Ռուսաստանում ուսուցիչների աշխատավարձերը կբարձրացնե՞ն ուսուցիչների աշխատավարձերը.
Սովորաբար մայրերը նախատեսում են երեխային մանկապարտեզ ընդունել մայրության արձակուրդի ավարտին: Երբեմն նրանք դա անում են նախկինում ...
Մետաղ կտրող մեքենաները կարելի է դասակարգել ըստ անհատական հատկանիշների կամ բնութագրերի համալիրի: Ըստ տեխնոլոգիական նշանակության՝ առանձնացնում են մեքենաները՝ շրջադարձային, ֆրեզերային, հորատող և այլն։ խմբեր. Ըստ բազմակողմանիության աստիճանի տարբերում են՝ ունիվերսալ մեքենաներ; լայն կիրառություն; մասնագիտացված և հատուկ. Ունիվերսալ մեքենաները նախատեսված են տարբեր աշխատանքներ կատարելու համար՝ օգտագործելով տարբեր աշխատանքային մասեր: Ընդհանուր նշանակության մեքենաները նախատեսված են որոշակի աշխատանքներ կատարելու համար՝ օգտագործելով որոշակի տեսակի աշխատանքային մասեր: Մասնագիտացված մեքենաները նախատեսված են նույնանուն, բայց տարբեր չափերի աշխատանքային մասերի մշակման համար (օրինակ՝ օղակաձև հանդերձանքը փոխանցման սարքի վրա): Հատուկ մեքենաները կատարում են շատ կոնկրետ տեսակի աշխատանք մեկ կոնկրետ աշխատանքային մասի վրա: Ըստ ավտոմատացման աստիճանի՝ առանձնանում են ձեռքով կառավարվող մեքենաներ, կիսաավտոմատ մեքենաներ, ավտոմատ մեքենաներ, ծրագրով կառավարվող մեքենաներ։
Ավտոմատ մեքենան այն մեքենան է, որը չի պահանջում մարդու միջամտություն՝ վերամշակման ցիկլը վերսկսելու համար: Եթե վերամշակման ցիկլը վերսկսելու համար անհրաժեշտ է սեղմել միայն «Սկսել» կոճակը, ապա պաշտոնապես սա կիսաավտոմատ մեքենա է: Ելնելով հիմնական աշխատանքային մարմինների քանակից՝ տարբերակում են միաձույլ և բազմաշերտ մեքենաները, միակողմանի և բազմադիր մեքենաները և այլն։ Ճշգրտության առումով կան մեքենաների հինգ ճշգրտության դասեր. «N» - նորմալ; «P» - ավելացել է; «B» - բարձր; «Ա» - հատկապես բարձր ճշգրտություն; «C» - հատկապես ճշգրիտ մեքենաներ:
Ռուսական մեքենաշինական արդյունաբերությունը ընդունել է հաստոցների համար նախատեսված նշանների միասնական համակարգը, որը մշակվել է ENIMS-ում: Համաձայն այս համակարգի, յուրաքանչյուր մեքենայի հատկացվում է հատուկ ծածկագիր: Կոդի առաջին երկու թվանշանները որոշում են մեքենայի խումբը և տեսակը: Երկրորդ կամ երրորդ տեղում գտնվող նամակը թույլ է տալիս տարբերակել նույն ստանդարտ չափսի մեքենաները, բայց տարբեր տեխնիկական բնութագրերով: Երրորդ կամ չորրորդ թվանշանը ցույց է տալիս մեքենայի ստանդարտ չափսը: Վերջին տառը ցույց է տալիս նույն հիմնական մոդելի մեքենաների տարբեր փոփոխություններ:
Բոլոր մետաղահատ մեքենաները բաժանված են 10 խմբի, իսկ յուրաքանչյուր խումբ՝ 10 տեսակի։ Ստորև. Խմբի համարը և անունը շեղագիր են, իսկ համարը (0-ից 9) և տիպի անունը՝ փակագծերում:
Խումբ 0 - պահուստ.
Խումբ 1 -խառատահաստոցներ (0 - մասնագիտացված ավտոմատ և կիսաավտոմատ; 1 - մեկ spindle ավտոմատ և կիսաավտոմատ;
2 - բազմակողմանի ավտոմատ և կիսաավտոմատ; 3 - ատրճանակ; 4 - հորատում և կտրում; 5 - կարուսել; 6 - շրջադարձային և ճակատային; 7 - բազմաբնակարան կտրիչներ; 8 - մասնագիտացված; 9 - տարբեր խառատահաստոցներ):
Խումբ 2- հորատման և հորատման մեքենաներ (0 - սպասման ռեժիմ; 1 - ուղղահայաց հորատում; 2 - մեկ spindle կիսաավտոմատ;
Խումբ 3- հղկման և հարդարման մեքենաներ (0 - ռեզերվ; 1 - գլանաձև հղկման; 2 - ներքին հղկման; 3 - կոպիտ հղկման; 4 - մասնագիտացված հղկման; 5 - պահուստային; 6 - սրման; 7 - մակերևույթի հղկման; 8 - փաթաթման և փայլեցման; 9. - տարբեր, հղկանյութով աշխատող):
Խումբ 4- համակցված մեքենաներ.
