Առողջության պլանավորում
Ուղարկել ձեր լավ աշխատանքը գիտելիքների բազայում պարզ է: Օգտագործեք ստորև բերված ձևը Ուսանողներ, շրջանավարտներ, երիտասարդներ ...
ՌԵԼՍԵՐ
Երկաթուղիների հիմնական ուղղությունների վրա ռելսերի շարունակական փոխարինման դեպքում ճանապարհին տեղադրվում են երկու տեսակի նոր ռելսեր՝ կախված բեռի խտությունից՝ R75 (ԳՕՍՏ 16210-77) և R65 (ԳՕՍՏ 8161-75) (Աղյուսակ 7) . Հետքերով արդյունաբերական ձեռնարկություններՕգտագործվում են P50 (ԳՕՍՏ 7174-75) և P43 (ԳՕՍՏ 7173-54) տեսակների ռելսեր: Երկաթուղային գծերում կան նույն տիպի ռելսեր, բայց անցկացման ավելի վաղ տարիների (Աղյուսակ 8): Ռելսերի մեջ նորից օգտագործվող ռելսերը կոչվում են հին տարվա ռելսեր:
Աղյուսակ 7. Ռելսերի հիմնական ցուցանիշները
| Ցուցանիշ | P75 ԳՕՍՏ 16210-77-ի համաձայն | P65 ԳՕՍՏ 8161-75-ի համաձայն | P50 ԳՕՍՏ 7174-75-ի համաձայն | P43 ԳՕՍՏ 7173-54-ի համաձայն |
| Նկարչական համարը ալբոմում | 24 | 25 | 26 | 27 |
| 1 մ երկաթուղու քաշը, կգ | 74,41 | 64,72 | 51,67 | 44,65 |
| Մեկ ռելսի քաշը 25 մ երկարությամբ, կգ | 1860 | 1618 | 1292 | 1116 |
| Երկաթուղու բարձրությունը, մմ, ներառյալ. | 192,0 | 180,0 | 152,0 | 140,0 |
| գլխի բարձրությունը | 55,3 | 45,0 | 42,0 | 42,0 |
| «պարանոց | 104,4 | 105,0 | 83,0 | 71,0 |
| «ներբաններ | 32,3 | 30,0 | 27,0 | 27,0 |
| Ռելսի գլխի լայնությունը, մմ: | ||||
| վերև | 72,0 | 73,0 | 70,2 | 70,0 |
| ներքեւում | 75,0 | 75,0 | 72,0 | 70,0 |
| Տակատի լայնությունը, մմ | 150 | 150 | 132 | 114 |
| 20 | 18 | 16 | 14,5 | |
| 95,04 | 82,65 | 65,99 | 57,0 | |
| Տարածքի բաշխումը պրոֆիլի երկայնքով,%: | ||||
| գլուխները | 37,4 | 34,1 | 38,1 | 42,8 |
| պարանոցներ | 26,5 | 28,5 | 24,5 | 21,3 |
| ներբաններ | 36,1 | 37,4 | 37,4 | 35,9 |
| Հեռավորությունը ծանրության կենտրոնից, մմ. | ||||
| ներբանի հատակին | 88,2 | 81,3 | 70,5 | 68,5 |
| գլխի գագաթին | 103,8 | 98,7 | 81,5 | 71,5 |
| հորիզոնական | 4489 | 3540 | 2011 | 1489 |
| ուղղահայաց | 665 | 564 | 375 | 260 |
| Դիմադրության պահը, սմ 3: | ||||
| ներքևի մասում | 509 | 435 | 285 | 217 |
| գլխի գագաթին | 432 | 358 | 247 | 208 |
| ներբանի կողային եզրին | 89 | 75 | 55 | 45 |
Հեք. 24. Ռելս տեսակ P75 ԳՕՍՏ 16210-77 (Ռելսերը մատակարարվում են 1978 թվականից)

Հեք. 25. Ռելս տեսակ P65 ԳՕՍՏ 8161-75 (Ռելսերը մատակարարվում են 1976 թվականից)

Հեք. 26. Ռելս տեսակ P50 ԳՕՍՏ 7174-75-ի (Ռելսերը մատակարարվում են 1976 թվականից)

Հեք. 27. Ռելս տեսակ P43 ԳՕՍՏ 7173-54-ի (Ռելսերը մատակարարվում են 1955 թվականից)
Աղյուսակ 8. Ռելսերի որոշ ցուցանիշներ դադարեցվել են, բայց օգտագործվել են ճանապարհին
| Ցուցանիշ | P75 | P65 | P50 | P43 | I-a | P38 (II-a) | P33 (III-a) | |||||
| ԳՕՍՏ 16210-70 | նախագիծ 751 / cp | ԳՕՍՏ 8161-63 | ԳՕՍՏ 8161-56 | 1950 թվականի նախագիծ | ԳՕՍՏ 7174-65 | ԳՕՍՏ 7174-54 | ԳՕՍՏ 3542-47 | ԳՕՍՏ 3542-47 | ՕՍՏ 119 | ԳՕՍՏ 3542-47 | ԳՕՍՏ 6726-53 | |
| Նկարչական համարը ալբոմում | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | 39 |
| 1 մ երկաթուղու քաշը, կգ | 74,4 | 75,1 | 64,64 | 64,93 | 64,90 | 51,63 | 51,51 | 50,50 | 43,61 | 43,57 | 38,42 | 33,48 |
| Ռելսի բարձրությունը, մմ, ներառյալ. | 192 | 192 | 180 | 180 | 180 | 152 | 152 | 152 | 140 | 140 | 135 | 128 |
| գլխի բարձրությունը | 55,3 | 48,5 | 45 | 45 | 45 | 42 | 42 | 42 | 42 | 44 | 40 | 37 |
| «պարանոց | 104,4 | 110 | 105 | 105 | 105 | 83 | 83 | 83 | 71 | 71 | 71 | 68 |
| «ներբաններ | 32,3 | 33,5 | 30 | 30 | 30 | 27 | 27 | 27 | 27 | 25 | 24 | 23 |
| Ռելսի գլխի լայնությունը, մմ: | ||||||||||||
| - վերեւում | 71,8 | 72,8 | 72,8 | 72,8 | 76 | 70 | 70 | 70 | 70 | 70 | 68 | 60 |
| - ներքեւում | 75,0 | 75,0 | 75,0 | 75,0 | 76 | 71,9 | 70 | 70 | 70 | 70 | 68 | 60 |
| Տակատի լայնությունը, մմ | 150 | 160 | 150 | 150 | 150 | 132 | 132 | 132 | 114 | 125 | 114 | 110 |
| Պարանոցի հաստությունը մեջտեղում, մմ | 20 | 20 | 18 | 18 | 17 | 16 | 15,5 | 14,5 | 13,5 | 14 | 13 | 12 |
| Խաչաձեւ հատվածի մակերեսը, սմ 2 | 95,1 | 95,8 | 82,6 | 82,9 | 82,9 | 65,9 | 65,8 | 64,5 | 55,7 | 55,6 | 49,1 | 42,8 |
| Մետաղի բաշխումը պրոֆիլի երկայնքով,%: | ||||||||||||
| - գլուխ | 37,4 | 32,3 | 34,2 | 34,5 | 35,5 | 38,2 | 38,3 | 39,5 | 43,0 | 45,9 | 45,4 | 43,0 |
| - պարանոց | 26,5 | 28,5 | 28,4 | 28,3 | 27,1 | 24,4 | 23,8 | 22,2 | 20,5 | 19,3 | 19,8 | 19,9 |
| - արտաքին ներբան | 36,1 | 39,2 | 37,4 | 37,2 | 37,4 | 37,4 | 37,5 | 38,3 | 36,5 | 34,8 | 34,8 | 37,1 |
| Իներցիայի պահը առանցքների նկատմամբ, սմ 4: | ||||||||||||
| - հորիզոնական | 4490 | 4597 | 3548 | 3573 | 3588 | 2018 | 2037 | 2016 | 1472 | 1476 | 1223 | 968 |
| - ուղղահայաց | 661 | 771 | 569 | 572 | 576 | 375 | 377 | - | 257 | 284 | 209 | 167 |
| Դիմադրության պահ, սմ 3 | ||||||||||||
| - ներբանի ներքևի մասում | 509 | 547 | 436 | 437 | 432 | 286 | 287 | 285 | 214 | 212 | 180 | 156 |
| - գլխի վերին մասում | 432 | 426 | 359 | 363 | 370 | 248 | 251 | 248 | 206 | 210 | 182 | 147 |

Հեք. 28. Ռեյլ տեսակ P75 ԳՕՍՏ 16210-70-ի համաձայն
(Ռելսերը մատակարարվել են 1966-ից 1977 թվականներին)

Հեք. 29. Ռեյլ տեսակ P75 ըստ նախագծի 751 / TsP
(Ռելսերը մատակարարվել են 1958-1966 թվականներին)

Հեք. 30. Ռելսի տեսակ R65 ԳՕՍՏ 8161-63-ի համաձայն
(Ռելսերը մատակարարվել են 1964-ից 1975 թվականներին)

Հեք. 31. Երկաթուղու տեսակ R65 ԳՕՍՏ 8161-56-ի համաձայն
(Ռելսերը մատակարարվել են 1956 - 1963 թվականներին, անցքերը կարող էին օվալաձև լինել 38'30 մմ)

Հեք. 32. Ռելս տեսակի P65 նախագծով 1950 թ
(Ռելսերը մատակարարվել են 1953-1955 թվականներին)

Հեք. 33. Ռեյլ տեսակ P50 ԳՕՍՏ 7174-65-ի համաձայն
(Ռելսերը մատակարարվել են 1965-ից 1975 թվականներին)

Հեք. 34. Ռեյլ տեսակ P50 ԳՕՍՏ 7174-54-ի համաձայն
(Ռելսերը մատակարարվել են 1955-1966 թվականներին)

Հեք. 35. Ռեյլ տեսակ P50 ԳՕՍՏ 3542-47-ի համաձայն
(Ռելսերը մատակարարվել են 1948-ից 1954 թվականներին)

Հեք. 36. Ռելս տեսակ P43 ԳՕՍՏ 3542-47-ի համաձայն
(Ռելսերը մատակարարվել են 1946-1954 թվականներին)

Հեք. 37. Ռելս տիպ 1-ա ըստ ՕՍՏ 119-ի
(Ռելսերը մատակարարվել են մինչև 1946 թ.)

Հեք. 38. Ռելսերի տեսակ Р38 (II-ա) ԳՕՍՏ 3542-47.

