очевидным решением было повышение эффективность, путем уведомления склада о приезде грузовика. Сможете ли вы повысить эффективность в других ситуациях, во многом будет зависеть от характера соответствующего процесса.
Другой вариант - уменьшать вход, конечно, это может прозвучать глупо. Но если одна часть процесса имеет потенциал производить больше продукции, чем вам, в конечном счете, нужно, возможно стоит избавиться от этого процесса.
Например, камеры контроля скорости могут «поймать» большое количество водителей, которые превышают ограничение скорости. Тем не менее, любое нарушение скорости должен быть обработано, а это влечет за собой расход человеческих ресурсов. Камеры могут поймать гораздо больше водителей, чем отделы обработки может справиться. Так, многие камеры запрограммированы для идентификации только тех водителей, которые превышают скорость только на определенное число, или для работы только в определенное время суток или в определенные дни недели. В результате, количество входов в систему снижается до уровня, который может быть обработан.
Узкие места могут вызывать серьезные проблемы для любой компании, и выявления причин их возникновения является критическим. Ищите типичных признаков узких мест, например, накопившаяся работа, ожидание (людей, материалов или документов), и высокого напряжения, относящиеся к задаче или к процессу. Чтобы убедиться, что вы определили причину, а не только один из эффектов, используйте блок-схема или технику «5 почему».
Чтобы исследовать балансировку процесса и решение проблемы узких мест более подробно, прочитайте книгу «Цель» Элияху M Голдратта и Джеффа Кокса.

Маркетолог специализируется в изучении рынка спроса и предложения, организовывает продвижение и сбыт того или иного...
ЮРИЙ ИПАТОВ, ЮРИЙ ЦЫГАЛОВ Экономическая эффективность инвестиций в ИТ: оптимальный метод оценки В ПОСЛЕДНЕЕ ВРЕМЯ...

Компании «Марвел» и «ДиСи» прочно обосновались на пьедестале лучших издателей комиксов о супергероях. Дети по всему миру...

Регулярный рост цен на электроэнергию заставляет многих задумываться над вопросом альтернативных источников получения...
Костяев Николай Иванович – старший научный сотрудник научно-исследовательского отдела АСУ центра научных исследований...

Находящаяся в посёлке Казачья Лопань . Участковая станция 2 класса. На станции расположена таможня, производится...

РАСТИТЕЛЬНАЯ КЛЕТКА Клетка - функциональная и структурная единица живого организма. Устройство микроскопа...

Машинист поезда – востребованная сегодня профессия. Профессиональная деятельность машиниста поезда связана с...

Заказчики, работающие по Закону о закупках отдельными видами юрлиц, должны планировать свою закупочную...

Работу контрактного управляющего регулирует должностная инструкция. Это документ, который принимают на...

Кавказская порода овец и северокавказская были выведены в Ставропольском крае. Сейчас этих животных разводят...

Конспект урока предпрофильной подготовки Классификации профессий. Признаки профессии. Смирнова Елена...

Многочисленные приметы про голубей появились неслучайно. Любимые птицы бога живут рядом людьми уже очень давно,...

В зависимости от физико-механических свойств тканей и степени нарушения их целостности предложено много...
ЮРИЙ ИПАТОВ, ЮРИЙ ЦЫГАЛОВ Экономическая эффективность инвестиций в ИТ: оптимальный метод оценки В ПОСЛЕДНЕЕ...

Компании «Марвел» и «ДиСи» прочно обосновались на пьедестале лучших издателей комиксов о супергероях. Дети по...