Կոնգլոմերատ բառի իմաստը Ինչ է էթնիկ համամիավորումը
Լատիներեն լեզվով glomeris- ը գնդակ է: Այսպիսով, «կոնգլոմերատը» կլորացված բետոններ են, որոնք միմյանց հետ կապված են, ...
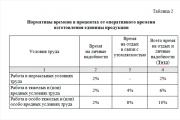
5. Ետնամասի հոդերի եռակցման եռակցման ժամանակ թույլատրվում է ուռուցքի ավելացում
է, է 1-ից 30%:Անկյունային կարերը առանց թեք եզրերի թույլատրվում են կատարել ինչպես ցածր դիրքում, այնպես էլ «նավակի» դիրքում `համաձայն ԳՕՍՏ 11969-79-ի:
7. Եռակցման և արմատային հետադարձ զոդումը կարող է իրականացվել աղեղային եռակցման ցանկացած մեթոդով:
8. Անհավասար հաստության մասերի հետույքի հոդերի եռակցումը `կետում նշված արժեքները չգերազանցող տարբերությամբ, պետք է իրականացվի այնպես, ինչպես նույն հաստության մասերը. Ավելի մեծ հաստության համար պետք է ընտրվեն պատրաստված եզրերի կառուցվածքային տարրերը և զոդման չափերը:
Աղյուսակ 53
մմ
|
Հեկ 2 Հեկ 4 9. Ֆիլե եռակցման ոտքի չափը և սահմանային շեղումները Դեպի, Դեպի 1 պետք է հաստատվի նախագծման ընթացքում: Այս դեպքում ոտքի չափը պետք է լինի ոչ ավելի, քան 3 մմ `3 մմ ներառյալ հաստությամբ և ավելի բարակ մասի հաստությունը 1,2 անգամ ավելի մասերի համար, քան 3 մմ-ից ավելի հաստությամբ մանրամասները զոդելիս: Ֆիլե զոդման ոտքի չափի սահմանային շեղումները անվանական արժեքից բերված են: (Փոփոխված հրատարակություն, փոփոխություն թիվ 2): 10. (Deնջված է, փոփոխություն թիվ 2): 11. Թույլատրվում է ֆիլեի եռակցման ուռուցիկությունը կամ գոգավորությունը մինչև դրա ոտքի 30% -ը: Այս դեպքում գոգավորությունը չպետք է հանգեցնի ոտքի արժեքի իջեցմանը: Դեպի n () նախագծի ընթացքում հաստատված: Հեկ հինգ Նշումներ ե. Կաթետոս Դեպի n- ը ֆիլե եռակցման արտաքին մասում մակագրված ամենամեծ աջանկյուն եռանկյան ոտքն է: Ոտքի սիմետրիկ կարով Դեպի n ընդունվում է հավասար ոտքերից որևէ մեկը, ասիմետրիկ կարով `փոքրը: 12. Ֆիլե եռակցման ոտքերի նվազագույն արժեքները տրված են առաջարկվող մեկում: 13. Ձեռքի աղեղային եռակցման փոխարեն սուզված աղեղով եռակցման ժամանակ հաշվարկված հանգույցի ֆիլե զոդման ոտքը կարող է իջնել առաջարկվող մեջ նշված արժեքների: 14. Թույլատրվում է եռակցման եզրերը խառնել միմյանց նկատմամբ եռակցումից առաջ ոչ ավելի, քան. 0,5 մմ - մինչեւ 4 մմ հաստության մասերի համար; 1.0 մմ - 4-10 մմ հաստությամբ մասերի համար; 0,1 վ մմ, բայց ոչ ավելի, քան 3 մմ - 10 մմ-ից ավելի հաստությամբ մասերի համար: 15. Այնտեղերում, որտեղ եռակցված կարերը համընկնում են և թերությունները շտկելու դեպքում, թույլատրվում է բարձրացնել կարերի չափը մինչև անվանական արժեքի 30%: 16. Ձեռքի գործիք օգտագործելով եզրեր պատրաստելիս, թեքության անկյան առավելագույն շեղումները կարող են ավելացվել մինչև ± 5 °: Այս դեպքում կարի լայնությունը կարող է համապատասխանաբար փոխվել, ե, ե 1 . 