Հեք. 39. Ռելսի տեսակ Р33 (III-a) ԳՕՍՏ 6726-53.
(Ռելսերը մատակարարվել են մինչև 1932 թ.)
Բաց օջախ պողպատից պատրաստված P75, P65 և P50 տիպերի ռելսերի հիմնական պահանջները ԳՕՍՏ 24182-80-ի համաձայն (ներդրվել է 1981 թվականի հուլիսի 1-ից ԳՕՍՏ 8160-63 և ԳՕՍՏ 6944-63-ի փոխարեն)
1. Ստանդարտը վերաբերում է P75, P65 և P50 տիպերի ռելսերին, որոնք ամբողջ երկարությամբ չեն կարծրացած, պատրաստված են բաց օջախով պողպատից և նախատեսված են վրան դնելու համար։ երկաթուղիներլայն ճանապարհ.
2. Ռելսերի դիզայնը և չափերը համապատասխանում են ԳՕՍՏ 7174-75, ԳՕՍՏ 8161-75 և ԳՕՍՏ 16210-77:
3. Երկու խմբի ռելսերը պատրաստված են.
4. I խմբի ռելսերը պատրաստված են հանգիստ բաց օջախով պողպատից, որը շերեփի մեջ դեօքսիդացված է բարդ դեօքսիդացնող նյութերով, առանց ալյումինի կամ այլ դեօքսիդիզատորների օգտագործման, որոնք վնասակար գծային ոչ մետաղական ներդիրներ են կազմում պողպատի մեջ:
5. II խմբի ռելսերը պատրաստված են հանգիստ բաց օջախ պողպատից, օքսիդազերծված ալյումինով կամ մանգան-ալյումինի համաձուլվածքով։
6. Քիմիական բաղադրությունըպողպատը պետք է համապատասխանի աղյուսակում նշված ստանդարտներին: ինը.
7. I և II խմբերի ռելսերի համար պողպատի մեխանիկական հատկությունները հեռահար փորձարկումների ժամանակ պետք է համապատասխանեն աղյուսակում նշված ստանդարտներին: տասը.
8. Ռելսերի արտադրության տեխնոլոգիան պետք է ապահովի, որ դրանք զերծ լինեն փաթիլներից, ինչպես նաև տեղային ոչ մետաղական ներդիրներից (կավահող, կարբիդներ և տիտանի կամ սիլիկատային ցեմենտացված ալյումինի նիտրիդներ), որոնք երկարաձգված են գլանվածքի ուղղությամբ՝ գծերի տեսքով։ - I խմբի ռելսերի համար 2 մմ-ից ավելի երկարությամբ և II խմբի ռելսերի համար 8 մմ-ից ավելի երկարությամբ գծեր:
9. Ռելսի գլխի մակերեսն իր ծայրերում պետք է կարծրացվի պտտվող տաքացումից կամ ինդուկցիոն տաքացումից բարձր հաճախականության հոսանքների միջոցով:
Աղյուսակ 9. Երկաթուղային պողպատի քիմիական բաղադրությունը
| Երկաթուղային խումբ | Երկաթուղու տեսակը | պողպատի դասարան | Զանգվածային բաժին, % | ||||
| Ածխածին | Մանգան | Սիլիկոն | Ֆոսֆոր | Ծծումբ | |||
| Ի | P75 | M76V | 0,71 - 0,82 | 0,25 - 0,45 | |||
| P65 | M76T | ||||||
| М76ВТ | |||||||
| М76Ц | |||||||
| P50 | M74T | ||||||
| М74Ц | 0,69 - 0,80 | 0,75 - 1,05 | 0,18 - 0,40 | 0,035-ից ոչ ավելի | 0,045-ից ոչ ավելի | ||
| II | P75 | M76 | 0,71 - 0,82 | ||||
| P65 | |||||||
| P50 | M74 | 0,69 - 0,80 | |||||
|
Նշումներ. 1. Պողպատի դասի նշանակման մեջ «M» տառը ցույց է տալիս պողպատի ձուլման եղանակը (բաց օջախ), թվերը՝ ածխածնի միջին պարունակությունը հարյուրերորդական տոկոսով: 2. Մ76В դասի պողպատից պատրաստված ռելսերը դասակարգվում են որպես վանադիումով ռելսեր. М76Т, М74Т և М76ВТ դասերի պողպատներից - տիտանով ռելսերի համար; M76Ts և M74Ts դասերի պողպատներից մինչև ցիրկոնիումով ռելսեր: 3. Վանադիումի զանգվածային բաժինը երկաթուղային պողպատում, կախված ապրանքանիշից, տատանվում է 0,01-ից 0,07%, տիտանը՝ 0,005-ից մինչև 0,025%, ցիրկոնիումը՝ 0,001-ից մինչև 0,050%: 4. Թույլատրվում է թթվածնային փոխարկիչ պողպատից P50 տիպի I և II խմբերի ռելսեր պատրաստել։ Այս դեպքում պողպատի դասի նշանակման մեջ «M» տառը փոխարինվում է «K» տառով: |
|||||||
Աղյուսակ 10. Երկաթուղային պողպատի մեխանիկական հատկություններ
Եռակցման կամ այլ հատուկ նպատակների համար նախատեսված ռելսերը, սպառողի խնդրանքով, թույլատրվում է պատրաստել առնվազն 6,0 մ երկարությամբ՝ առանց մեկ կամ երկու ծայրերի կարծրացման:
10. Ամբողջական սառեցումից հետո ռելսերը կարելի է սառը ուղղել գլանափաթեթով ուղղող մեքենաների և դրոշմակնիքների վրա:
11. Սառը ուղղումից հետո չի թույլատրվում.
ռելսերի կրկնվող սառը ուղղում գլանափաթեթով ուղղող մեքենաների վրա նույն հարթության վրա.
ռելսերի ծայրերի սառը դրոշմակնիքի ուղղում, եթե ծայրերի կորությունը գտնվում է պտուտակների անցքերի գտնվելու վայրում.
ռելսերի անկում 1,0 մ-ից ավելի բարձրությունից;
ռելսերի ալիքավորություն և ոլորում: Ռելսը համարվում է ոլորված, եթե, երբ չափվում է հսկիչ դարակի վրա, այն ունի բացեր ներբանի եզրերի և դարակի միջև (անկյունագծով) իր երկարության 1/10000-ից ավելին:
12. Ռելսերի ծայրերը պետք է աղացվեն ռելսի երկայնական առանցքին ուղղահայաց: Ծայրերի սխալ դասավորությունը չպետք է լինի 1,0 մմ-ից ավելի, երբ չափվում է ցանկացած ուղղությամբ: Չի թույլատրվում կտրել և կոտրել ռելսերի թերի ծայրերը։
Ռելսերի ծայրերում պտուտակների անցքերը պետք է փորվեն ռելսի ուղղահայաց երկայնական հարթությանը ուղղահայաց: Հեղույսների անցքերի մակերեսները և ռելսերի ծայրերը պետք է զերծ լինեն թերություններից, ճաքերից և նեղացման հետքերից՝ շերտազատման և ճաքերի տեսքով: Հեղույսների անցքերի և ռելսերի ծայրերում գտնվող մետաղի փոսերը և ուլունքները պետք է հանվեն մերկացման միջոցով:

Հեք. 40. Ռելսերի հիմնական գծանշումները.
ա -առաջին կարգի ռելսեր; բ- երկրորդ դասարանի ռելսեր; v- երկաթուղային պարանոցի վրա նշագծման վայրեր. 1 - ստուգման նշաններ; 2 - գործարանի OTK կնիքը (կարող է լինել քառակուսի, եռանկյունի կամ «K» տառի տեսքով); 3 - այն վայրը, որտեղ երկաթուղու համարը կիրառվում է ձուլակտորում իր գտնվելու վայրով (1 և 2 - գլխի ռելսեր, X - ներքևի միջին ռելսերը նշված չեն); 4 - այն տեղը, որտեղ կիրառվում է պողպատի ջերմային համարը (1-ին խմբի ռելսերի ջերմային համարը սկսվում է P տառով); 5 - ձուլակտորի գլխից ռելսի սերիական համարի նշման վայրը. 6 - ռելսի երկարությամբ պտտվող (ուռուցիկ) գծանշման տեղը, որը կրկնվում է մոտ 2,5 մ-ից հետո և նշում՝ արտադրող, վարձակալության ամիս և տարի, երկաթուղու տեսակը.
13. Կույտային փորձարկումների համար երկաթուղու փորձարկման հատվածը պետք է դիմակայել 0 °-ից մինչև պլյուս 40 ° C ջերմաստիճանի ազդեցության փորձարկմանը, առանց ներբանի կոտրվածքների, ճաքերի և փորվածքների (ինչպես բացվածքում, այնպես էլ հենակների վրա):
14. Ռելսի փորձնական հատվածը՝ ներբանի ամրությունը ստուգելու համար, պետք է դիմակայել ստատիկ բեռին առանց ճաքերի կամ կոտրվածքների, մինչև ստացվի 4,0 մմ սլաքի շեղում:
15. Երկաթուղիների նախարարության հիմնական գծերի վրա դնելու համար չեն թույլատրվում՝ երկրորդ կարգի ռելսեր, Р75 և Р65 տիպեր՝ գլորված կեղտով, ներբանի ստորին մասի միջին երրորդականի փուչիկներով և ճաքերով. 0,3 մմ-ից ավելի խորություն; երկրորդ կարգի ռելսեր, տիպի P50.
16. Ռելսերի մակնշումը ներկայացված է նկ. 40, 41 և աղյուսակում. տասնմեկ.
17. Սպառողին առաքվող ռելսերին պետք է կցվի փաստաթուղթ (ռելսերի տեխնիկական պիտանիության վկայական)՝ ստորագրված արտադրողի ներկայացուցչի և երկաթուղու նախարարության տեսուչի կողմից, որը հավաստում է ռելսերի համապատասխանությունը սույն ստանդարտի պահանջներին. որը պետք է նշի.
Արտադրողի նշանակումը;
Ստանդարտների համարները, որոնց համաձայն արտադրվել և ընդունվել են ռելսերը, և պատվերի համարները.
Ռելսերի դասը և տեսակը;
Ընդունման նշանների դրոշմներ կամ նկարագրություններ և ռելսերի մակնշում ներկերով.
Փոխադրման համարներ;
Ստացողի անունը և հասցեն.

Հեք. 41. Առաջին կարգի նոր ռելսերի ամբողջական գործարանային գծանշումների օրինակ.
ա- երկաթուղին արտադրվել է Կուզնեցկի (K) մետալուրգիական գործարանի կողմից 1990 թվականի մայիսին (V) (90), տեսակ P65, հալված A293, սովորական ստանդարտ ածխածնային պողպատից, կարծրացած ծայրերով (սպիտակ գծավոր ներկ գլխի վրա), համաձայն. ածխածնի պարունակությունը «կոշտ» (ներբանի դեղին գույնը վերջում), սլաքը ցույց է տալիս գլխի ծայրը. բ- երկաթուղին արտադրվել է Azovstal գործարանի կողմից (A) 1990 թվականի մարտին (III 90) P75 տիպի, հալված P356, կարծրացած ամբողջ երկարությամբ (կանաչ շերտ պարանոցի վրա և հետույքի ծայրի կանաչ եզրագիծը); v- երկաթուղին արտադրվել է Նիժնի Տագիլ (T) մետալուրգիական գործարանի կողմից 1989 թվականի սեպտեմբերին (IX 89) P50 տիպի, հալված 751 Յա, կարծրացել է ամբողջ երկարությամբ, կարծրացման որակի առումով՝ առաջին կարգի (վերջում կանաչ եզրագիծը): ); Գ- երկաթուղին պատրաստել է անվամբ գործարանը Ձերժինսկին (D) 1990 թվականի հունվարին (I 90) տիպ P50, հալված 153, կարծրացված է ամբողջ երկարությամբ, ըստ կարծրացման որակի - երկրորդ դաս (վերջում դեղին եզր)
Աղյուսակ 11. Լրացուցիչ երկաթուղային գծանշում
| Էսքիզ | Նշման նկարագրությունը |
 |
Գլուխը վերջում, եզրագծի երկայնքով, ուրվագծվում է կապույտ (I խմբի ռելսերի համար) կամ սպիտակ (II խմբի ռելսերի համար) ներկով. մեկ միջուկը ծակված է, առաջին դասարանի ռելսը կարծրացած չէ |
 |
Կապույտ կամ սպիտակ շերտ երկաթուղու գլխի վերևում; վերջում դաջված K տառը՝ առաջին դասարանի ռելս՝ կարծրացած ծայրերով (ռելսի մնացած մասը կարծրացած չէ) |
 |
Գլուխը վերջում, եզրագծի երկայնքով, ուրվագծված է բաց կանաչ ներկով; պարանոցի վրա կա նաև բաց կանաչ շերտ ծայրից մոտ 1 մ հեռավորության վրա; վերջում դաջված Z տառը՝ առաջին կարգի ռելս, ամբողջ երկարությամբ կարծրացված՝ ըստ առաջին կարգի կարծրացման պարամետրերի. |
 |
Գլուխը վերջում, եզրագծի երկայնքով, ուրվագծված է դեղինով; ծայրից մոտ 1 մ հեռավորության վրա կա բաց կանաչ շերտ; վերջում Z տառը՝ առաջին կարգի ռելս, ամբողջ երկարությամբ կոփված՝ ըստ երկրորդ դասի կարծրացման պարամետրերի։ |
 |
Գլուխը ուրվագծված է դեղինով; պարանոցին, ծայրից մոտ 1 մ հեռավորության վրա, դեղին ներկով գրված է մեկ տառի և թվերի ծածկագիրը՝ փորձարարական ռելս, դրա բնութագրերը տրված են փաստաթղթերում։ |
 |
Տակատի մի ծայրը ներկված է կապույտ կամ սպիտակ ներկով. ռելսն ունի մեկ կարճացում՝ 40 մմ 12,5 մետրի համար և 80 մմ 25 մետրի համար։ |
 |
Տակատի երկու եզրերը ներկված են կապույտ կամ սպիտակ ներկով. ռելսն ունի կրկնակի կրճատում՝ 80 մմ 2,5 մետրի համար և 160 մմ 25 մետրանոց ռելսերի համար։ |
 |
Ծածկի ծայրը ներկված է դեղին ներկով. պողպատը, որից պատրաստված է երկաթուղին, պարունակում է ածխածին ստանդարտի միջին տոկոսից բարձր։ |
 |
Վզի ներբանը և կեսը ներկված են կարմիր կամ կանաչ ներկով, իսկ երկու միջուկները ծակված են՝ երկրորդ կարգի ռելս; կարմիր գույնով՝ չպնդացած, կանաչ գույնով՝ կարծրացած |
 |
Երկաթուղու ամբողջ ծայրը ներկված է կապույտ ներկով, երկու ծայրերում երեք միջուկ կա՝ ռելսը մերժված է, հարմար չէ երկաթուղու նախարարության ճանապարհին դնելու համար։ |
Հիմնական պահանջներ P50, P65 և P75 տիպերի ռելսերի համար, որոնք ջերմային մշակված են յուղի մեջ ծավալային մարման միջոցով ԳՕՍՏ 18267-82-ի համաձայն.
(ներդրվել է 1984 թվականի հունվարի 1-ից ԳՕՍՏ 18267-72-ին փոխարինելու համար)
1. Ստանդարտը վերաբերում է P50, P65 և P75 տիպերի երկաթուղային ռելսերին, որոնք պատրաստված են բարձր ածխածնային բաց օջախով պողպատից և ջերմային մշակված իրենց ողջ երկարությամբ նավթի ծավալային մարման միջոցով, որին հաջորդում է վառարանում կոփումը:
2. Ջերմային մշակման համար նախատեսված ռելսերը պետք է համապատասխանեն ԳՕՍՏ 24182-80-ի համաձայն արտադրված առաջին կարգի ռելսերի պահանջներին:
Թույլատրվում է արտադրողի և սպառողի համաձայնությամբ երկրորդ կարգի ռելսերի ջերմամշակումը։ Մակերեւութային արատներով երկրորդ կարգի վերածված կարծրացած ռելսերը նախատեսված են երկաթուղու նախարարությանը չպատկանող գծերի վրա դնելու համար։
3. Կարծրացած ռելսերի գլխի գլանվածքի վրա կարծրությունը պետք է լինի HB 341 ... 388 սահմաններում; ռելսերի պարանոցի և ոտքի կարծրությունը `ոչ ավելի, քան HB 388:
4. Ռելսի գլխի կարծրացած մետաղի մակրոկառուցվածքը պետք է լինի կարծրացած սորբիտոլ:
Թույլատրվում է ֆերիտի փոքր ցրված տարածքների առկայությունը։
5. Կարծրացած ռելսերի մեխանիկական հատկությունները պետք է լինեն հետեւյալը.
Ժամանակավոր դիմադրություն, kgf / մմ 2 .......................................... ³120
Ելքի ուժ, կգ/մմ 2 ...................................... .......... ³81
Հարաբերական ընդլայնում, % .............................................. .. ³6
Հարաբերական նեղացում,% .............................................. ..... ³25
Հարվածության ուժը 20 ° C-ում, kgf m / սմ 2 ................................... ³2.5
6. Ռելսի փորձնական հատվածը պետք է դիմանա գլխի տակ գտնվող ցածր ջերմաստիճանի ազդեցության փորձարկումներին՝ առանց կոտրվածքի և ոչնչացման նշանների:
7. Գլխի շրջանակի տակ կրկնվող հարվածային փորձարկումների անբավարար արդյունքների դեպքում թույլատրվում է ռելսերը ենթարկել բարձր կարծրության կոփման HB 255 ... 302 և հանձնել ԳՕՍՏ 24182-80-ի համաձայն՝ որպես չամրացված:
8. Ռելսերի մակնշումը պետք է համապատասխանի գծագրում նշվածին: 40, 41 և աղյուսակում. տասնմեկ.
9. Ռելսերին պետք է կցվի արտադրողի ներկայացուցչի և Երկաթուղու նախարարության տեսուչի կողմից ստորագրված փաստաթուղթ, որը հավաստում է դրանց համապատասխանությունը սույն ստանդարտի պահանջներին և պարունակում է.
Արտադրողի անունը;
Ապրանքի անվանումը և ջերմային մշակման մեթոդը;
Ռելսերի տեսակը, դասը և խումբը;
Պողպատե դասարան, որից պատրաստված են ռելսերը.
Այս ստանդարտի նշանակումը;
Ընդունման նշանների դրոշմներ կամ նկարագրություններ, ինչպես նաև ներկերով ռելսերի գծանշման նկարագրություն.
Ռելսերի քանակը՝ նշելով դրանց երկարությունը և քաշը.
Սպառողի անունը և հասցեն.
Երկաթուղու գծանշում
Յուրաքանչյուր նոր ռելս նշվում է նրա պարանոցի և ծայրերից մեկի վրա:
Մակնշումը ստորաբաժանվում է մշտական, իրականացվում է պտտման և դրոշմման ժամանակ տաք և սառը վիճակում (տես նկ. 40) և ժամանակավոր կամ լրացուցիչ՝ ներկով (տես Աղյուսակ 11): Մակնշումը (տես նկ. 41) անհրաժեշտ է ռելսերի ճիշտ տեղադրման համար:
Նշված են նաև հնամյա ռելսեր (նկ. 42):