Խումբ 5 -հանդերձանքի և թելերի մշակման մեքենաներ (0 - թել կտրող; 1 - փոխանցումատուփի կտրում գլանաձև անիվների համար; 2 - փոխանցումատուփի կտրում թեք անիվների համար; 3 - փոխանցումատուփի փորվածք; 4 - որդերի զույգ կտրելու համար; 5 - ատամների ծայրերը մշակելու համար; 6 - թելերի ֆրեզեր; 7 - հանդերձանքի հարդարում և չափաբերում; 8 - հանդերձում և թելերի մանրացում; 9 - տարբեր հանդերձանքների և թելերի մշակման մեքենաներ):
Խումբ 6- ֆրեզերային մեքենաներ (0 - կրկնօրինակ; 1 - ուղղահայաց վահանակ; 2 - շարունակական; 3 - կրկնօրինակում; 4 - պատճենահանում և փորագրում; 5 - ուղղահայաց ոչ կոնսոլ;
6 - երկայնական; 7 - կոնսոլ լայն ունիվերսալ; 8 - հորիզոնական վահանակ; 9 - տարբեր ֆրեզերային):
Խումբ 7- հարթեցման, ճեղքավոր, բրոշինգ մեքենաներ (0 - ռեզերվ; 1 - միասյուն երկայնական պլանավորում; 2 - երկսյուն երկայնական պլանավորում; 3 - լայնակի պլանավորում; 4 - ճեղքավոր; 5 - հորիզոնական բլոկավորում; 6 - ռեզերվ; 7 - ուղղահայաց բլոկավորում; 8 - պահուստ; 9 - տարբեր հարթիչներ):
Խումբ 8- կտրող մեքենաներ (0 - ռեզերվ; 1 - կտրող, կտրիչով աշխատելիս; 2 - կտրում, հղկող անիվով աշխատելիս; 3 - կտրում, աշխատում է հարթ սկավառակով; 4 - ուղղում-կտրում; 5 - ժապավենային սղոցներ; 6 - շրջանաձև սղոցներ; 7 - սղոցներ սղոցներ):
Խումբ 9- տարբեր մեքենաներ (1 - լցոնում; 2 - սղոցում; 3 - ուղղում և առանց կենտրոնական հղկման; 4 - հավասարակշռում; 5 - փորվածքների և հղկման անիվների փորձարկման համար; 6 - բաժանարար մեքենաներ):
Մեքենայի ստանդարտ չափսը սովորաբար ցույց է տալիս մշակվող աշխատանքային մասի ամենամեծ չափը: Օրինակ, ունիվերսալ պտուտակով կտրող խառատահաստոց ռեժիմ: 16K20 - «20» - կենտրոնների բարձրությունը, այսինքն. հեռավորությունը աշխատանքային մասի պտտման առանցքից մինչև ուղեցույցները, 200 մմ; ուղղահայաց հորատման մեքենայի ռեժիմ: 2N135 - «35» - հորատման ամենամեծ տրամագիծը `35 մմ:
Մետաղ կտրող մեքենան մեքենա է, որը նախատեսված է որոշակի ձևի աշխատանքային մասի մշակման համար՝ մասի աշխատանքային գծագրին համապատասխան՝ չիպերը հեռացնելով։ Մետաղ կտրող մեքենաները դասակարգվում են ըստ տարբեր չափանիշների.
Ըստ մասնագիտացման աստիճանի՝ մեքենաներն առանձնանում են.
1) ունիվերսալ, որն օգտագործվում է աշխատանքային մասերի լայն տեսականիով տարբեր գործողություններ կատարելու համար.
|
3) հատուկ, որն օգտագործվում է նույն ստանդարտ չափսի աշխատանքային կտորների մշակման համար. Մասնագիտացված և հատուկ հաստոցներ օգտագործվում են լայնածավալ և զանգվածային արտադրության մեջ, իսկ ունիվերսալները, որպես կանոն, միաձույլ և փոքր արտադրության մեջ։
Ըստ ճշգրտության աստիճանի(ԳՕՍՏ 8-82 Ե) մեքենաները բաժանված են դասերի. նորմալ ճշգրտություն (դաս N), բարձրացված (դաս P), բարձր (դաս B), հատկապես բարձր ճշգրտություն (դաս A), ինչպես նաև հատկապես ճշգրիտ կամ վարպետ մեքենաներ (դաս C): P դասի մեքենաները կառուցված են արտադրության և հավաքման ճշգրտության բարձր պահանջներով: B, A, C դասերի մեքենաների ճշգրտությունը ձեռք է բերվում դիզայնի առանձնահատկությունների, արտադրության բարձր ճշգրտության և նորմալ ջերմաստիճանի և խոնավության սենյակներում հավաքման և շահագործման հատուկ պայմանների շնորհիվ:
Մեքենաները բաժանվում են ըստ քաշիթեթևների՝ մինչև 1 տոննա քաշով, միջինը՝ մինչև 10 տոննա և ծանր՝ 10 տոննայից ավելի։ Ծանր մեքենաներն իրենց հերթին բաժանվում են խոշորների՝ 10-ից 30 տոննա, ծանր մեքենաները՝ 30-ից 100 տոննա, հատկապես ծանր՝ 100 տ-ից ավելի քաշով:
Ըստ կատարված աշխատանքի տեսակի և օգտագործվող կտրող գործիքներիԲոլոր զանգվածային արտադրության մեքենաները բաժանված են ինը խմբերի, յուրաքանչյուր խումբ բաժանված է ինը տեսակի մեքենաների: Դասակարգման աղյուսակը (Աղյուսակ 1) մշակվել է ENIMS-ի կողմից:
1. Մեքենաների դասակարգում
| Հաստոցներ | Խումբ | Մեքենաների տեսակները | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
Շրջադարձային |
1 | Մեկ spindle ավտոմատ և կիսաավտոմատ մեքենաներ | Multi-spindle ավտոմատ և կիսաավտոմատ մեքենաներ | Պտտվող | Հորատում և կտրում | Կարուսել | Շրջադարձ և լոբոտո-շրջում | Multi-incisor | Մասնագիտացված է ձևավորված արտադրանքի համար | Տարբեր խառատահաստոցներ |
Հորատում և ձանձրալի |
2 | Ուղղահայաց հորատում | Մեկ spindle կիսաավտոմատ մեքենաներ | Multi-spindle կիսաավտոմատ մեքենաներ | Մեկ սյունակ ջիգերի ձանձրալի մեքենաներ | Ճառագայթային հորատում | Ձանձրալի | Ադամանդ ձանձրալի | Հորիզոնական հորատում | Տարբեր հորատումներ |
Հղկել, փայլեցնել, հարդարել |
3 | Գլանաձեւ հղկում | Ներհղկման | Կոպտում և մանրացում | Մասնագիտացված հղկման մեքենաներ | - | Սրում | Մակերեւութային աղացներ՝ ուղղանկյուն կամ կլոր սեղանով | Լափում և փայլեցում | Տարբեր մեքենաներ, որոնք օգտագործում են հղկող գործիքներ |
Համակցված |
4 | Ունիվերսալ | Կիսաավտոմատ | Մեքենաներ | - | - | - | - | - | |
Սեղանի շարունակությունը. 1.