15, 16. (Ներկայացված է լրացուցիչ, փոփոխություն թիվ 2): մմ
Նշումներ ե. Ոտքերի առավելագույն երկարությունը չպետք է գերազանցի ավելի բարակ տարրի հաստությունը 1,2 անգամ: (Փոփոխված հրատարակություն, փոփոխություն թիվ 3): մմ
(Ներկայացված է լրացուցիչ, փոփոխություն թիվ 2): ՏԵFORԵԿԱՏՎԱԿԱՆ ՏՎՅԱԼՆԵՐ 1. DEԱՐԳԱՎԱ ԽՍՀՄ ստանդարտների պետական \u200b\u200bկոմիտեի կողմից: Ուկրաինայի ԽՍՀ գիտությունների ակադեմիա DEԱՐԳԱՈՆԵՐ. I. A. Serebryanik(թեմայի ղեկավար) ; L. M. Titkova; M. N. Shabalkin, A. A. Kazimirov(թեմայի ղեկավար); Վ.Պ.Լոզովսկի 2. ԽՍՀՄ ստանդարտների պետական \u200b\u200bկոմիտեի կողմից ներկայացված 3. ՍՍՀՄ ստանդարտների պետական \u200b\u200bկոմիտեի 26.12.79-ի թիվ 5047 որոշմամբ հաստատված և ազդեցության մեջ մտած 4. Փոխարինեք ԳՕՍՏ 8713-70-ը 5. ԱՆՎՏԱՆԳՈՒԹՅԱՆ ԿԱՐԳԱՎՈՐՈ AND ԵՎ ՏԵԽՆԻԿԱԿԱՆ ՓԱՍՏԱԹԹԵՐ 6. ՀԱՆՐԱՊԵՏՈՒԹՅՈՒՆ (1993 թ. Հուլիս) թիվ 1, 2, 3 փոփոխություններով, հաստատված 1986-ի օգոստոսին, 1989-ի հունվարին, 1990-ի հուլիսին (IUS 11-86, 4-89, 10-90) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Երբ եռակցման գործընթացը տեղի է ունենում, թթվածնային միջավայրի պատճառով, եռակցվող մասերի մակերեսը սկսում է օքսիդանալ: Որոշ մետաղների բարձրորակ զոդում ստանալու համար պահանջվում են հատուկ հավելումներ: Մաքրված մետաղալարն օգտագործվում է եռակցման լողավազանը պաշտպանելու համար: Գործողությունը տեղի է ունենում օգտագործելով իներտ գազ: Ներկայիս ԳՕՍՏ 8713-79-ը կարգավորում է սուզվող աղեղով եռակցումը և նյութի օգտագործումը բարձրորակ զոդում ստանալու համար:
Արտաքինություն տեխնոլոգիական գործընթաց հոսքի հետ եռակցումը կարելի է համեմատել արդյունաբերական ոլորտում տեղի ունեցած հեղափոխության հետ:
Նախ, այս տեխնոլոգիան օգտագործվել է ցածր ածխածնային պողպատը մշակելու համար: Այսօր այս փոշին օգտագործվում է բացարձակապես ցանկացած, նույնիսկ շատ հրակայուն մետաղների լավ եռակցման համար:
Մեխանիկական սարքավորումները և տարբեր կիսաավտոմատ համակարգերը թույլ են տալիս հոսք օգտագործել տարբեր գործողությունների համար.