Հեք. 42. Հին տարվա ռելսերի գծանշման օրինակ (թեթև ներկ).
ա- I խմբի ռելս, հարմար է առանց վերանորոգման ճանապարհի վրա դնելու համար. բ- II խմբի երկաթուղի վերանորոգման ենթակա (II-P); v- IV խմբի ռելս, պիտանի չէ ճանապարհի վրա դնելու համար (XXX)
(ԳՕՍՏ 7174-75, 8161-75, ԳՕՍՏ 16210-77, ԳՕՍՏ 18267-82 փոխարեն)
Ներդրման ամսաթիվ 01.07.2001թ
Սույն ստանդարտը վերաբերում է Р50, Р65, Р75 երկաթուղային ռելսերին, որոնք նախատեսված են երկաթուղիների միացման և շարունակական ուղու և պտույտների արտադրության համար: Երթևեկության անվտանգությունն ապահովող ռելսերի որակին ներկայացվող պարտադիր պահանջները սահմանված են սույն ստանդարտի 5-8-րդ բաժիններում:
4.1. Ռելսերը բաժանվում են ըստ տեսակների.
Հեղույսների անցքերի առկայությամբ.
պողպատի ձուլման եղանակով.
ըստ նախնական բացթողումների տեսակի.
հակափաթիլային բուժման մեթոդով.
5.1. Ռելսերի խաչմերուկի ձևը և հիմնական (վերահսկվող) չափերը պետք է համապատասխանեն Նկար 1-ում և Աղյուսակ 1-ում տրվածներին: Վերահսկվող չափերի թույլատրելի շեղումները և ռելսերի խաչմերուկի ձևը պետք է համապատասխանեն. Աղյուսակ 2-ում նշված արժեքները:
Նկար 1 - երկաթուղու խաչմերուկի հիմնական չափերը
Աղյուսակ 1
Միլիմետրերով
|
Խաչաձեւ հատվածի չափման անվանումը |
Չափի արժեքը երկաթուղու տեսակի համար |
|||
|
Երկաթուղու բարձրությունը Հ |
||||
|
Պարանոցի բարձրությունը հ |
||||
|
Գլխի լայնությունը բ |
||||
|
Տակատի լայնությունը Բ |
||||
|
Պարանոցի հաստությունը ե |
||||
|
Գրիչի բարձրությունը մ |
||||
աղյուսակ 2
Միլիմետրերով
|
Ցուցանիշի անվանումը |
Երկաթուղու տեսակի և կատեգորիայի համար խաչմերուկի չափի և ձևի հանդուրժողականություն |
|||||
|
R65, R75 |
||||||
|
T1, T2, Հ |
T1, T2, Հ |
T1, t2, Հ |
||||
|
Գլխի լայնությունը բ |
||||||
|
Տակատի լայնությունը Բ |
||||||
|
Պարանոցի հաստությունը ե |
||||||
|
Երկաթուղու բարձրությունը Հ |
||||||
|
Գրիչի բարձրությունը մ |
||||||
|
Երկաթուղային ցանցի բարձրությունը հ |
||||||
|
Գլխի պտտվող մակերեսի ձևի շեղումը անվանականից (համաչափության առանցքի երկայնքով) |
Ստանդարտացված չէ |
|||||
|
Միակ ուռուցիկություն (նույնիսկ) |
||||||
|
Տակատի գոգավորություն |
Չթույլատրված |
|||||
|
Անձնագրի շեղում համաչափությունից (ասիմետրիա) |
||||||
5.2. Ռելսերի ծայրերում պարանոցի պտուտակների անցքերի տեղը, թիվը և տրամագիծը պետք է համապատասխանեն Նկար 2-ում և Աղյուսակ 3-ում ներկայացվածներին: Կողմերի համաձայնությամբ ռելսերը կարող են պատրաստվել տարբեր դիրքով, թվով և տրամագծով: պտուտակների անցքեր:

Նկար 2 - Հեղույսների անցքերի գտնվելու վայրը
Աղյուսակ 3
Չափերը միլիմետրերով
|
Երկաթուղու տեսակը |
Չափի արժեքը |
Հանդուրժողականություն երկաթուղային կատեգորիայի համար |
|||||
|
դ |
տ |
լ 1 |
լ 2 |
լ 3 |
T1, T2, Հ |
||
ՌՈՒՍԱՍՏԱՆԻ ԴԱՇՆՈՒԹՅԱՆ ՊԵՏԱԿԱՆ ՍՏԱՆԴԱՐՏ
ԵՐԿԱԹՈՒՂԻ ՌԱԼՍՆԵՐ
ԸՆԴՀԱՆՈՒՐ ՏԵԽՆԻԿԱԿԱՆ ՊԱՅՄԱՆՆԵՐ
ՌՈՒՍԱՍՏԱՆԻ ՊԵՏԱԿԱՆ ՍՏԱՆԴԱՐՏ
Առաջաբան
1 Մշակված է պետության կողմից ունիտար ձեռնարկություն«Համառուսական գիտահետազոտական ինստիտուտ երկաթուղային տրանսպորտՌուսաստանի Դաշնության Երկաթուղիների Նախարարություն», Ռուսաստանի Դաշնության Պետական Գիտական Կենտրոն ԲԲԸ «Ուրալի մետաղների ինստիտուտ», ԲԲԸ Նիժնի Տագիլի մետալուրգիական գործարան, ԲԲԸ Կուզնեցկի մետալուրգիական կոմբինատ: Ռուսաստանի Գոստանդարտ 2000 թվականի դեկտեմբերի 18-ի թիվ 378-st 3 ԱՌԱՋԻՆ ԱՆԳԱՄ 4 հրատարակություն (մարտ 2002) փոփոխությամբ (IUS 9-2001)
ՌՈՒՍԱՍՏԱՆԻ ԴԱՇՆՈՒԹՅԱՆ ՊԵՏԱԿԱՆ ՍՏԱՆԴԱՐՏ
ԵՐԿԱԹՈՒՂԻ ՌԱԼՍՆԵՐ
Ընդհանուր բնութագրեր
Երկաթուղային ռելսեր.
Ընդհանուր բնութագրեր
Ներածման ամսաթիվ 2001-07-01
1 Շրջանակ Սույն ստանդարտը կիրառվում է երկաթուղային ռելսերի համար, որոնք նախատեսված են երկաթուղիների միացման և շարունակական գծերի և պտույտների արտադրության համար: Առաձգական փորձարկման մեթոդներ ԳՕՍՏ 7502-98 Մետաղական չափիչ ժապավեններ. Տեխնիկական պայմաններԳՕՍՏ 7565-81 (ISO 377-2-89) Խոզի երկաթ, պողպատ և համաձուլվածքներ. Քիմիական բաղադրության որոշման նմուշառման մեթոդ ԳՕՍՏ 7566-94 Մետաղական արտադրանք. Ընդունում, մակնշում, փաթեթավորում, տեղափոխում և պահպանում ԳՕՍՏ 8233-56 Պողպատ. Միկրոկառուցվածքի ստանդարտներ ԳՕՍՏ 9012-59 (ISO 410-82, ISO 6506-81) Մետաղներ. Բրինելի կարծրության չափման մեթոդ ԳՕՍՏ 9454-78 Մետաղներ. ազդեցության փորձարկման մեթոդը ցածր, սենյակում և բարձր ջերմաստիճաններԳՕՍՏ 10243-75 Պողպատ. Մակրոկառուցվածքի փորձարկման և գնահատման մեթոդ ԳՕՍՏ 17745-90 Պողպատներ և համաձուլվածքներ. Գազերի որոշման մեթոդներ ԳՕՍՏ 18895-97 Պողպատ. Ֆոտոէլեկտրական մեթոդ սպեկտրային վերլուծությունԳՕՍՏ 22536.1-88 Ածխածնային պողպատ և չլեգիրված չուգուն. Ընդհանուր ածխածնի և գրաֆիտի որոշման մեթոդներ ԳՕՍՏ 22536.2-87 Ածխածնային պողպատ և չլեգիրված չուգուն. Ծծմբի որոշման մեթոդներ ԳՕՍՏ 22536.3-88 Ածխածնային պողպատ և չլեգիրված չուգուն. Ֆոսֆորի որոշման մեթոդներ ԳՕՍՏ 22536.4-88 Ածխածնային պողպատից և չլեգիրված չուգունից. Սիլիցիումի որոշման մեթոդներ ԳՕՍՏ 22536.5-87 (ISO 629-82) Ածխածնային պողպատ և չլեգիրված չուգուն. Մանգանի որոշման մեթոդներ ԳՕՍՏ 22536.7-88 Ածխածնային պողպատից և չլեգիրված չուգունից. Քրոմի որոշման մեթոդներ ԳՕՍՏ 22536.8-87 Ածխածնային պողպատից և չլեգիրված չուգունից. Պղնձի որոշման մեթոդներ ԳՕՍՏ 22536.9-88 Ածխածնային պողպատի և չլեգիրված չուգունի. Նիկելի որոշման մեթոդներ ԳՕՍՏ 22536.10-88 Ածխածնային պողպատից և չլեգիրված չուգունից. Ալյումինի որոշման մեթոդներ ԳՕՍՏ 22536.11-87 Ածխածնային պողպատի և չլեգիրված չուգունի. Տիտանի որոշման մեթոդներ ԳՕՍՏ 22536.12-88 Ածխածնային պողպատից և չլեգիրված չուգունից. Վանադիումի որոշման մեթոդներ ԳՕՍՏ 26877-91 Մետաղական արտադրանք. Ձևի շեղումների չափման մեթոդներ ԳՕՍՏ 28033-89 Պողպատ. Ռենտգեն ֆլուորեսցենտային վերլուծության մեթոդ ԳՕՍՏ 30415-96 Պողպատ. Մետաղական արտադրանքի մեխանիկական հատկությունների և միկրոկառուցվածքի ոչ կործանարար փորձարկում մագնիսական մեթոդով ԳՕՍՏ Ռ 8.563-96 Պետական համակարգչափումների միատեսակության ապահովում. Չափման տեխնիկա ԳՕՍՏ Ռ 50542-93 Սև մետաղից պատրաստված արտադրանք երկաթուղիների վերին կառուցվածքի համար. Տերմիններ և սահմանումներ
Նկար 1 - երկաթուղու խաչմերուկի հիմնական չափերը
Աղյուսակ 1
Միլիմետրերով
|
Խաչաձեւ հատվածի չափման անվանումը |
Չափի արժեքը երկաթուղու տեսակի համար |
|||
| Երկաթուղու բարձրությունը Ն | ||||
| Պարանոցի բարձրությունը հ | ||||
| Գլխի լայնությունը բ | ||||
| Տակատի լայնությունը Վ | ||||
| Պարանոցի հաստությունը ե | ||||
| Գրիչի բարձրությունը Տ | ||||
աղյուսակ 2
Միլիմետրերով
|
Ցուցանիշի անվանումը |
Երկաթուղու տեսակի և կատեգորիայի համար խաչմերուկի չափի և ձևի հանդուրժողականություն |
||||||||||
| Գլխի լայնությունը բ | |||||||||||
| Տակատի լայնությունը Վ |
1,0 |
1,0 |
|||||||||
| Պարանոցի հաստությունը ե |
0,8 |
0,8 |
0,8 |
||||||||
| Երկաթուղու բարձրությունը Ն |
0,6 |
0,8 |
1,3 |
||||||||
| Գրիչի բարձրությունը Տ |
1,0 |
1,0 |
|||||||||
| Երկաթուղային ցանցի բարձրությունը հ |
0,3 |
0,3 |
|||||||||
| Գլխի պտտվող մակերեսի ձևի շեղումը անվանականից (համաչափության առանցքի երկայնքով) |
Ստանդարտացված չէ |
||||||||||
| Միակ ուռուցիկություն (նույնիսկ) | |||||||||||
| Տակատի գոգավորություն |
Չթույլատրված |
||||||||||
| Անձնագրի շեղում համաչափությունից (ասիմետրիա) | |||||||||||