| Հաստոցներ | Խումբ | Մեքենաների տեսակները | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| Gear-thread-machining | 5 | Գլանաձև անիվների համար նախատեսված փոխանցումների հարթիչներ | Հատակների կտրիչներ թեք անիվների համար | Մեքենաներ գլանաձև անիվների և պտտվող գլանափաթեթների համար | Հաղորդման հաստոցներ ճիճու անիվների համար | Անիվների ատամների ծայրերը մշակելու համար | Թելերի ֆրեզեր | Ատամի հարդարում | Հաղորդալարերի և թելերի հղկման մեքենաներ | Տարբեր հանդերձանքի և թելերի մշակում |
| Ֆրեզերային | 6 | Ուղղահայաց ֆրեզերային վահանակ | Շարունակական ֆրեզերային մեքենաներ | - | Պատճենահանում և փորագրում | Ուղղահայաց ոչ կոնսոլ | Երկայնական | Լայնորեն բազմակողմանի | Հորիզոնական կոնսոլ | Տարբեր ֆրեզերային |
| Պլանավորում, slotting, broaching | 7 | Երկայնական մեկ սյուն | Երկայնական երկտեղանոց | Խաչաձեւ պլանավորում | Slotting | Երկար հորիզոնական | - | Երկար ուղղահայաց | - | Տարբեր պլանավորում |
| Պառակտում | 8 | Կտրող մեքենաներ, որոնք աշխատում են շրջադարձային գործիքով | Կտրող մեքենաներ, օգտագործելով հղկող անիվ | Կտրող մեքենաներ, որոնք աշխատում են շփման բլոկով | Ճիշտ կտրում | ժապավեն | Շրջանաձև սղոցներ | սղոցներ | - | - |
| Տարբեր | 9 | Միացում և խողովակների մշակում | Սղոցարաններ | Ուղիղ և առանց կենտրոնական հղկում | - | Գործիքների փորձարկման համար | Բաժանարար մեքենաներ | Հավասարակշռում | - | - |
Առևտրային արտադրության մեքենաների մոդելային անվանումը բաղկացած է երեք կամ չորս թվերի համակցությունից, երբեմն տառերի ավելացումով: Առաջին նիշը ցույց է տալիս խմբի համարը ըստ դասակարգման աղյուսակի, երկրորդ նիշը ցույց է տալիս մեքենայի տեսակը: Երրորդ և երբեմն չորրորդ թվանշանները բնութագրում են մեքենայի հիմնական պարամետրերը, որոնք տարբեր են տարբեր խմբերի մեքենաների համար: Այսպիսով, ֆրեզերային մեքենաների համար սա սեղանի ստանդարտ չափսն է, խաչաձև պլանավորման և խաղային մեքենաների համար՝ սլայդի առավելագույն հարվածը և այլն: Տառը, եթե այն գտնվում է թվերի միջև, ցույց է տալիս հիմնական մոդելի արդիականացումը: մեքենայի. Թվերից հետո տառը ցույց է տալիս մեքենայի փոփոխության կամ ճշգրտության դասը:
Օրինակ, ուղղահայաց հորատման մեքենա մոդել 2N150. այստեղ 2-ը հորատում է, H-ը արդիականացում է, 1-ը ուղղահայաց է, 50-ը հորատման ամենամեծ անվանական տրամագիծն է:
Ծրագրային կառավարմամբ հաստոցների մոդելներում ավելացվում է F տառը թվով, որպեսզի ցույց տա ավտոմատացման աստիճանը. F3 - մեքենաներ CNC ուրվագծային համակարգերով և F4 - մեքենաներ ունիվերսալ CNC համակարգով դիրքային և ուրվագծային մշակման համար: Օրինակ, 6R11F3 մեքենան ուղղահայաց ֆրեզերային կոնսոլ է՝ ուրվագծային CNC համակարգով՝ առաջին ստանդարտ սեղանի չափսով: Ծրագրային կառավարման ցիկլային համակարգեր ունեցող մեքենաների համար ներդրվել է C ինդեքսը, գործառնական համակարգերով՝ T ինդեքսը (օրինակ՝ 16K20T1):
Ժամանակակից մետաղահատ մեքենաները օգտագործում են մեխանիկական, էլեկտրական, էլեկտրոնային, օդաճնշական և հիդրավլիկ համակարգեր՝ պահանջվող շարժումներն իրականացնելու և տեխնոլոգիական ցիկլը կառավարելու համար։
Ըստ իրենց տեխնոլոգիական նշանակության առանձնանում են պտտման, ֆրեզերային, հորատման և այլ խմբերի մեքենաներ։ Ունիվերսալ մեքենաները նախատեսված են տարբեր աշխատանքային մասերի օգտագործմամբ տարբեր աշխատանքներ կատարելու համար: Մասնագիտացված մեքենաները նախատեսված են նույնանուն, բայց տարբեր չափերի աշխատանքային մասերի մշակման համար (օրինակ՝ օղակաձև հանդերձանքը փոխանցման սարքի վրա): Հատուկ մեքենաները կատարում են շատ կոնկրետ տեսակի աշխատանք մեկ կոնկրետ աշխատանքային մասի վրա: Մեքենաները դասակարգվում են ըստ ավտոմատացման աստիճանի.