Երբ մասերը հոսում են հոսքի միջոցով, աղեղը բռնկվում է ՝ օգտագործելով բնօրինակ հատիկավոր փոշի: Բարձր ջերմաստիճանը հանգեցնում է էլեկտրոդի և հարակից հատիկների հալման: Արդյունքը առաձգական ֆիլմ է, որը շրջապատում է եռակցման տարածքը:.

Նրբաթիթեղը արգելափակում է թթվածնի մուտքը եռակցման աղեղ: Կարելն ստացվում է առանց ճաքերի ու խոռոչների: Սառչելուց հետո հոսքը վերածվում է խարամի ՝ հավասարապես ծածկելով կարումը: Գործողությունը ավարտելուց հետո կոշտ ընդերքը մեխանիկորեն հանվում է: Մնացած հոսքը օգտագործվում է հետագա գործողությունների համար: Այս «ազատ հոսող վերմակը» հարմար է տարբեր սարքավորումների վրա աշխատելու համար:
Եռակցման գործընթացն իրականացնելու համար հոսքը բաժանված է մի քանի տեսակների: Ամեն ինչ կախված է այն մետաղից, որը կմշակվի.
Արտադրության մեթոդաբանությունը նաև բաժանում է այս հատիկավոր նյութը մի քանի ենթատիպերի.
 Առաջին տիպի օգտագործումը թույլ է տալիս ձեռք բերել բարելավված կար: Ձուլված հոսքը առանձնանում է պեմզե կառուցվածքով:
Առաջին տիպի օգտագործումը թույլ է տալիս ձեռք բերել բարելավված կար: Ձուլված հոսքը առանձնանում է պեմզե կառուցվածքով:
Կերամիկական նյութ ձեռք բերելու համար հատուկ տարրերը նախ մանրացված են: Դրանից հետո այն խառնվում է էքստրուզիայի հետ, ինչը օգնում է համասեռ զանգված ստանալ: Դրան ավելացվում է հեղուկ ապակի: Այս խառնուրդը օգտագործվում է միայն այն դեպքում, երբ պահանջվում է զոդման նյութի մեկ այլ խառնուրդ անցկացնել:
Սկզբնական նյութերը մանրացնելուց, դրանց հատիկավորումը կատարելուց հետո ստացվում է միաձուլված հոսք: Գազի եռակցման համար գնդիկները բաժանված են մի քանի ենթախմբերի: Բաժանումը կախված է դրանց քիմիական բաղադրությունից.

Կարևոր է Ավտոմատ եռակցման միջոցով որակյալ զոդ ձեռք բերելու համար անհրաժեշտ է ճիշտ հոսք ընտրել:
Այս տեխնոլոգիան իրականացնելու համար եռակցման հոսքը մետաղալարին մատակարարվում է հատուկ վարդակով: Այն գտնվում է եզրից մոտ 70 մմ հեռավորության վրա: Այս դեպքում էլեկտրոդը չի կարող գերտաքանալ: Աշխատանքի համար կարող եք օգտագործել մեծ հոսանք: Արդյունքն արագ տեղումն է և խորը խորը ներթափանցումը: Շատ հաստ մետաղը կարող է զոդվել ՝ առանց նախ եզրերը բաժանելու:

Երբ կատարվում է ավտոմատ աղեղով եռակցում, կարը պահվում է կայուն: Ստացվում է նույն ձևը և ունի համազգեստ քիմիական բաղադրությունը... Արդյունքն այն է, որ բարձրորակ կապը բարձր կայունության հետ: Այս տեխնոլոգիան թույլ չի տալիս թերությունների տեսք, որոնք կապված են հատակների և մետաղների միաձուլման տեսքի հետ:
Flux- ը պաշտպանում է շաղ տալուց: Շրջապատող մակերեսը զոդման փչոցից մաքրելու կարիք չի ունենա:
Ընկղմված աղեղով եռակցումը համարվում է բարձր արդյունավետ գործընթաց, որը զգալիորեն խնայում է էներգիան ՝ եռակցման ծախսվող նյութերի հետ միասին: Խնայողությունները հասնում են 30-40% -ի:
Unfortunatelyավոք, իր բոլոր առավելություններով հանդերձ, ավտոմատ եռակցումը ունի նաև մի շարք թերություններ:... Առաջին հերթին դա հոսքի բարձր հեղուկությունն է: Եռակցման գործողությունը կարող է իրականացվել միայն ներքևում: Կարի հիմնական հարթությունից հորիզոնական շեղումը պետք է լինի 10-15 աստիճանից պակաս: Այս պահանջի անտեսումը հանգեցնում է տարբեր արատների ի հայտ գալուն: Բացի այդ, հոսքի եռակցումը հարմար չէ 150 մմ-ից պակաս տրամագծի համար:
ԸՆՏԱՆԵԿԱՆ ԵՌԱԿMՈՒՄ
Եռակցված կապեր
ՀԻՄՆԱԿԱՆ ՏԵՍԱԿՆԵՐԸ, ՇԻՆԱՐԱՐԱԿԱՆ ԵՆԹԱԿԱ ԵՎ ՉԱՓԵՐԸ
ԳՕՍՏ 8713-79
ՀՐԱՊԱՐԱԿՈՒՄ ՉԱՓԱՆԻՇՆԵՐ
Մոսկվա
ԽՍՀՄ Միության ՊԵՏԱԿԱՆ Ստանդարտ
Ներածման ամսաթիվը 01.01.81
1. Սույն ստանդարտը վերաբերում է պողպատներից պատրաստված հոդերին, ինչպես նաև երկաթ-նիկելի և նիկելի հիմքերի վրա համաձուլվածքներին, որոնք կատարվում են սուզված աղեղով եռակցման միջոցով, և սահմանում է եռակցված հոդերի հիմնական տեսակները, կառուցվածքային տարրերը և չափերը:
Ստանդարտը չի տարածվում պողպատե խողովակաշարերի եռակցված հոդերի վրա, համաձայն ԳՕՍՏ 16037-80-ի:
2. Ստանդարտը ստորջրյա աղեղով եռակցման մեթոդների համար ընդունեց հետևյալ նշանակումները.
AF - քաշի վրա ավտոմատ;
AFF - ավտոմատ հոսքի բարձ;
AFM - ավտոմատ հոսքի-պղնձի ծածկույթի վրա;
AFo - ավտոմատ մնացած պաստառի վրա;
AFp - ավտոմատ պղնձե սլայդի վրա;
AFsh - ավտոմատ նախալարված կարով;
AFK - ավտոմատ նախնական զոդման արմատային զոդումով;
MF - ըստ քաշի մեքենայացված;
MFO - մեքենայացված մնացած պաստառում;
MFSh - մեքենայացված `նախնական զոդման կարով;
МФк - մեքենայացված է նախնական զոդման արմատային եռակցմամբ:
(Փոփոխված հրատարակություն, փոփոխություն թիվ 2):
3. Ներկայացված են եռակցված հոդերի հիմնական տեսակները, նախկինում կիրառված հետին եռակցման հատվածները պայմանականորեն սեւանում են:
5. Ետնամասի հոդերի եռակցման եռակցման ժամանակ թույլատրվում է ուռուցքի ավելացում է, է 1-ից 30%:
6. Եռակցված միացումներ T7, T8, T4- ը պետք է կատարվի երկայնքով «նավակի» դիրքում ԳՕՍՏ 11969-79.
Անկյունային կարերը առանց թեք եզրերի թույլատրվում են կատարել ինչպես ցածր դիրքում, այնպես էլ երկայնքով «նավակի» դիրքում ԳՕՍՏ 11969-79.
7. Եռակցման և արմատային հետադարձ զոդումը թույլատրվում է կատարել աղեղային եռակցման ցանկացած մեթոդով:
8. Անհավասար հաստության մասերի հետույքի հոդերի եռակցում աղյուսակում նշված արժեքները չգերազանցող տարբերությամբ: 53-ը պետք է արտադրվի այնպես, ինչպես նույն հաստության մասերը. Ավելի մեծ հաստության համար պետք է ընտրվեն պատրաստված եզրերի կառուցվածքային տարրերը և զոդման չափերը:
Աղյուսակ 53
Մի մասից մյուսը սահուն անցում կատարելու համար թույլատրվում է կարի մակերեսի թեք դասավորությունը (նկ. 1):
Երբ եռակցվող մասերի հաստության տարբերությունը գերազանցում է աղյուսակում նշված արժեքները: 53, մեծ հաստությամբ մասի վրա ս 1, բարակ հատվածի հաստության վրա պետք է կատարվի մի թեքություն մեկ կամ երկու կողմերից սինչպես նշված է անիծյալում: 2, 3 և 4. Այս դեպքում պատրաստված եզրերի կառուցվածքային տարրերը և եռակցված կարի չափերը պետք է ընտրվեն ավելի ցածր հաստությամբ:
9. Ֆիլե եռակցման ոտքի չափը և սահմանային շեղումները Դեպի, Դեպի 1-ը պետք է հաստատվի նախագծման ընթացքում: Այս դեպքում ոտքի չափը պետք է լինի ոչ ավելի, քան 3 մմ մինչև 3 մմ ներառյալ հաստությամբ և ավելի բարակ մասի հաստությունը 1,2 անգամ ավելի մասերի համար, քան 3 մմ-ից ավելի հաստությամբ մանրամասները զոդելիս: Ֆիլե եռակցման ոտքի չափի սահմանային շեղումները անվանական արժեքից բերված են Հավելված 3-ում:
(Փոփոխված հրատարակություն, փոփոխություն թիվ 2):
10. (Deնջված է, փոփոխություն թիվ 2):
11. Թույլատրվում է ֆիլեի եռակցման ուռուցիկությունը կամ գոգավորությունը մինչև դրա ոտքի 30% -ը: Այս դեպքում գոգավորությունը չպետք է հանգեցնի ոտքի արժեքի իջեցմանը: Դեպի n (նկ. 5), որը հաստատվել է նախագծման ընթացքում:
Նշում. Ոտք Դեպի n ֆիլեի եռակցման արտաքին մասում մակագրված ամենամեծ աջանկյուն եռանկյան ոտքն է: Ոտքի սիմետրիկ կարով Դեպի n ընդունվում է հավասար ոտքերից որևէ մեկը, ասիմետրիկ կարով `փոքրը:
12. Ֆիլե եռակցման ոտքերի նվազագույն արժեքները բերված են առաջարկվող հավելված 1-ում:
13. Ձեռքի աղեղային եռակցման փոխարեն սուզված աղեղով զոդում օգտագործելիս, նախագծային հանգույցի ֆիլե զոդի ոտքը կարող է կրճատվել մինչև առաջարկվող հավելված 2-ում տրված արժեքները:
14. Թույլատրվում է եռակցման եզրերը խառնել միմյանց նկատմամբ եռակցումից առաջ ոչ ավելի, քան.
0,5 մմ - մինչեւ 4 մմ հաստության մասերի համար;
1.0 մմ - 4-10 մմ հաստությամբ մասերի համար;
0,1 վ մմ, բայց ոչ ավելի, քան 3 մմ - 10 մմ-ից ավելի հաստությամբ մասերի համար:
15. Այնտեղերում, որտեղ եռակցված կարերը համընկնում են և թերությունները շտկված, թույլատրվում է բարձրացնել կարերի չափը մինչև անվանական արժեքի 30%:
16. Ձեռքի գործիք օգտագործելով եզրեր պատրաստելիս, թեքության անկյան առավելագույն շեղումները կարող են ավելացվել մինչև ± 5 °: Այս դեպքում կարի լայնությունը կարող է համապատասխանաբար փոխվել, ե, ե 1 .
15, 16. (Ներկայացված է լրացուցիչ, փոփոխություն թիվ 2):
| Եռակցված պողպատի եկամտաբերությունը, MPa | Ֆիլե եռակցման ոտքերի նվազագույն արժեքը ավելի մեծ հաստության եռակցված տարրի համար |
|||||||
| Սբ. 10-ից 16-ը | Սբ. 16-ից 22-ը | Սբ. 22-ից 32-ը | Սբ. 32-ից 40 | Սբ. 40-ից 80 |
||||
| 400-ից 450-ը | ||||||||
Նշում. Ոտքերի առավելագույն երկարությունը չպետք է գերազանցի ավելի բարակ տարրի հաստությունը 1,2 անգամ:
(Փոփոխված հրատարակություն, փոփոխություն թիվ 3):
| Ֆիլե եռակցման ոտքը եռակցման համար |
||||
| ձեռքի աղեղ | սուզվել |
|||
| մետաղալար 3-ից 5 տրամագծով | 1,4-ից 2,5 տրամագծով մետաղալարեր |
|||
| նավակի դիրքում | ներքեւի դիրքում | նավակի դիրքում | ներքեւի դիրքում |
|
(Ներկայացված է լրացուցիչ, փոփոխություն թիվ 2):
ՏԵFORԵԿԱՏՎԱԿԱՆ ՏՎՅԱԼՆԵՐ
1. DEԱՐԳԱՎԱ ԽՍՀՄ ստանդարտների պետական \u200b\u200bկոմիտեի կողմից: Ուկրաինայի ԽՍՀ գիտությունների ակադեմիա
DEԱՐԳԱՈՆԵՐ.
I. A. Serebryanik (թեմայի ղեկավար) ; L. M. Titkova; M. N. Shabalkin, A. A. Kazimirov (թեմայի ղեկավար); Վ.Պ.Լոզովսկի
2. ԽՍՀՄ ստանդարտների պետական \u200b\u200bկոմիտեի կողմից ներկայացված
3. ԽՍՀՄ ստանդարտների պետական \u200b\u200bկոմիտեի 79-ի դեկտեմբերի 26-ի թիվ 5047 որոշմամբ հաստատված և ներմուծված ազդեցության
4. Փոխարինեք ԳՕՍՏ 8713-70-ը
5. ԱՆՎՏԱՆԳՈՒԹՅԱՆ ԿԱՐԳԱՎՈՐՈ AND ԵՎ ՏԵԽՆԻԿԱԿԱՆ ՓԱՍՏԱԹԹԵՐ
6. ՀԱՆՐԱՊԵՏՈՒԹՅՈՒՆ (1993 թ. Հուլիս) թիվ 1, 2, 3 փոփոխություններով, հաստատված 1986-ի օգոստոսին, 1989-ի հունվարին, 1990-ի հուլիսին (IUS 11-86, 4-89, 10-90)