Նկար 2 - Հեղույսների անցքերի գտնվելու վայրը
Աղյուսակ 3
Չափերը միլիմետրերով
|
Երկաթուղու տեսակը |
Չափի արժեքը |
Հանդուրժողականություն երկաթուղային կատեգորիայի համար |
|||||
| P50 | |||||||
| R65, R65K | |||||||
| P75 | |||||||
| Նշում - Չափ տ տրված է հորատման միավորներ տեղադրելու համար. պատրաստի ռելսերի վրա, այն չի վերահսկվում: | |||||||
Աղյուսակ 4
|
Ռելսի երկարությունը, մ |
Երկաթուղու երկարության թույլատրելի շեղում, մմ, կատեգորիայի համար |
Հեղույսների անցքեր |
|||
|
Ոչ մի անցք |
|||||
|
25,00 |
Անցքերով |
||||
|
12,52 |
|||||
| Ծանոթագրություն - Ռելսերի երկարությունը սահմանվում է արտադրողի ընդունիչ դարակի վրա չափման պայմանների համար: | |||||
Աղյուսակ 5
5.7. Ռելսերի ոլորումը չպետք է գերազանցի` B կարգի ռելսերի երկարության 1/25000-ը. T 1, T 2 և H կատեգորիաների երկաթուղու երկարության 1/10000. 5.8. Ռելսերի կառուցվածքի նախագծային պարամետրերը տրված են Հավելված Բ-ում: 5.9. Սխեման և օրինակներ խորհրդանիշռելսեր:
Ռելսերի պայմանական նշանակման օրինակներ. տեսակ P65, կատեգորիա T1 պատրաստված պողպատե դասի M76T, 25 մ երկարությամբ, երկաթուղու երկու ծայրերում երեք պտուտակային անցքերով.
Ռելս R65-T1-M76T-25-3 / 2 ԳՕՍՏ Ռ 51685-2000
Աղյուսակ 6 - Պողպատի քիմիական կազմը
|
Երկաթուղու տեսակը |
պողպատի դասարան |
Տարրերի զանգվածային բաժին,% |
||||||||
|
Մանգան |
Ալյումինե |
|||||||||
|
0,30-ից ոչ ավելի |
||||||||||
| Ծանոթագրություններ 1 Պողպատի դասարաններում M, K և E տառերը նշանակում են պողպատի հալման եղանակը, թվերը՝ ածխածնի միջին զանգվածային բաժինը, F, C, X, T տառերը պողպատի համաձուլումն է վանադիումի, սիլիցիումի, քրոմի հետ։ և համապատասխանաբար տիտան: 2 Պողպատի դասարաններում, որտեղ քրոմը, նիկելը և պղինձը մնացորդային տարրեր են, նրանցից յուրաքանչյուրի զանգվածային բաժինը չպետք է լինի 0,20%-ից ավելի, իսկ այդ տարրերի ընդհանուր զանգվածային բաժինը չպետք է լինի ավելի քան 0,50%: Նիկելի և պղնձի ընդհանուր զանգվածային բաժինը պողպատի K78KhSF, E78KhSF, K86F և E86F դասերում չպետք է լինի ավելի քան 0,35%: | ||||||||||
Աղյուսակ 7
|
Արատների տեսակը |
Թերության պարամետրի անվանումը |
||||||
|
Քայլել |
Ներբանի հիմքի միջին երրորդը |
Պրոֆիլի այլ տարրեր |
|||||
| Գլորված պղպջակներ, մազեր, կնճիռներ | Խորությունը մմ | ||||||
| Երկարությունը, մ | |||||||
| Երկայնական ռիսկեր և քերծվածքներ | Խորությունը մմ | ||||||
| Ծանոթագրություն - երեսպատման գոտուց դուրս գտնվող երկաթուղային պարանոցի մակերեսին երեսպատումներով թույլատրվում են 5 մմ-ից ոչ ավելի բարձրությամբ դրոշմումներ: | |||||||
Աղյուսակ 8
|
Վերջնական դիմադրություն, N / մմ 2 (kgf / մմ 2) |
Ելքի ուժ, N / մմ 2 (կգֆ / մմ 2) |
Հարաբերական ընդլայնում, % |
Հարաբերական նեղացում, % |
Հարվածության ուժը KCU, J / սմ 2 (kgf ∙ m / սմ 2) |
|
Աղյուսակ 9
|
Կոշտության որոշման վայրը |
Երկաթուղու կարծրություն կատեգորիայի համար |
||
| Գլխի պտտվող մակերեսի վրա | |||
| Գլխի գլանվածքից 10 մմ խորության վրա |
341-ից ոչ պակաս |
341-ից ոչ պակաս |
321-ից ոչ պակաս |
| Գլխի գլանվածքից 22 մմ խորության վրա |
321-ից ոչ պակաս |
300-ից ոչ պակաս |
|
| Պարանոցի և ներբանի հատվածում |
388-ից ոչ ավելի |
||
Աղյուսակ 10 - Բեռի անկման բարձրությունը և նմուշի ջերմաստիճանը կույտի փորձարկումների ժամանակ
6.16. Ջերմային ամրացված ռելսերում մնացորդային լարումները չեն թույլատրվում, ինչը հանգեցնում է նմուշի վերջում ակոսի շեղմանը, մմ, ավելին. 2.0 - B կարգի ռելսերի համար; 2.5 - T1 կատեգորիայի ռելսերի համար; 3.0 - T2 կատեգորիայի ռելսերի համար: 6.17. Ջերմային ամրացված ռելսերի գլխի մետաղի միկրոկառուցվածքը պետք է լինի նուրբ ցրված շերտավոր պեռլիտ (տրոստիտ կամ կարծրացած սորբիտոլ), թույլատրվում է ֆերիտի փոքր ցրված տարածքներ: Բայնիտը թույլատրվում է գլխի գլանվածքից ոչ ավելի, քան 2 մմ խորության վրա: (Փոփոխված հրատարակություն. Վեր. Թիվ 1 ) 6.18. Սպառողի պահանջով H կարգի ռելսերի գլխի երեսը ծայրերում ջերմաամրացված է։ Ռելսի գլխի ջերմային ամրացված տարածքի պահանջները սահմանվում են կողմերի համաձայնությամբ: 6.19. Նշում 6.19.1. Պարանոցի վրա, յուրաքանչյուր ռելսերի մի կողմում, տաք վիճակում, ուռուցիկ գծանշում է փաթաթված, որը պարունակում է. ամիսը (հռոմեական թվերով) և արտադրության տարեթիվը (արաբական թվերով); երկաթուղու տեսակ; գլորման ուղղության նշանակումը սլաքով (սլաքի գլուխը ուղղում է դեպի ռելսի առջևի ծայրը գլորման ուղղությամբ): Նշումները պետք է ունենան 30-ից 40 մմ բարձրություն և դուրս գան 1-ից 3 մմ՝ հարթ անցումով դեպի պարանոցի մակերեսը: Թույլատրվում է լրացուցիչ գլորել ոչ ավելի, քան չորս նիշ 2-ից 3 մմ տրամագծով ուռուցիկ կետերի տեսքով, մոտ 1 մմ բարձրությամբ: Մակնշումը կատարվում է ռելսի երկարությամբ առնվազն չորս տեղերում (մինչև 12,52 մ երկարությամբ ռելսերի վրա - առնվազն երկու տեղում): 6.19.2. Յուրաքանչյուր ռելսի պարանոցի վրա, այն նույն կողմում, որտեղ ուռուցիկ գծանշումները գլորված են, տաք վիճակում դրոշմված է հետևյալը. կառավարման ռելսերի տեղեկատու նշանակում; ջերմային ամրացված ռելսերի պայմանական նշանակում: Նշումները պետք է լինեն մոտ 12 մմ բարձրությամբ և 0,8-ից 1,5 մմ խորությամբ: Նշանները պետք է լինեն պարզ, առանց ուրվագծերի և գագաթների կտրուկ ուրվագծերի: Նշանների միջև հեռավորությունը պետք է լինի 20 - 40 մմ: 6.19.2.1. Ձուլման ծածկագիրը ներառում է. փոխարկիչի (K) և էլեկտրական վառարանից (E) պողպատի արտադրության համար հալման մեթոդի նշանակումը. պողպատի պայմանական նշանակում (X - ցածր խառնուրդ, V - միկրոալեգիրված վանադիումով, T - միկրոալեգիրված տիտանի հետ); պողպատամշակման միավորի նշանակումը և ջերմության սերիական համարը. Հալման ծածկագիրը կիրառվում է ռելսի երկարությամբ առնվազն չորս տեղերում (մինչև 12,52 մ երկարությամբ ռելսերի համար՝ առնվազն մեկ տեղում), ծայրերից առնվազն մեկ մետր հեռավորության վրա։ 6.19.2.2. Հսկիչ ռելսերի տեղեկանքը ներառում է. «X» ինդեքսը, որը կիրառվում է ձուլակտորների հատակին համապատասխան ռելսերի հետևի ծայրին և հալվածի շարունակական ձուլման ավարտին: Հսկիչ ռելսերի հղման նշումը կիրառվում է ռելսի վերջից 0,7 - 2 մ հեռավորության վրա: 6.19.2.3. 15 - 20 մմ տրամագծով և 1 մմ-ից ոչ ավելի խորությամբ օղակի տեսքով ջերմային ամրացված ռելսերի պայմանական նշանակումը կիրառվում է ծայրից առնվազն 1 մ հեռավորության վրա: Ռելսերի համար, որոնք անցել են բարձր կոփում և հանձնվում են որպես ջերմային չամրացված, օղակները պետք է հեռացվեն նուրբ քերթելով: 6.19.2.4. Չի թույլատրվում սառը վիճակում գծանշումներ դնել և ուղղել։ 6.19.3. Սառը վիճակում գտնվող երկաթուղու ծայրերից մեկի վրա դրոշմված է հետևյալը. 6.19.2.2 կետի համաձայն հսկիչ երկաթուղու տեղեկատու նշանակումը - ամսագրի վերին քառորդում. երկաթուղային ծայրերի կարծրացման նշաններ (տառ K) - երկաթուղային ցանցի ստորին քառորդում: 6.19.4. Ընդունման նշանները կիրառվում են յուրաքանչյուր ընդունված երկաթուղու վրա գլխի ծայրի վրա. Արտադրողի որակի վերահսկման բաժին; Ռուսաստանի Դաշնության երկաթուղիների նախարարության կամ նրա խնդրանքով մեկ այլ սպառողի ստուգումներ: 6.19.5. Ընդունված ռելսերը նշվում են անջնջելի ներկով. կապույտ - B կարգի ռելսերի վրա; պիստակ (բաց կանաչ) գույն - T1 կարգի ռելսերի վրա; դեղին - T2 կարգի ռելսերի վրա; սպիտակ - N կատեգորիայի ռելսերի վրա: Մակնշումը կիրառվում է. երկաթուղային գլխի և պարանոցի մակերեսին - 15 - 30 մմ լայնությամբ լայնակի շերտով վերջից 0,5 - 1,0 մ հեռավորության վրա, ընդունման նշաններով: 6.19.6. Ռելսերը, որոնք նախատեսված են կոր ուղու հատվածների վրա դնելու համար, լրացուցիչ նշվում են անջնջելի ներկով, որը համապատասխանում է ռելսերի կատեգորիայի 6.19.5 կետին. 24.84 և 12.42 մ երկարությամբ ռելսերի ծայրամասային երեսին 6.19.7. Թույլատրվում է անջնջելի ներկով լրացուցիչ գծանշում տարբեր երկարությունների ռելսերի վրա, որոնք պատրաստված են շրջադարձերի և այլ նպատակների համար: Ներկերի ձևը, գույնը և մակնշման կիրառման վայրը սահմանվում են կողմերի համաձայնությամբ:Աղյուսակ 11 - Նախնական ընդունման թեստերի անցկացման կարգը
|
Երկաթուղու որակի ցուցիչ |
Նմուշի չափը ռելսերի կատեգորիայի համար |
Կատեգորիայի ռելսերի փորձարկումների հաճախականությունը |
|||
| Պողպատի քիմիական կազմը (6.2) | Շերեփի նմուշ | Յուրաքանչյուր հալեցնում | |||
| Թթվածնի զանգվածային բաժին (6.4) | Մեկ ռելս | Յուրաքանչյուր հալեցնում | Ամեն 20-րդ հալվելը | ||
| Աղտոտվածություն ոչ մետաղական ներդիրներով (6.5) | Վեց ռելսեր (յուրաքանչյուրը երեքը՝ «1» և «X» ինդեքսներով) | Ամեն 30-րդ հալոցքը | |||
| Մակրոկառուցվածք (6.7) | Երկու ռելս (յուրաքանչյուրը «1» և «X» ինդեքսներով) | Յուրաքանչյուր 10-րդ տաքացում կամ շոգերի շարքից մեկը | |||
| Առաձգական հատկություններ (6.13) | Մեկ ռելս | Ամեն 20-րդ հալվելը | |||
| Հարվածության ուժը (6.13) | Մեկ ռելս | Յուրաքանչյուր տաքացում կամ հարակից տաքացումներից մեկը | |||
| Կարծրություն գլխի պտտվող մակերեսի վրա (6.14) | Մեկ ռելս | Յուրաքանչյուր հալեցնում | |||
| Խաչաձեւ հատվածի կարծրություն (6.14) | Մեկ ռելս | ||||
| Կույտի ամրությունը (6.15) | Մեկ ռելս | Հարակից կամ մի շարք տաքացումներից մեկը | |||
| Մնացորդային լարումներ (6.16) | Մեկ ռելս | Առնվազն օրը մեկ անգամ | |||
| Միկրոկառուցվածք (6.17) | Ամեն 20-րդ հալվելը | ||||