ձեռքով կառավարվող, կիսաավտոմատ, ավտոմատ, ծրագրով կառավարվող մեքենաներ. Ելնելով հիմնական աշխատանքային մարմինների քանակից՝ տարբերակում են միաձույլ և բազմաշերտ մեքենաները, միակողմանի և բազմադիր մեքենաները և այլն։ Կան մեքենաներ՝ N - նորմալ; P - ավելացել; B - բարձր; A - հատկապես բարձր; C - հատկապես ճշգրիտ ճշգրտության դասեր:
Կենցաղային մեքենաշինության մեջ ընդունվել է ENIMS-ում մշակված հաստոցների սիմվոլների (գաղտնագրերի) միասնական համակարգ, որի առաջին երկու թվանշաններն են մեքենայի խումբը և տեսակը. երկրորդ կամ երրորդ տեղում գտնվող տառը մեքենայի ստանդարտ չափսն է (և հետևաբար դրա տեխնիկական բնութագրերը). երրորդ կամ չորրորդ նիշը մեքենայի ստանդարտ չափսն է. վերջին տառը մեկ հիմնական մոդելի մեքենաների փոփոխություն է: Բոլոր մետաղահատ մեքենաները բաժանված են 10 խմբի, իսկ յուրաքանչյուր խումբ՝ 10 տեսակի։
Հաստոցները կարելի է բաժանել մի քանի տեսակների՝ կախված կիրառման ոլորտից, ընդհանուր տեխնոլոգիական առանձնահատկություններից և դիզայնի առանձնահատկություններից: Ըստ կիրառման ոլորտի՝ հաստոցները բաժանվում են.
Մետաղագործական արդյունաբերության և մեքենաշինության հաստոցներ;
Հաստոցներ քիմիական արդյունաբերության համար;
նավաշինական սարքավորումներ;
Սարքավորումներ օդանավերի կառուցման համար;
Արդյունաբերական մեքենաներ;
Սարքավորումներ մետաղամշակման, փայտամշակման համար.
Առանձին-առանձին կան միկրոէլեկտրոնիկայի մեջ օգտագործվող հաստոցներ և գործիքաշինության հաստոցներ։
Մետաղամշակման մեքենաների սարքավորումները մետաղի մշակման, տվյալ կոնֆիգուրացիայի մասերի արտադրության և տարբեր պրոֆիլների մակերեսների մանրացման համար օգտագործվող տեխնիկա է: Դասակարգվում է՝ կախված մետաղամշակման տեսակից։
Խառատահաստոցները սարքավորում են, որոնք նախատեսված են պտտվող մարմինների արտաքին, ներքին, ծայրամասային մակերեսները շրջելու և տարբեր տեսակի թելեր կտրելու համար։ Այն բաժանվում է մի քանի տեսակների՝ պտտվող խառատահաստոցներ, պտուտակավոր խառատահաստոցներ, պտուտահաստոցներ, CNC խառատներ, սեղանի խառատներ։
Ֆրեզերային հաստոցները օգտագործվում են հարթ և ձևավորված մակերեսների և պտտվող մարմինների մշակման համար, օգտագործելով կտրիչ: Առկա են՝ ուղղահայաց ֆրեզերային, ունիվերսալ ֆրեզերային, սեղանադիր ֆրեզերային, լայն ունիվերսալ ֆրեզերային հաստոցներ։ Որպես ենթատեսակներ կան ուղղահայաց հորատման և ֆրեզերային, հորիզոնական ֆրեզերային, հորատման և ֆրեզերային, ունիվերսալ հորատման և ֆրեզերային սարքավորումներ, CNC մեքենաներ և վերամշակող ֆրեզերային կենտրոններ:
Հղկման մեքենաները սարքավորումներ են, որոնք նախատեսված են մասերի հարդարման համար՝ վերին շերտերը դրանց մակերեսից հեռացնելով բարձր ճշգրտությամբ: Մեքենաները կարող են լինել գլանաձեւ, ներքին, հարթ կամ առանց կենտրոնական հղկման:
Հորատման մեքենաներ օգտագործվում են կույր և պինդ նյութի մեջ անցքեր հորատելու համար: Տեխնիկան թույլ է տալիս փորել, խորտակել, փորել և կտրել ներքին թելերը: Կան հորիզոնական, ուղղահայաց և շառավղային հորատման տեսակներ:
Շղթայական սղոցները նախատեսված են փայտի կամ մետաղական արտադրանքի կտրման համար: Տեսակները՝ պորտալային, երկսյունակ, վահանակ, հորիզոնական, աշխատասեղանի և կենցաղային մեքենաներ:
Ձանձրացնող մեքենաները ներառում են խոշոր մասերի մշակում հորատման, կտրելու, կտրելու, պտտելու և այլնի միջոցով:
Սրիչ մեքենան օգտագործվում է մետաղահատ գործիքները սրելու և նորից մանրացնելու համար։
Հավասարակշռող մեքենաները նախատեսված են պտտվող մասերի ստատիկ կամ դինամիկ անհավասարակշռության տեղը չափելու և որոշելու համար:
Մեքենաները անհրաժեշտ են հարթ և ձևավորված մակերեսների, առանցքների և ակոսների մշակման համար:
Գլանման մեքենաները սարքավորումներ են, որոնք մշակում են թերթերը՝ ծալելով՝ արտադրանքին գլանաձև ձև հաղորդելու համար:
Հաստոցների մշակման կենտրոնները թույլ են տալիս մասերը ենթարկվել բարդ մշակման:
Ընդհանուր տեղեկություններ մետաղահատ մեքենաների մասին
Թեմա 1. Մետաղագործական մեքենաների դասակարգում
Մետաղ կտրող մեքենա
տեխնոլոգիական մեքենա է, որը նախատեսված է նյութերը կտրելու միջոցով մշակելու համար՝ տվյալ ձևի և չափի մասեր ստանալու համար (մշակված մակերեսի պահանջվող ճշգրտությամբ և որակով)։ Մեքենաները մշակում են աշխատանքային մասերը ոչ միայն մետաղից, այլև այլ նյութերից, ուստի «մետաղահատ մեքենա» տերմինը պայմանական է։Մեքենաները դասակարգվում են ըստ տարբեր չափանիշների, որոնցից հիմնականները տրված են ստորև:
Կատարված աշխատանքի տեսակի համաձայն, մետաղահատ մեքենաները (ըստ ENIMS դասակարգման) բաժանվում են ինը խմբերի, որոնցից յուրաքանչյուրը բաժանված է ինը տեսակի՝ միավորված ընդհանուր տեխնոլոգիական բնութագրերով և նախագծման առանձնահատկություններով (Աղյուսակ 3.1):
Նշում.Զանգվածային արտադրության մեքենաների մոդելներին տրվում է թվային կամ այբբենական անվանում: Որպես կանոն, նշանակումը բաղկացած է երեքից չորս թվերից և մեկ կամ երկու տառերից:
Առաջին նիշը այն խմբի համարն է, որին պատկանում է մեքենան, երկրորդը մեքենայի տեսակի համարն է, երրորդը և չորրորդը բնութագրում են մեքենայի հիմնական պարամետրերից մեկը կամ դրա վրա մշակված մասը (օրինակ՝ բարձրությունը. կենտրոնների, ձողի տրամագիծը, սեղանի չափերը և այլն): Առաջին կամ երկրորդ թվանշանից հետո տառը ցույց է տալիս, որ մեքենան արդիականացվել է, իսկ թվանշաններից հետո տառը ցույց է տալիս մեքենայի հիմնական մոդելի փոփոխությունը (փոփոխությունը): Օրինակ, 7A36 մոդելը նշանակում է՝ 7 - պլանավորում-բրոշինգ խումբ, 3 - խաչաձև պլանավորում, 6 - աշխատանքային մասի առավելագույն երկարությունը 600 մմ, A տառը ցույց է տալիս 736 բազային մոդելի մեքենայի արդիականացումը:
Եթե տառը հայտնվում է մոդելի նշանակման վերջում, ապա այն ցույց է տալիս մեքենայի ճշգրտության դասը, օրինակ 16K20P-ը բարձր ճշգրտության դաս ունեցող մեքենա է. նորմալ ճշգրտության դասը նշված չէ մոդելի անվանման մեջ
CNC մեքենաների մոդելներում վերջին երկու նիշերը F տառն են համարը (1 - թվային էկրանով և կոորդինատների նախնական հավաքածուով մեքենա; 2 - դիրքային կառավարման համակարգով; 3-րդ ուրվագծային կառավարման համակարգ; 4 - դիրքային և ուրվագծային մշակման համակցված կառավարման համակարգով): Օրինակ, կիսաավտոմատ փոխանցման մեքենա համակցված CNC համակարգով - մոդել 53A20F4, ուղղահայաց ֆրեզերային մեքենա խաչաձև սեղանով և թվային ցուցադրման սարք - մոդել 6560F1.
Ցիկլային կառավարման համակարգերով մեքենաների մոդելային նշանակման վերջում դրվում է C տառը, իսկ գործառնական կառավարման համակարգում՝ T տառը: Օրինակ՝ բազմաբնույթ պատճենահանող կիսաավտոմատ խառատահաստոց ցիկլային ծրագրային կառավարմամբ - մոդել 1713C; խառատահաստոց օպերացիոն կառավարման համակարգով - մոդել K20T1:
Մեքենայի մեջ գործիքի ամսագրի առկայությունը մոդելում նշվում է M տառով; օրինակ՝ հորատման մեքենա՝ դիրքի վերահսկման համակարգով բարձր ճշգրտության գործիքների ամսագրի համար՝ մոդել 2350ПМФ2։
Ըստբազմակողմանիության աստիճանը մեքենաները բաժանվում են.
Ունիվերսալ,
Մասնագիտացված
Հատուկ.
Պմշակման ճշգրտության աստիճանի մասին մեքենաները բաժանված են հինգ դասի.