Լատիներեն լեզվով glomeris- ը գնդակ է: Այսպիսով, «կոնգլոմերատը» կլորացված բետոններ են, որոնք միմյանց հետ կապված են, ...

Ortsանքերն ընթանում էին միատարր արտադրանքի (հորիզոնական ինտեգրում), տեխնոլոգիապես առնչվող արդյունաբերության արտադրության ուղով ...
Աշխատանքի ստանդարտների վերաբերյալ ստանդարտ կանոնակարգը օգտագործվում է որպես նորմատիվ և մեթոդաբանական փաստաթուղթ, որը հաստատում է ...

Ռուսաստանի օրենսդրությամբ նախատեսված բազմաթիվ կազմակերպական և իրավական ձևերի մեջ կա նաև քաղաքային ...

1. Հիմնական դրույթներ 1.1. Գլխավոր տնօրենի տեղակալը նշանակվում և ազատվում է ...

Գյուղատնտեսություն Այժմ նրա մասնաբաժինը Բելառուսում կազմում է համախառն ներքին արդյունքի 10% -ից պակաս, մոտ 15% ...

Այս պատմությունը կարող է մտացածին թվալ, եթե չլիներ հեքիաթային իրականություն: Կորած ամայի կղզիներում ...

Խաբարովսկի տարածքում, օգոստոսի 10-ի առավոտվանից, նրանք որոշում են, թե ինչպես փրկել կղզու 13-մետրանոց աղեղի կետը ...

Sանի առաջին բուծումը «ճշմարտության պահն» է իր տիրոջ համար: Նա ցույց կտա ՝ ճի՞շտ ընտրություն է կատարել, արդյո՞ք ...

Մեր կայքի էջերում մենք հարյուրավոր անգամներ գրել ենք շների ցեղատեսակների մասին ՝ հոգ տանելով նրանց համար, ընտրություններ կատարելով ...

Sandpiper- ը սովորական թռչուն է: Սա Charadriiformes կարգի մեծ ենթակարգ է: Sandpipers- ը ներառում է ...

«Ռոսնեֆտ» -ի ղեկավար Իգոր Սեչինը Ռուսաստանի նախագահ Վլադիմիր Պուտինին տեղեկացրեց մասնավորեցման գործարքի ավարտի մասին ...

Այն հայտնվել է Կոռուպցիայի դեմ պայքարի հիմնադրամի հետաքննող ֆիլմի շնորհիվ Մեդվեդևի գաղտնի դաչայի մասին, ...

Պարզվեց, որ Պուտինի բիզնեսի «ճեղքումը» դեպի բաց աշխարհ ՝ հավաքույթ էր, որի արդյունքում պետական \u200b\u200bբանկը ...
Փականագործի աշխատանքի նկարագրությունը կարգավորում է աշխատանքային հարաբերությունները: Փաստաթուղթը պարունակում է ընդհանուր դրույթներ ...

Նրանք էին Սերգեյ Լեւինը և Եվգենի Գրոմիկոն այսօր գյուղատնտեսության նախարար Ալեքսանդր Տկաչովի հետ հանդիպմանը ...