Նկար 3 - Միկրոհատվածի կտրման սխեմա
Ոչ մետաղական ներդիրներով աղտոտվածությունը գնահատվում է կարի առավելագույն երկարությամբ, որը գտնվել է բոլոր վեց հատվածները դիտելիս: 8.8. Ռելսերի մակրոկառուցվածքը (6.7) բացահայտվում է ռելսի ամբողջական հատվածի լայնակի կաղապարների մակերևույթի խորը փորագրմամբ, որը ստացվել է ընտրված նմուշներից սառը մեքենայացման մեթոդներով (խորտակում, մանրացում)՝ ԳՕՍՏ 10243 մեթոդով։ ռելս կամ անմիջապես հսկվող ռելսերի ծայրերից՝ ծայրերի մակերեսի համապատասխան պատրաստումից հետո՝ համաձայն ԳՕՍՏ 10243-ի: Ֆեդերացիա. 8.9. Ջերմային ամրացված ռելսերը ենթարկվում են ուլտրաձայնային ոչ կործանարար փորձարկման ներքին թերությունների առկայության համար (6.8)՝ համաձայն Ռուսաստանի Դաշնության երկաթուղու նախարարության հետ համաձայնեցված ընթացակարգի: B կարգի ռելսերը կառավարվում են պարանոցի և գլխի հատվածի երկայնքով: 8.10. Ռելսերի մակերեսի, ծայրերի և պտուտակների անցքերի որակի հսկողությունը (6.10 - 6.12) իրականացվում է տեսողական ստուգմամբ: Անհրաժեշտության դեպքում ծայրերում մակերևութային թերությունների և շերտազատումների առկայությունը և խորությունը ստուգվում է թեստային կտրվածքով, տեղային «լուսավորմամբ» հղկող գործիքով կամ որոշման ճիշտությունը երաշխավորող այլ մեթոդով: Բռունցքի ժամանակ չիպերի պառակտումը կամ պառակտումը համարվում է թերության նշան: B կարգի ռելսերը (6.9) ենթարկվում են շարժակազմի մակերեսի և ներբանի հիմքի որակի ոչ կործանարար գործիքային հսկողության՝ համաձայն Ռուսաստանի Դաշնության Երկաթուղու նախարարության հետ համաձայնեցված ընթացակարգի: (Փոփոխված հրատարակություն. Փոփոխություն թիվ 1) 8.1.1 Ռելսերի մեխանիկական հատկությունների որոշումը (6.13) իրականացվում է ԳՕՍՏ 1497-ի համաձայն 6 մմ տրամագծով և 30 մմ աշխատանքային մասի նախնական նախագծման երկարությամբ գլանաձև նմուշների առաձգական փորձարկումներով: Նմուշի բլանկները պետք է տեղակայվեն պտտվող ուղղության երկայնքով՝ գլխի վերին մասում՝ ֆիլեի գոտում, որքան հնարավոր է մոտ մակերեսին երկաթուղու ծայրից առնվազն 150 մմ հեռավորության վրա: 8.12. Ջերմային ամրացված ռելսերի (6.13) հարվածի դիմացկունության որոշումը կատարվում է 1-ին տիպի նմուշների վրա՝ համաձայն ԳՕՍՏ 9454-ի: Հարվածային փորձարկումների համար նմուշների բլանկները կտրվում են պտտման ուղղությամբ՝ գլխի վերևից՝ ֆիլեի գոտում: որքան հնարավոր է մակերեսին երկաթուղու ծայրից առնվազն 150 մմ հեռավորության վրա: 8.13. Ջերմային ամրացված ռելսերի կարծրությունը (6.14) վերահսկվում է ԳՕՍՏ 9012-ի համաձայն: Գլանվածքի մակերեսի կարծրությունը որոշվում է գլխի միջին երկայնական գծի երկայնքով ռելսի երկու ծայրերում՝ 1 մ-ից ոչ ավելի հեռավորության վրա: ծայրերը և միջին մասում ռելսի երկարությամբ։ Կարծրության փորձարկման վայրը պետք է հարթվի, որպեսզի հեռացվի կեղևը և ածխաթթվացված մետաղը: Ռելսերի խաչմերուկի կարծրությունը որոշվում է առնվազն 20 մմ հաստությամբ լայնակի երկաթուղային կաղապարի վրա, որը կտրված է ռելսի ծայրից առնվազն 150 մմ հեռավորության վրա: Կարծրությունը որոշվում է կաղապարի գլխի պտտվող մակերեսի վրա և խաչմերուկի չորս կետերում՝ գլխում պտտվող մակերեսից 10 և 22 մմ հեռավորության վրա ուղղահայաց երկաթուղային առանցքի երկայնքով, պարանոցի մեջտեղում և առջեւի ոտքի վրա՝ նրա եզրից 9 մմ հեռավորության վրա։ 8.14. (1300 ± 50) մմ երկարությամբ ռելսերի ամբողջական փորձարկումը ենթարկվում է կույտային փորձարկման (6.15): Նմուշը տեղադրվում է հորիզոնական՝ գլուխը վեր բարձրացրած երկու հենարանների վրա՝ թեքության շառավղով (125 ± 2) մմ և հենարանների առանցքների միջև հեռավորությունը (1000 ± 5) մմ: Կույտավարի անկման քաշի զանգվածը - (1000 ± 3) կգ, ընկնող քաշի հարվածողի կորության շառավիղը՝ (125 ± 2) մմ. Նմուշը ենթարկվում է մեկ հարվածի՝ տվյալ բարձրությունից իջնող քաշով (աղյուսակ 10): Նմուշի ջերմաստիճանը պետք է լինի այնպես, ինչպես նշված է 6.15-ում: 8.15. Մնացորդային լարումները (6.16) վերահսկվում են ռելսերի պարանոցում կտրված ակոսի եզրերի տեղաշարժով: (600 ± 3) մմ երկարությամբ նմուշը կտրվում է պատրաստի ռելսի վերջից առնվազն 1,5 մ հեռավորության վրա և սառը վիճակում կտրում երկաթուղու չեզոք առանցքի երկայնքով մինչև (400) երկարություն։ ± 3) մմ. Կտրվող ակոսի լայնությունը պետք է լինի (6 ± 1) մմ: Ակոսների եզրերի տեղաշարժը որոշվում է որպես առանցքի երկայնքով ռելսի բարձրության տարբերությունը խազածածկ ծայրում` խազ անելուց առաջ և հետո: 8.16. Միկրոկառուցվածքը (6.17) կառավարվում է ռելսի գլխի վերին կեսից կտրված միկրոհատվածի վրա՝ օգտագործելով օպտիկական մանրադիտակ՝ առնվազն 400 խոշորացմամբ: Միկրոկառուցվածքը հայտնաբերվում է փորագրման միջոցով՝ համաձայն ԳՕՍՏ 8233-ի: Թույլատրվում է հսկողություն իրականացնել: առաձգական փորձարկումների համար նմուշի գլխից կտրված միկրոհատվածի վրա: 8.17. Ռուսաստանի Դաշնության Երկաթուղիների նախարարության հետ համաձայնությամբ թույլատրվում է իրականացնել երկաթուղային աղտոտվածության ոչ կործանարար փորձարկումներ ոչ մետաղական ներդիրներով (6.5), լարման և հարվածի դիմացկունության մեխանիկական հատկություններով (6.13), կարծրություն (6.14) և մնացորդային լարումներ (6.16)՝ համաձայն ԳՕՍՏ 30415-ի կամ ԳՕՍՏ Ռ 8.563-ի համաձայն հավաստագրված այլ մեթոդների...
(պարտադիր)