- Ն- նորմալ ճշգրտություն; Ունիվերսալ մեքենաների մեծ մասը պատկանում է այս դասին.
- Պ- բարձրացված ճշգրտություն; այս դասի մեքենաները արտադրվում են նորմալ ճշգրտության մեքենաների հիման վրա, սակայն մեքենաների մասերի մշակման ճշգրտության, հավաքման որակի և կարգավորման պահանջները շատ ավելի բարձր են.
- ՄԵՋ- բարձր ճշգրտություն, որը ձեռք է բերվել հատուկ նախագծված անհատական բաղադրիչների կիրառմամբ, արտադրական մասերի ճշգրտության բարձր պահանջներ, հավաքման որակ և ամբողջությամբ մեքենայի կառավարում.
- Ա- հատկապես բարձր ճշգրտություն; այս մեքենաները ենթակա են նույնիսկ ավելի խիստ պահանջների, քան B դասի մեքենաները.
- ՀԵՏ- հատկապես ճշգրիտ, կամ վարպետ մեքենաներ, նրանք արտադրում են մասեր B և A դասերի մեքենաների համար:
Կախված քաշից մեքենաները բաժանվում են.
Թոքեր - մինչև 1 տ քաշով,
Միջին - մինչև 10 տ
Ծանր - ավելի քան 10 տոննա, Իր հերթին, ծանր մեքենաները բաժանվում են մեծերի (մինչև 30 տոննա), իրականում ծանր (մինչև 100 տոննա) և եզակի (ավելի քան 100 տոննա):
Ըստավտոմատացման աստիճանը տարբերակել:
Ձեռքով աշխատող մեքենաներ,
Կիսաավտոմատ
Ավտոմատ մեքենաներ.
Ըստspindle գտնվելու վայրը մեքենաները բաժանվում են.
Հորիզոնական,
Ուղղահայաց
հակված.
Ըստհամակենտրոնացման աստիճանը Մեքենաների աշխատանքը բաժանվում է.
Միայնակ դիրք;
Բազմ դիրք: .
Աղյուսակ 1. Մետաղագործության դասակարգում
Շարժումներ մեքենաներում
Մեքենաների վրա մասեր արտադրելիս գործիքը կամ աշխատանքային մասը կարող է կատարել հետևյալ շարժումները՝ հիմնական, սնուցող, բաժանում, գլանվածք, դիֆերենցիալ և օժանդակ:
Հիմնական կտրող շարժում Դ
r ապահովում է չիպսերի հեռացումը աշխատանքային մասից ամենաբարձր արագությամբ կտրման գործընթացում: Հիմնական շարժումը կարող է լինել պտտվող և գծային թարգմանական (Նկար 3.1): Այս շարժումը կարող է իրականացվել ինչպես աշխատանքային մասի, այնպես էլ կտրող գործիքի միջոցով:
Նկար 1. Շարժումներ մեքենաներում
Կերակրման շարժում Դ
ս թույլ է տալիս աշխատանքային մասի նոր տարածքներ բերել գործիքի կտրող եզրի տակ, դրանով իսկ ապահովելով չիպսերի հեռացումը ամբողջ մշակված մակերեսից: Սնուցման արագությունը v ս շեղբերով կտրելիս այն սահմանվում է մմ/րոպե:Բաժանման շարժումներ իրականացվում են գործիքի նկատմամբ աշխատանքային մասի պահանջվող անկյունային (կամ գծային) շարժումն իրականացնելու համար: Բաժանարար շարժումը կարող է լինել շարունակական (փոխանցումների ձևավորման, շարժակների հոբինգի, հանդերձանքի պլանավորման, թիկունքի և այլ մեքենաների մեջ) և ընդհատվող (օրինակ, բաժանարար մեքենաներում քանոնի վրա հարվածներ կտրելիս): Ընդհատվող շարժումն իրականացվում է անիվով, մալթական խաչով կամ բաժանարար գլխով:
Պտտվող շարժում - սա կտրող գործիքի և աշխատանքային մասի համակարգված շարժումն է, որը վերարտադրում է որոշակի կինեմատիկական զույգի ներգրավումը ձևավորման ընթացքում: Օրինակ, հանդերձանքի ձևավորման ժամանակ կտրիչը և աշխատանքային մասը վերարտադրում են երկու շարժակների ցանցը: Շարժման շարժումը անհրաժեշտ է հանդերձում մշակող մեքենաներում ձևավորելու համար՝ փոխանցումատուփի հոբբինգ, փոխանցումատուփի պլանավորում, փոխանցումատուփի ձևավորում, փոխանցումատուփի մանրացում (գլանաձև և թեք անիվների մշակման ժամանակ):
Դիֆերենցիալ շարժում ավելացված է աշխատանքային մասի կամ գործիքի ցանկացած շարժմանը: Դրա համար կինեմատիկական շղթայում ներդրվում են գումարման մեխանիզմներ: Հարկ է նշել, որ կարելի է ամփոփել միայն միատարր շարժումները՝ պտտական՝ պտտվողով, թարգմանական՝ թարգմանականով։ Դիֆերենցիալ շարժումները անհրաժեշտ են հանդերձում տեղադրելու, շարժակների պլանավորման, հանդերձում մանրացման, թիկունքի և այլ մեքենաներում:
Հաշվարկված շարժումները ներգրավված են աշխատանքային մասի ձևավորման մեջ: Այնուամենայնիվ, մեքենայի վրա անհրաժեշտ է նաև այլ շարժումներ կատարել. կտրող գործիքը բերեք աշխատանքային մասի մոտ, վերամշակման ավարտից հետո հանեք այն, սեղմեք աշխատանքային մասը, հանեք այն, տեղադրեք նորը, միացրեք արագությունը կամ սնուցումը, անջատեք: մեքենա. Նման շարժումները կոչվում են օժանդակպատրաստում են կտրման գործընթացը, բայց իրենք չեն մասնակցում դրան։
Օժանդակ շարժումները կատարվում են ձեռքով կամ ավտոմատ ցիկլով։ Օժանդակ շարժումների ավտոմատացումը մեծացնում է աշխատանքի արտադրողականությունը։
Վերահսկիչ հարցեր
1. Ի՞նչ չափանիշներով են դասակարգվում մետաղահատ մեքենաները:
2. Ինչպե՞ս է ձևավորվում սերիական արտադրության մեքենաների մոդելային ծածկագիրը: Բերեք օրինակներ։
3. Հաստոցների ի՞նչ ճշտության դասեր գիտեք:
4. Ի՞նչ է կոչվում հիմնական շարժում: Տրե՛ք մեքենաների օրինակներ, որոնցում հիմնական շարժումը ուղղագիծ է:
5. Ո՞ր շարժումներն են հիմնականը:
6. Ինչպե՞ս կարող եք տարբերակել ձեռքով կառավարվող մեքենան ծրագրային կառավարվող մեքենայից՝ հիմնվելով մոդելի նշանակման վրա:
7. Անվանե՛ք այն օժանդակ շարժումները, որոնք կարելի է կատարել խառատահաստոցի վրա:
Թեմա 2. Հիմնական մեքենաների մասեր
Հաստոցների կրող կամ բազային մասերը նախագծված են գործիք կամ աշխատանքային կտոր կրող միավորների անհրաժեշտ տարածական դասավորությունը ստեղծելու և բեռի տակ դրանց հարաբերական դիրքի ճշգրտությունը ապահովելու համար: Գործիքի և աշխատանքային մասի միջև հիմնական մասերի հավաքածուն կազմում է մեքենայի օժանդակ համակարգը:
Հիմնական մասերը պետք է ունենան.
Բոլոր կրիտիկական մակերևույթների սկզբնական արտադրության բարձր ճշգրտություն՝ մեքենայի պահանջվող երկրաչափական ճշգրտությունն ապահովելու համար.
Բարձր խոնավեցնող հատկություններ, այսինքն ՝ գործիքի և աշխատանքային մասի միջև թրթռումները թրթռման տարբեր աղբյուրներից թուլացնելու ունակություն.
Բարձր կոշտություն, որը որոշվում է շարժվող և ամրացված հոդերի հատուկ դեֆորմացիաներով, տեղային դեֆորմացիաներով և հիմքի մասերի դեֆորմացիաներով.
Երկարակեցություն, որն արտահայտվում է բազային մասերի ձևի կայունությամբ և ուղեցույցների՝ շահագործման տվյալ ժամանակահատվածում իրենց սկզբնական ճշգրտությունը պահպանելու ունակությամբ։
Բացի այդ, հիմքի մասերը պետք է ունենան փոքր ջերմային դեֆորմացիաներ, որոնց պատճառով կարող են առաջանալ աշխատանքային մասի և գործիքների հարաբերական տեղաշարժեր:
Մահճակալներ և մահճակալների ուղեցույցներ
Մահճակալ. Մահճակալը օգտագործվում է մեքենայի մասերի և հավաքների մոնտաժման համար, շարժական մասերը և հավաքույթները կողմնորոշված են և շարժվում են դրա նկատմամբ: Մահճակալը, ինչպես օժանդակ համակարգի մյուս տարրերը, պետք է ապահովի մեքենայի ծառայության ժամկետի ընթացքում աշխատանքային մասերը սահմանված ռեժիմներով և ճշգրտությամբ մշակելու հնարավորություն: Սա ձեռք է բերվում դիզայնի, շրջանակի նյութի և դրա արտադրության տեխնոլոգիայի ճիշտ ընտրությամբ՝ ապահովելու համար անհրաժեշտ կոշտությունը, թրթռման դիմադրությունը և ուղեցույցների մաշվածության դիմադրությունը:
Մահճակալները բաժանված են հորիզոնական և ուղղահայաց (դարակաշարերի):
Արտադրության հիմնական նյութը չուգուն է՝ չուգուն շրջանակների համար, պողպատը՝ եռակցվածների համար։

Նկար 2 - Հորիզոնական (ա) և ուղղահայաց (5) շրջանակների հատվածներ
Էքսկուրսավարներ.
Մեքենայի բաղադրիչների պահանջվող հարաբերական դիրքը և գործիքի և աշխատանքային մասի հարաբերական շարժման հնարավորությունը ապահովված են ուղեցույցներով:
Ըստ իրենց նպատակի և դիզայնի, ուղեցույցները կարող են դասակարգվել ըստ հետևյալ չափանիշների.
Ըստ շարժման տեսակի. հիմնական շարժման ուղեցույցներ (օրինակ, երկայնական պլանավորման մեքենայի սեղան-մահճակալ); կերակրման շարժման ուղեցույցներ; ուղղորդում է փոխկապակցված և օժանդակ մասերի և հավաքների վերադասավորումները, որոնք անշարժ են մշակման ընթացքում.