Նկար Ա.1 - երկաթուղու տեսակ P50

Նկար Ա.2 - Ռելսի տեսակ P65

Նկար Ա.3 - Ռելսի տեսակը R65K

Նկար Ա.4 - Ռելսի տեսակ P75
ՀԱՎԵԼՎԱԾ Ա.(Փոփոխություն):(տեղեկանք)
Աղյուսակ Բ.1
|
Պարամետրի անվանումը |
Պարամետրի արժեքը երկաթուղու տեսակի համար |
|||
| Երկաթուղու խաչմերուկի մակերեսը, սմ 2 | ||||
| Հեռավորությունը ծանրության կենտրոնից, մմ. | ||||
| ներբանի հատակին | ||||
| գլխի գագաթին | ||||
| Հեռավորությունը ոլորման կենտրոնից, մմ. | ||||
| ներբանի հատակին | ||||
| գլխի գագաթին | ||||
| Ուղղահայաց առանցքի շուրջ երկաթուղու իներցիայի պահը, սմ 4: | ||||
| ամբողջ երկաթուղին | ||||
| գլուխները | ||||
| ներբաններ | ||||
| Հորիզոնական առանցքի նկատմամբ երկաթուղու իներցիայի պահը, սմ 4: | ||||
| ամբողջ երկաթուղին | ||||
| գլուխները | ||||
| ներբաններ | ||||
| Դիմադրության պահը, սմ 3: | ||||
| ներքևի մասում | ||||
| գլխի գագաթին | ||||
| ներբանի կողային եզրին | ||||
| Ռելսի իներցիայի պահը նրա ոլորման ժամանակ, սմ 4 | ||||
| Իներցիայի հատվածային մոմենտը սմ 6 | ||||
| Ռելսի խաչմերուկի կոշտությունը, kN / սմ 2: | ||||
| իր մաքուր ոլորման ժամանակ | ||||
| իր կաշկանդված ոլորումով | ||||
| Մեկ մետր երկաթուղու տեսական գծային զանգված (պողպատի 7850 կգ / մ 3 խտությամբ), կգ | ||||
| Երկաթուղային հատվածի տարրերի մակերեսը, ընդհանուր տարածքի%՝ գլուխ | ||||
| պարանոց | ||||
| միակ | ||||
| Պողպատի գծային ջերմային ընդարձակման գործակից α 10 6, deg -1 | ||||
Վաճառում ենք պողպատե ռելսեր։ Ստուգեք գները մենեջերի հետ: Դուք կարող եք երկաթուղի պատվիրել «Ռեմստրոյպուտ» ընկերության գրասենյակում (Եկատերինբուրգ, Տագանսկայա փող., 55 ա): Հասանելի ռելսեր P65, RP65, P50, RP50, P33, P38, T62, KP140, KP120, KP100, P80, KP70, P43, P24, P18, P11:
Երկաթուղիների հիմնական ուղղություններով ռելսերի շարունակական փոխարինմամբ ճանապարհին դրվում են երկու տեսակի նորեր՝ կախված բեռի խտությունից՝ P75 (ԳՕՍՏ 16210-77) և (ԳՕՍՏ 8161-75) (Աղյուսակ 7): Արդյունաբերական ձեռնարկությունների ռելսերում օգտագործվում են (ԳՕՍՏ 7174-75) և (ԳՕՍՏ 7173-54) տեսակների ռելսեր։ Երկաթուղային գծերում կան նույն տիպի ռելսեր, բայց անցկացման ավելի վաղ տարիների (Աղյուսակ 8): Ռելսերի մեջ նորից օգտագործվող ռելսերը կոչվում են.
Աղյուսակ 7. Ռելսերի հիմնական ցուցանիշները
| Ցուցանիշ | P75 ԳՕՍՏ 16210-77-ի համաձայն | P65 ԳՕՍՏ 8161-75-ի համաձայն | P50 ԳՕՍՏ 7174-75-ի համաձայն | P43 ԳՕՍՏ 7173-54-ի համաձայն |
| Նկարչական համարը ալբոմում | 24 | 25 | 26 | 27 |
| 1 մ երկաթուղու քաշը, կգ | 74,41 | 64,72 | 51,67 | 44,65 |
| Մեկ ռելսի քաշը 25 մ երկարությամբ, կգ | 1860 | 1618 | 1292 | 1116 |
| Երկաթուղու բարձրությունը, մմ, ներառյալ. | 192,0 | 180,0 | 152,0 | 140,0 |
| գլխի բարձրությունը | 55,3 | 45,0 | 42,0 | 42,0 |
| «պարանոց | 104,4 | 105,0 | 83,0 | 71,0 |
| «ներբաններ | 32,3 | 30,0 | 27,0 | 27,0 |
| Ռելսի գլխի լայնությունը, մմ: | ||||
| վերև | 72,0 | 73,0 | 70,2 | 70,0 |
| ներքեւում | 75,0 | 75,0 | 72,0 | 70,0 |
| Տակատի լայնությունը, մմ | 150 | 150 | 132 | 114 |
| 20 | 18 | 16 | 14,5 | |
| 95,04 | 82,65 | 65,99 | 57,0 | |
| Տարածքի բաշխումը պրոֆիլի երկայնքով,%: | ||||
| գլուխները | 37,4 | 34,1 | 38,1 | 42,8 |
| պարանոցներ | 26,5 | 28,5 | 24,5 | 21,3 |
| ներբաններ | 36,1 | 37,4 | 37,4 | 35,9 |
| Հեռավորությունը ծանրության կենտրոնից, մմ. | ||||
| ներբանի հատակին | 88,2 | 81,3 | 70,5 | 68,5 |
| գլխի գագաթին | 103,8 | 98,7 | 81,5 | 71,5 |
| հորիզոնական | 4489 | 3540 | 2011 | 1489 |
| ուղղահայաց | 665 | 564 | 375 | 260 |
| Դիմադրության պահը, սմ3: | ||||
| ներքևի մասում | 509 | 435 | 285 | 217 |
| գլխի գագաթին | 432 | 358 | 247 | 208 |
| ներբանի կողային եզրին | 89 | 75 | 55 | 45 |
Հեք. 24. Ռելս տեսակ P75 ԳՕՍՏ 16210-77 (Ռելսերը մատակարարվում են 1978 թվականից)

Հեք. 25. Ռելս տեսակ P65 ԳՕՍՏ 8161-75 (Ռելսերը մատակարարվում են 1976 թվականից)

Հեք. 26. Ռելս տեսակ P50 ԳՕՍՏ 7174-75-ի (Ռելսերը մատակարարվում են 1976 թվականից)

Հեք. 27. Ռելս տեսակ P43 ԳՕՍՏ 7173-54-ի (Ռելսերը մատակարարվում են 1955 թվականից)
Աղյուսակ 8. Ռելսերի որոշ ցուցանիշներ դադարեցվել են, բայց օգտագործվել են ճանապարհին
| Ցուցանիշ | P75 | P65 | P50 | P43 | I-a | P38 (II-a) | P33 (III-a) | |||||
| ԳՕՍՏ 16210-70 | նախագիծ 751 / cp | ԳՕՍՏ 8161-63 | ԳՕՍՏ 8161-56 | 1950 թվականի նախագիծ | ԳՕՍՏ 7174-65 | ԳՕՍՏ 7174-54 | ԳՕՍՏ 3542-47 | ԳՕՍՏ 3542-47 | ՕՍՏ 119 | ԳՕՍՏ 3542-47 | ԳՕՍՏ 6726-53 | |
| Նկարչական համարը ալբոմում | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | 39 |
| 1 մ երկաթուղու քաշը, կգ | 74,4 | 75,1 | 64,64 | 64,93 | 64,90 | 51,63 | 51,51 | 50,50 | 43,61 | 43,57 | 38,42 | 33,48 |
| Ռելսի բարձրությունը, մմ, ներառյալ. | 192 | 192 | 180 | 180 | 180 | 152 | 152 | 152 | 140 | 140 | 135 | 128 |
| գլխի բարձրությունը | 55,3 | 48,5 | 45 | 45 | 45 | 42 | 42 | 42 | 42 | 44 | 40 | 37 |
| «պարանոց | 104,4 | 110 | 105 | 105 | 105 | 83 | 83 | 83 | 71 | 71 | 71 | 68 |
| «ներբաններ | 32,3 | 33,5 | 30 | 30 | 30 | 27 | 27 | 27 | 27 | 25 | 24 | 23 |
| Ռելսի գլխի լայնությունը, մմ: | ||||||||||||
| - վերեւում | 71,8 | 72,8 | 72,8 | 72,8 | 76 | 70 | 70 | 70 | 70 | 70 | 68 | 60 |
| - ներքեւում | 75,0 | 75,0 | 75,0 | 75,0 | 76 | 71,9 | 70 | 70 | 70 | 70 | 68 | 60 |
| Տակատի լայնությունը, մմ | 150 | 160 | 150 | 150 | 150 | 132 | 132 | 132 | 114 | 125 | 114 | 110 |
| Պարանոցի հաստությունը մեջտեղում, մմ | 20 | 20 | 18 | 18 | 17 | 16 | 15,5 | 14,5 | 13,5 | 14 | 13 | 12 |
| Խաչաձեւ հատվածի մակերեսը, սմ2 | 95,1 | 95,8 | 82,6 | 82,9 | 82,9 | 65,9 | 65,8 | 64,5 | 55,7 | 55,6 | 49,1 | 42,8 |
| Մետաղի բաշխումը պրոֆիլի երկայնքով,%: | ||||||||||||
| - գլուխ | 37,4 | 32,3 | 34,2 | 34,5 | 35,5 | 38,2 | 38,3 | 39,5 | 43,0 | 45,9 | 45,4 | 43,0 |
| - պարանոց | 26,5 | 28,5 | 28,4 | 28,3 | 27,1 | 24,4 | 23,8 | 22,2 | 20,5 | 19,3 | 19,8 | 19,9 |
| - արտաքին ներբան | 36,1 | 39,2 | 37,4 | 37,2 | 37,4 | 37,4 | 37,5 | 38,3 | 36,5 | 34,8 | 34,8 | 37,1 |
| Իներցիայի պահը առանցքների նկատմամբ, սմ4: | ||||||||||||
| - հորիզոնական | 4490 | 4597 | 3548 | 3573 | 3588 | 2018 | 2037 | 2016 | 1472 | 1476 | 1223 | 968 |
| - ուղղահայաց | 661 | 771 | 569 | 572 | 576 | 375 | 377 | - | 257 | 284 | 209 | 167 |
| Դիմադրության պահը, սմ3 | ||||||||||||
| - ներբանի ներքևի մասում | 509 | 547 | 436 | 437 | 432 | 286 | 287 | 285 | 214 | 212 | 180 | 156 |
| - գլխի վերին մասում | 432 | 426 | 359 | 363 | 370 | 248 | 251 | 248 | 206 | 210 | 182 | 147 |

Հեք. 28. Ռեյլ տեսակ P75 ԳՕՍՏ 16210-70-ի համաձայն
(Ռելսերը մատակարարվել են 1966-ից 1977 թվականներին)
Հեք. 29. Ռեյլ տեսակ P75 ըստ նախագծի 751 / TsP
(Ռելսերը մատակարարվել են 1958-1966 թվականներին)

Հեք. 30. Ռելսի տեսակ R65 ԳՕՍՏ 8161-63-ի համաձայն
(Ռելսերը մատակարարվել են 1964-ից 1975 թվականներին)
Հեք. 31. Երկաթուղու տեսակ R65 ԳՕՍՏ 8161-56-ի համաձայն
(Ռելսերը մատակարարվել են 1956 - 1963 թվականներին, անցքերը կարող էին օվալաձև լինել 38'30 մմ)

Հեք. 32. Ռելս տեսակի P65 նախագծով 1950 թ
(Ռելսերը մատակարարվել են 1953-1955 թվականներին)

Հեք. 33. Ռեյլ տեսակ P50 ԳՕՍՏ 7174-65-ի համաձայն
(Ռելսերը մատակարարվել են 1965-ից 1975 թվականներին)

Հեք. 34. Ռեյլ տեսակ P50 ԳՕՍՏ 7174-54-ի համաձայն
(Ռելսերը մատակարարվել են 1955-1966 թվականներին)

Հեք. 35. Ռեյլ տեսակ P50 ԳՕՍՏ 3542-47-ի համաձայն
(Ռելսերը մատակարարվել են 1948-ից 1954 թվականներին)

Հեք. 36. Ռելս տեսակ P43 ԳՕՍՏ 3542-47-ի համաձայն
(Ռելսերը մատակարարվել են 1946-1954 թվականներին)

Հեք. 37. Ռելս տիպ 1-ա ըստ ՕՍՏ 119-ի
(Ռելսերը մատակարարվել են մինչև 1946 թ.)

Հեք. 38. Ռելսերի տեսակ Р38 (II-ա) ԳՕՍՏ 3542-47.

Հեք. 39. Ռելսի տեսակ (III-a) ԳՕՍՏ 6726-53
(Ռելսերը մատակարարվել են մինչև 1932 թ.)
Բաց օջախ պողպատից պատրաստված P75, P65 և P50 տիպերի ռելսերի հիմնական պահանջները ԳՕՍՏ 24182-80-ի համաձայն (ներդրվել է 1981 թվականի հուլիսի 1-ից ԳՕՍՏ 8160-63 և ԳՕՍՏ 6944-63-ի փոխարեն)
1. Ստանդարտը վերաբերում է P75, P65 և P50 տիպերի չամրացված ռելսերին, որոնք պատրաստված են բաց օջախով պողպատից և նախատեսված են լայնաշերտ երկաթուղիների վրա ամբողջ երկարությամբ տեղադրելու համար:
2. Ռելսերի դիզայնը և չափերը համապատասխանում են ԳՕՍՏ 7174-75, ԳՕՍՏ 8161-75 և ԳՕՍՏ 16210-77:
3. Երկու խմբի ռելսերը պատրաստված են.
4. I խմբի ռելսերը պատրաստված են հանգիստ բաց օջախով պողպատից, որը շերեփի մեջ դեօքսիդացված է բարդ դեօքսիդացնող նյութերով, առանց ալյումինի կամ այլ դեօքսիդիզատորների օգտագործման, որոնք վնասակար գծային ոչ մետաղական ներդիրներ են կազմում պողպատի մեջ:
5. II խմբի ռելսերը պատրաստված են հանգիստ բաց օջախ պողպատից, օքսիդազերծված ալյումինով կամ մանգան-ալյումինի համաձուլվածքով։
6. Պողպատի քիմիական բաղադրությունը պետք է համապատասխանի աղյուսակում նշված ստանդարտներին: ինը.
7. I և II խմբերի ռելսերի համար պողպատի մեխանիկական հատկությունները հեռահար փորձարկումների ժամանակ պետք է համապատասխանեն աղյուսակում նշված ստանդարտներին: տասը.
8. Ռելսերի արտադրության տեխնոլոգիան պետք է ապահովի, որ դրանք զերծ լինեն փաթիլներից, ինչպես նաև տեղային ոչ մետաղական ներդիրներից (կավահող, կարբիդներ և տիտանի կամ սիլիկատային ցեմենտացված ալյումինի նիտրիդներ), որոնք երկարաձգված են գլանվածքի ուղղությամբ՝ գծերի տեսքով։ - I խմբի ռելսերի համար 2 մմ-ից ավելի երկարությամբ և II խմբի ռելսերի համար 8 մմ-ից ավելի երկարությամբ գծեր:
9. Ռելսի գլխի մակերեսն իր ծայրերում պետք է կարծրացվի պտտվող տաքացումից կամ ինդուկցիոն տաքացումից բարձր հաճախականության հոսանքների միջոցով:
Աղյուսակ 9. Երկաթուղային պողպատի քիմիական բաղադրությունը
| Երկաթուղային խումբ | Երկաթուղու տեսակը | պողպատի դասարան | Զանգվածային բաժին,% | ||||
| Ածխածին | Մանգան | Սիլիկոն | Ֆոսֆոր | Ծծումբ | |||
| Ի | P75 | M76V | 0,71 - 0,82 | 0,25 - 0,45 | |||
| P65 | M76T | ||||||
| М76ВТ | |||||||
| М76Ц | |||||||
| P50 | M74T | ||||||
| М74Ц | 0,69 - 0,80 | 0,75 - 1,05 | 0,18 - 0,40 | 0,035-ից ոչ ավելի | 0,045-ից ոչ ավելի | ||
| II | P75 | M76 | 0,71 - 0,82 | ||||
| P65 | |||||||
| P50 | M74 | 0,69 - 0,80 | |||||
| Նշումներ. 1. Պողպատի դասի նշանակման մեջ «M» տառը ցույց է տալիս պողպատի ձուլման եղանակը (բաց օջախ), թվերը՝ ածխածնի միջին պարունակությունը հարյուրերորդական տոկոսով: 2. Մ76В դասի պողպատից պատրաստված ռելսերը դասակարգվում են որպես վանադիումով ռելսեր. М76Т, М74Т և М76ВТ դասերի պողպատներից - տիտանով ռելսերի համար; M76Ts և M74Ts դասերի պողպատներից մինչև ցիրկոնիումով ռելսեր: 3. Վանադիումի զանգվածային բաժինը երկաթուղային պողպատում, կախված ապրանքանիշից, տատանվում է 0,01-ից 0,07%, տիտանը՝ 0,005-ից մինչև 0,025%, ցիրկոնիումը՝ 0,001-ից մինչև 0,050%: 4. Թույլատրվում է թթվածնային փոխարկիչ պողպատից P50 տիպի I և II խմբերի ռելսեր պատրաստել։ Այս դեպքում պողպատի դասի նշանակման մեջ «M» տառը փոխարինվում է «K» տառով: |
|||||||
Աղյուսակ 10. Երկաթուղային պողպատի մեխանիկական հատկություններ
Եռակցման կամ այլ հատուկ նպատակների համար նախատեսված ռելսերը, սպառողի խնդրանքով, թույլատրվում է պատրաստել առնվազն 6,0 մ երկարությամբ՝ առանց մեկ կամ երկու ծայրերի կարծրացման:
10. Ամբողջական սառեցումից հետո ռելսերը կարելի է սառը ուղղել գլանափաթեթով ուղղող մեքենաների և դրոշմակնիքների վրա:
11. Սառը ուղղումից հետո չի թույլատրվում.
ռելսերի կրկնվող սառը ուղղում գլանափաթեթով ուղղող մեքենաների վրա նույն հարթության վրա.
ռելսերի ծայրերի սառը դրոշմակնիքի ուղղում, եթե ծայրերի կորությունը գտնվում է պտուտակների անցքերի գտնվելու վայրում.
ռելսերի անկում 1,0 մ-ից ավելի բարձրությունից;
ռելսերի ալիքավորություն և ոլորում: Ռելսը համարվում է ոլորված, եթե, երբ չափվում է հսկիչ դարակի վրա, այն ունի բացեր ներբանի եզրերի և դարակի միջև (անկյունագծով) իր երկարության 1/10000-ից ավելին:
12. Ռելսերի ծայրերը պետք է աղացվեն ռելսի երկայնական առանցքին ուղղահայաց: Ծայրերի սխալ դասավորությունը չպետք է լինի 1,0 մմ-ից ավելի, երբ չափվում է ցանկացած ուղղությամբ: Չի թույլատրվում կտրել և կոտրել ռելսերի թերի ծայրերը։
Ռելսերի ծայրերում պտուտակների անցքերը պետք է փորվեն ռելսի ուղղահայաց երկայնական հարթությանը ուղղահայաց: Հեղույսների անցքերի մակերեսները և ռելսերի ծայրերը պետք է զերծ լինեն թերություններից, ճաքերից և նեղացման հետքերից՝ շերտազատման և ճաքերի տեսքով: Հեղույսների անցքերի և ռելսերի ծայրերում գտնվող մետաղի փոսերը և ուլունքները պետք է հանվեն մերկացման միջոցով:

Հեք. 40. Ռելսերի հիմնական գծանշումները.
ա -առաջին կարգի ռելսեր; բ- երկրորդ դասարանի ռելսեր; v- երկաթուղային պարանոցի վրա նշագծման վայրեր. 1 - ստուգման նշաններ; 2 - գործարանի OTK կնիքը (կարող է լինել քառակուսի, եռանկյունի կամ «K» տառի տեսքով); 3 - այն վայրը, որտեղ երկաթուղու համարը կիրառվում է ձուլակտորում իր գտնվելու վայրով (1 և 2 - գլխի ռելսեր, X - ներքևի միջին ռելսերը նշված չեն); 4 - այն տեղը, որտեղ կիրառվում է պողպատի ջերմային համարը (1-ին խմբի ռելսերի ջերմային համարը սկսվում է P տառով); 5 - ձուլակտորի գլխից ռելսի սերիական համարի նշման վայրը. 6 - ռելսի երկարությամբ պտտվող (ուռուցիկ) գծանշման տեղը, որը կրկնվում է մոտ 2,5 մ-ից հետո և նշում՝ արտադրող, վարձակալության ամիս և տարի, երկաթուղու տեսակը.
13. Կույտային փորձարկումների համար երկաթուղու փորձարկման հատվածը պետք է դիմակայել 0 °-ից մինչև պլյուս 40 ° C ջերմաստիճանի ազդեցության փորձարկմանը, առանց ներբանի կոտրվածքների, ճաքերի և փորվածքների (ինչպես բացվածքում, այնպես էլ հենակների վրա):
14. Ռելսի փորձնական հատվածը՝ ներբանի ամրությունը ստուգելու համար, պետք է դիմակայել ստատիկ բեռին առանց ճաքերի կամ կոտրվածքների, մինչև ստացվի 4,0 մմ սլաքի շեղում:
15. Երկաթուղիների նախարարության հիմնական գծերի վրա դնելու համար չեն թույլատրվում՝ երկրորդ կարգի ռելսեր, Р75 և Р65 տիպեր՝ գլորված կեղտով, ներբանի ստորին մասի միջին երրորդականի փուչիկներով և ճաքերով. 0,3 մմ-ից ավելի խորություն; երկրորդ կարգի ռելսեր, տիպի P50.
16. Ռելսերի մակնշումը ներկայացված է նկ. 40, 41 և աղյուսակում. տասնմեկ.
17. Սպառողին առաքվող ռելսերին պետք է կցվի փաստաթուղթ (ռելսերի տեխնիկական պիտանիության վկայական)՝ ստորագրված արտադրողի ներկայացուցչի և երկաթուղու նախարարության տեսուչի կողմից, որը հավաստում է ռելսերի համապատասխանությունը սույն ստանդարտի պահանջներին. որը պետք է նշի.
Արտադրողի նշանակումը;
Ստանդարտների համարները, որոնց համաձայն արտադրվել և ընդունվել են ռելսերը, և պատվերի համարները.
Ռելսերի դասը և տեսակը;
Ընդունման նշանների դրոշմներ կամ նկարագրություններ և ռելսերի մակնշում ներկերով.
Փոխադրման համարներ;
Ստացողի անունը և հասցեն.
Հեք. 41. Առաջին կարգի նոր ռելսերի ամբողջական գործարանային գծանշումների օրինակ.
ա- երկաթուղին արտադրվել է Կուզնեցկի (K) մետալուրգիական գործարանի կողմից 1990 թվականի մայիսին (V) (90), տեսակ P65, հալված A293, սովորական ստանդարտ ածխածնային պողպատից, կարծրացած ծայրերով (սպիտակ գծավոր ներկ գլխի վրա), համաձայն. ածխածնի պարունակությունը «կոշտ» (ներբանի դեղին գույնը վերջում), սլաքը ցույց է տալիս գլխի ծայրը. բ- երկաթուղին արտադրվել է Azovstal գործարանի կողմից (A) 1990 թվականի մարտին (III 90) P75 տիպի, հալված P356, կարծրացած ամբողջ երկարությամբ (կանաչ շերտ պարանոցի վրա և հետույքի ծայրի կանաչ եզրագիծը); v- երկաթուղին արտադրվել է Նիժնի Տագիլ (T) մետալուրգիական գործարանի կողմից 1989 թվականի սեպտեմբերին (IX 89) P50 տիպի, հալված 751 Յա, կարծրացել է ամբողջ երկարությամբ, կարծրացման որակի առումով՝ առաջին կարգի (վերջում կանաչ եզրագիծը): ); Գ
Երկաթուղու ամբողջ ծայրը ներկված է կապույտ ներկով, երկու ծայրերում երեք միջուկ կա՝ ռելսը մերժված է, հարմար չէ երկաթուղու նախարարության ճանապարհին դնելու համար։
Հիմնական պահանջներ P50, P65 և P75 տիպերի ռելսերի համար, որոնք ջերմային մշակված են յուղի մեջ ծավալային մարման միջոցով ԳՕՍՏ 18267-82-ի համաձայն.
(ներդրվել է 1984 թվականի հունվարի 1-ից ԳՕՍՏ 18267-72-ին փոխարինելու համար)
1. Ստանդարտը վերաբերում է P50, P65 և P75 տիպերի երկաթուղային ռելսերին, որոնք պատրաստված են բարձր ածխածնային բաց օջախով պողպատից և ջերմային մշակված իրենց ողջ երկարությամբ նավթի ծավալային մարման միջոցով, որին հաջորդում է վառարանում կոփումը:
2. Ջերմային մշակման համար նախատեսված ռելսերը պետք է համապատասխանեն ԳՕՍՏ 24182-80-ի համաձայն արտադրված առաջին կարգի ռելսերի պահանջներին:
Թույլատրվում է արտադրողի և սպառողի համաձայնությամբ երկրորդ կարգի ռելսերի ջերմամշակումը։ Մակերեւութային արատներով երկրորդ կարգի վերածված կարծրացած ռելսերը նախատեսված են երկաթուղու նախարարությանը չպատկանող գծերի վրա դնելու համար։
3. Կարծրացած ռելսերի գլխի գլանվածքի վրա կարծրությունը պետք է լինի HB 341 ... 388 սահմաններում; ռելսերի պարանոցի և ոտքի կարծրությունը `ոչ ավելի, քան HB 388:
4. Ռելսի գլխի կարծրացած մետաղի մակրոկառուցվածքը պետք է լինի կարծրացած սորբիտոլ:
Թույլատրվում է ֆերիտի փոքր ցրված տարածքների առկայությունը։
5. Կարծրացած ռելսերի մեխանիկական հատկությունները պետք է լինեն հետեւյալը.
Վերջնական դիմադրություն, kgf / մմ 2 .......................................... ³120
Ելքի ուժ, կգ/մմ2 .............................................. …… .. ³81
Երկարացում, % .......................................... ................ ³6
Հարաբերական նեղացում,% ...................................................... ³25
Հարվածության ուժը 20 ° С, kgf m / cm2 ................................... ³2.5
6. Ռելսի փորձնական հատվածը պետք է դիմանա գլխի տակ գտնվող ցածր ջերմաստիճանի ազդեցության փորձարկումներին՝ առանց կոտրվածքի և ոչնչացման նշանների:
7. Գլխի շրջանակի տակ կրկնվող հարվածային փորձարկումների անբավարար արդյունքների դեպքում թույլատրվում է ռելսերը ենթարկել բարձր կարծրության կոփման HB 255 ... 302 և հանձնել ԳՕՍՏ 24182-80-ի համաձայն՝ որպես չամրացված:
8. Ռելսերի մակնշումը պետք է համապատասխանի գծագրում նշվածին: 40, 41 և աղյուսակում. տասնմեկ.
9. Ռելսերին պետք է կցվի արտադրողի ներկայացուցչի և Երկաթուղու նախարարության տեսուչի կողմից ստորագրված փաստաթուղթ, որը հավաստում է դրանց համապատասխանությունը սույն ստանդարտի պահանջներին և պարունակում է.
Արտադրողի անունը;
Ապրանքի անվանումը և ջերմային մշակման մեթոդը;
Ռելսերի տեսակը, դասը և խումբը;
Պողպատե դասարան, որից պատրաստված են ռելսերը.
Այս ստանդարտի նշանակումը;
Ընդունման նշանների դրոշմներ կամ նկարագրություններ, ինչպես նաև ներկերով ռելսերի գծանշման նկարագրություն.
Ռելսերի քանակը՝ նշելով դրանց երկարությունը և քաշը.
Սպառողի անունը և հասցեն.
Երկաթուղու գծանշում
Յուրաքանչյուր նոր ռելս նշվում է նրա պարանոցի և ծայրերից մեկի վրա:
Մակնշումը ստորաբաժանվում է մշտական, իրականացվում է պտտման և դրոշմման ժամանակ տաք և սառը վիճակում (տես նկ. 40) և ժամանակավոր կամ լրացուցիչ՝ ներկով (տես Աղյուսակ 11): Մակնշումը (տես նկ. 41) անհրաժեշտ է ռելսերի ճիշտ տեղադրման համար:
Նշված են նաև հնամյա ռելսեր (նկ. 42):

Հեք. 42. Հին տարվա ռելսերի գծանշման օրինակ (թեթև ներկ).
ա- I խմբի ռելս, հարմար է առանց վերանորոգման ճանապարհի վրա դնելու համար. բ- II խմբի երկաթուղի վերանորոգման ենթակա (II-P); v- IV խմբի ռելս, պիտանի չէ ճանապարհի վրա դնելու համար (XXX)
ԳՕՍՏ 8161-75 *
(ST SEV 1667-79)
Խումբ B42
ԽՍՀՄ ՄԻՈՒԹՅԱՆ ՊԵՏԱԿԱՆ ՍՏԱՆԴԱՐՏ
ԵՐԿԱԹՈՒՂԻ ՌԵՂՍԵՐ ՏԻՊ P65
Դիզայն և չափսեր
Երկաթուղային ռելսեր տեսակի P65.
Դիզայն և չափսեր
Ներածման ամսաթիվ 1977-01-01
ՆԵՐԴՐՎԵԼ Է ԽՍՀՄ Մինիստրների խորհրդի ստանդարտների պետական կոմիտեի 1975 թվականի հունիսի 18-ի N 1573 հրամանագրով.
Ժամկետը հանվել է Ստանդարտացման, չափագիտության և սերտիֆիկացման միջպետական խորհրդի որոշմամբ (IUS 2-93)
ՓՈԽԱՐԻՆԻ ԳՕՍՏ 8161-63
ՀԱՆՐԱՊԵՏՈՒԹՅՈՒՆ (Հունիս 1994) Փոփոխություններով N 1, 2, 3, հաստատված 1979 թվականի մայիսին, 1981 թվականի հունվարին, 1985 թվականի ապրիլին (IUS 7-79, 3-81, 7-85):
1. Սույն ստանդարտը կիրառվում է P65 տիպի կարծրացած և չամրացված երկաթուղային ռելսերի համար և սահմանում է դրանց դիզայնը և չափերը:
Ստանդարտը համապատասխանում է ST SEV 1667-79 ռելսի նախագծման և կարճ երկարությամբ ռելսերի եռակցման մեթոդների կարգավորման առումով:
2. Ռելսերի խաչմերուկի դիզայնը և չափերը պետք է համապատասխանեն 1-ին կամ 1ա-ում նշվածներին, իսկ ռելսերի ծայրերում պարանոցի անցքերի տեղն ու չափերը՝ նկ. 2-6-ում: .
Նկար 4-6-ի անցքերը կատարվում են սպառողի կողմից:

անիծված 1ա

_________________
* Փեղկը կատարվում է ծավալով կարծրացած ռելսերի վրա։
Նշում. (Ջնջված է, Rev. N 2):




Սպառողի խնդրանքով ռելսերը կարող են արտադրվել առանց պարանոցի անցքերի և առանց գլխի պտտվող մակերեսի կարծրացման մեկ կամ երկու ծայրերում:
Սպառողի խնդրանքով թույլատրվում է փոխել ռելսերի ծայրերում անցքերի տեղը, քանակը և տրամագիծը:
(Փոփոխված հրատարակություն, Rev. N 1, 2):
3. Գլխի ուռուցիկության սահմանային շեղումները երկաթուղու լայնակի պրոֆիլի համաչափության առանցքի երկայնքով չափելիս պետք է լինի ± 0,5 մմ, իսկ ներբանի միասնական ուռուցիկության երկայնքով՝ 0,5 մմ: Ռելսի ոտքի գոգավորությունը չի թույլատրվում:
P65 տիպի երկաթուղային երկաթուղու պայմանական նշանակման օրինակ 25 մ երկարությամբ, տարբերակ 1.
Ռեյլ 1 R65-25 ԳՕՍՏ 8161-75
(Փոփոխված հրատարակություն, Փոփոխություն N 2):
4. Չի թույլատրվում ռելսի խաչմերուկի պրոֆիլի համաչափությունից շեղումը նրա ուղղահայաց առանցքի նկատմամբ՝ ոտքի երկայնքով՝ 1 մմ-ից ավելի, իսկ գլխի երկայնքով՝ ավելի քան 0,3 մմ:
Դիզայնի համար (նկ. 1ա) ներբանի համաչափությունից շեղումը գլխի նկատմամբ չպետք է գերազանցի 2,15 մմ:
(Փոփոխված հրատարակություն, Փոփոխություններ N 2, 3):
5. Ռելսի պարանոցի անցքերի եզրերը պետք է փորված լինեն 1-ից 2 մմ չափսերով մոտ 45 ° անկյան տակ:
Կոշտ կարծրացած ռելսերի վրա, թեքվելով ԳՕՍՏ 18267-82-ի համաձայն:
(Փոփոխված հրատարակություն, Փոփոխություն N 3):
6. Ռելսերի երկարությունը պետք է համապատասխանի աղյուսակում նշվածին:
|
Երկարությունը, մ |
Երկարության թույլատրելիությունը, մմ, ռելսերի համար |
Ցանցում անցքերի առկայությունը երկաթուղու ծայրերում |
|
|
կարծրացած * |
չկոշտացած |
||
|
______________________ |
|||
|
Կատարում 1 |
|||
|
Երկու ծայրերում |
|||
|
Ոչ մի անցք |
|||
|
Երկու ծայրերում |
|||
|
Մի ծայրում |
|||
|
Երկու ծայրերում |
|||
|
Կատարում 2 |
|||
|
Երկու ծայրերում |
|||
(Փոփոխված հրատարակություն, Փոփոխություն N 2):
7. Թույլատրվում է մինչև 25 մ երկարությամբ ռելսերի կոնտակտային կամ գազային եռակցումը նույն ձուլման եղանակով պողպատից պատրաստված առնվազն 6 մ երկարությամբ ռելսերից։ Եռակցման ենթակա երկաթուղու կտորների քանակը պետք է որոշվի արտադրողի և սպառողի միջև համաձայնությամբ:
8. Չկարծրացված ռելսերի տեխնիկական պահանջներ՝ ԳՕՍՏ 24182-80-ի համաձայն, ծավալային կարծրացված ռելսերի համար՝ ԳՕՍՏ 18267-82-ի:
9. Ռելսի խաչմերուկի նախագծման և չափերի համապատասխանությունը սույն ստանդարտի պահանջներին որոշվում է կաղապարներով կառավարվող ռելսի ծայրից ոչ ավելի, քան 200 մմ հեռավորության վրա: Այլ սարքերի օգտագործումը չի թույլատրվում: Հեղույսների անցքերի գտնվելու վայրը՝ ըստ Նկար 1-ի, վերահսկվում է սինուսի սեպային մասի երկայնքով, իսկ ըստ Նկար 1ա-ի՝ երկաթուղու ոտքի համեմատ:
(Փոփոխված հրատարակություն, Փոփոխություն N 2):
10. Հաշվարկված տվյալները բերված են սույն ստանդարտի հավելվածում:
ԴԻՄՈՒՄ
Տեղեկանք
Ռելսային կառուցվածքի նախագծային տվյալներ
|
Ընտրանքներ |
Փորձարկման ստանդարտներ |
||
|
Երկաթուղու խաչմերուկի մակերեսը, սմ |
|||
|
Հեռավորությունը ծանրության կենտրոնից, մմ. |
|||
|
ներբանի հատակին |
|||
|
գլխի գագաթին |
|||
|
Իներցիայի պահը առանցքների նկատմամբ, սմ. |
|||
|
հորիզոնական |
3573 գլխի վերևում ________________________ |
||
|
Մետաղի բաշխումը երկաթուղու լայնական հատվածի վրա,% ամբողջ տարածքի վրա. |
|||
|
գլխում |
|||
|
ներբանի մեջ |
|||
(Փոփոխված հրատարակություն, Փոփոխություն N 2):
Փաստաթղթի տեքստը ստուգվում է.
պաշտոնական հրապարակում
Մ.: Ստանդարտների հրատարակչություն, 1994
Ուղարկել ձեր լավ աշխատանքը գիտելիքների բազայում պարզ է: Օգտագործեք ստորև բերված ձևը Ուսանողներ, շրջանավարտներ, երիտասարդներ ...
) և այլն: Ավելին, ժամանակակից արագ համակարգիչների և անվճար ծրագրաշարի հայտնվելը (ինչպես R-ն) ստիպեց ...
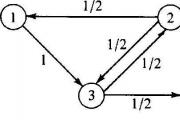
Մարկովյան գործընթացները գիտնականները եզրակացրել են 1907 թ. Այն ժամանակվա առաջատար մաթեմատիկոսները մշակեցին այս տեսությունը, որոշ ...
ՈՒՇԱԴՐՈՒԹՅՈՒՆ!!! Այս բաժինը բաղկացած կլինի մի քանի էջից, որոնց մնացած մասը ներկայումս գտնվում է ...
Թեմա. Հերթի համակարգերի տեսություն. Յուրաքանչյուր CMO բաղկացած է որոշակի թվով սպասարկման ստորաբաժանումներից, որոնք ...
Մեծ թվով դիտարկումների դեպքում կլաստերի վերլուծության հիերարխիկ մեթոդները հարմար չեն: Նման դեպքերում օգտագործեք...
3. Որոշեք լիսեռի տրամագիծը ամրության վիճակից: = ≤ → ≥; = → d = ≈73 մմ: 4. Որոշեք կոշտության վիճակից ...

G խումբը գործում է (ձախ կողմում) X բազմության վրա, եթե gx X տարրը սահմանված է g և х X ցանկացած տարրերի համար, և ...
Էջ 6 Աղյուսակ - Անկյունային տիպերի քանակը Հանգույցների հանգույցների հաշվարկը Հանգույցներում խարույկի ձողերը միացված են թերթիկով ...
Եթե փորձարկումների n թիվը բավականաչափ մեծ է, և անկախ փորձարկումներում A իրադարձության առաջացման p հավանականությունը ...

ԳՈՐԾՈՆԱԿԱՆ ՎԵՐԼՈՒԾՈՒԹՅՈՒՆ Գործոնային վերլուծության գաղափարը բարդ օբյեկտների, երևույթների, համակարգերի, գործոնների, ...
Համակարգը ստանում է հաճախորդների Poisson հոսք λ ինտենսիվությամբ, սպասարկման հոսքն ունի μ ինտենսիվություն, ...

2. Էլաստիկ սահման 3. Ելքի կետ 4. Առաձգական ուժ կամ առաձգական ուժ 5. Լարվածություն ...

Հիմնական մեխանիկական հատկություններն են ամրությունը, առաձգականությունը,. Իմանալով մեխանիկական հատկությունները, դիզայները ...
Ինֆորմատիկա, կիբեռնետիկա և ծրագրավորում n սպասարկման ալիքներով սպասարկման համակարգը ստանում է ...

Հիշու՞մ եք, որ ձեռնարկության տնտեսական գործունեության բոլոր երևույթներն ու գործընթացները փոխկապակցված են և ...