Շարժման հետագծի երկայնքով՝ ուղղագիծ և շրջանաձև շարժման ուղեցույցներ;
Տիեզերքում հանգույցի շարժման հետագծի ուղղությամբ՝ հորիզոնական, ուղղահայաց և թեքված;
Ըստ երկրաչափական ձևի՝ պրիզմատիկ, հարթ, գլանաձև, կոնաձև (միայն շրջանաձև շարժման համար) և դրանց համակցությունները։

Նկար 3 - Երկայնականով ճշգրտման տարրեր (Ա)և լայնակի (բ)սեպ, ճնշմամբ (V)և հարմարեցված առաքման նշում (G)բար
Հաստոցների մեջ առավել տարածված են սահող և գլորվող ուղեցույցները։Լոգարիթմական ուղեցույցներ (Նկար 4) սովորաբար պատրաստվում են մոխրագույն չուգունից: Չուգուն օգտագործվում է այն դեպքերում, երբ ուղեցույցները պատրաստված են որպես մեկ կտոր շրջանակի կամ շարժվող միավորի հետ:

Նկար 4 - Լոգարիթմական ուղեցույցների հիմնական խաչմերուկի ձևերը.
Ա- հարթ; բ- պրիզմատիկ; Վ- աղավնի պոչի ձևով; Գ- գլանաձեւ
Ելնելով սահող շփման տեսակից, առանձնանում են հետևյալ ուղեցույցները.
Հիդրոստատիկ (Նկար 5) - հիմնական շարժման և կերակրման ուղեցույցներ; այս ուղեցույցներում քսայուղային շերտը ստեղծվում է բարձր ճնշման տակ յուղ մատակարարելով անհրաժեշտ չափի հատուկ գրպաններ.
Խառը քսումով - կերակրման ուղեցույցների մեծ մասը;
Սահմանային քսումով - կերակրման ուղեցույցներ, որոնք գործում են շատ ցածր սահող արագությամբ;
Օդային քսումով` աերոստատիկ:
Նավթի մատակարարում գրպաններին

Նկար.5 - Հիդրոստատիկ ուղեցույցների դիագրամ
Լայնորեն օգտագործվում է հաստոցների մեջշարժակազմի ուղեցույցներ օգտագործելով գնդիկներ և գլանափաթեթներ որպես միջանկյալ շարժակազմեր: Գլորվող ուղեցույցների առավելությունը ցածր շփումն է՝ անկախ շարժման արագությունից: Գլորվող ուղեցույցները ապահովում են շարժումների բարձր ճշգրտություն, դանդաղ շարժումների միատեսակություն, դրանք ավելի դիմացկուն են, քան սահող ուղեցույցները։ Ինչպես լոգարիթմական ուղեցույցները, այնպես էլ պտտվող ուղեցույցները կարող են փակ կամ բաց լինել:
Ուղղորդող երկաթուղային պաշտպանության սարքեր ապահովել դրանց հուսալի աշխատանքը և պաշտպանել աշխատանքային մակերեսները փոշուց, չիպսերից և կեղտից: Մեքենայի շարժական միավորին ամրացված վահաններ (Նկար 6,Ա) կամ, ավելի հազվադեպ, դեպի շրջանակ, որն օգտագործվում է շարժվող միավորի փոքր շարժումների համար: Հեռադիտակային վահաններ, որոնք բաղկացած են մի քանի շարժական պողպատե վահաններից (Նկար 6,բ) շարժվող հոդերի կնիքներով, որոնք օգտագործվում են զգալի հարվածների երկարությամբ միջին և ծանր մեքենաներում: Պողպատե շերտեր (Նկար 6.գ - դ) օգտագործվում է շարժվող միավորի երկար հարվածով տարբեր մեքենաների վրա: Հարմոնիկայի ձևով փչակներ («ակորդեոններ») (Նկար 6, ե), պատրաստված տարբերՆյութերը, ներառյալ պոլիմերները, ապահովում են բարձր ամրություն, օգտագործվում են հղկման և այլ մեքենաների վրա:
Նկար 6 - Պաշտպանիչ սարքեր ուղեցույցների համար.
Ա- վահաններ; բ- հեռադիտակային վահաններ; Վ,գ, դ -ժապավեններ; ե- հարմոնիկայի ձևով փչակ
Spindle և դրա հենարանները
Spindle – սա մետաղահատ մեքենայի առանցքն է, որը պտույտ է փոխանցում դրանում ամրագրված գործիքին կամ աշխատանքային մասին.
Ափի կառուցվածքային ձևը կախված է դրա վրա սեղմող սարքը կամ գործիքը ամրացնելու եղանակից, շարժիչ տարրերի տեղավորությունից և օգտագործվող հենարանների տեսակներից: Գծապատկերները սնամեջ են պատրաստում ձողի անցման, ինչպես նաև դրա քաշը նվազեցնելու համար:
Գլանաձև և սահող առանցքակալներ օգտագործվում են որպես հաստոցների լիսեռների հենարաններ: Քանի որ spindles-ից պահանջվում է բարձր ճշգրտություն, շարժակազմի առանցքակալները պետք է լինեն բարձր ճշգրտության դասերի: Առջևի հենարանը օգտագործում է ավելի ճշգրիտ առանցքակալներ, քան հետևի: Ողերը և առանցքակալները պետք է հուսալիորեն պաշտպանված լինեն աղտոտումից և քսանյութից կտրվելուց, այդ նպատակով օգտագործվում են տարբեր կնիքներ:
Վերահսկիչ հարցեր
1. Ի՞նչ է այս մահճակալը:
2. Ուղեցույցների դասակարգում.
3. Սահմանել spindle.
Թեմա 3. Հաստոցներ, որոնք օգտագործվում են հաստոցներում
Պտտման շարժման փոխանցում:
Շարժիչի պտտման արագությունը շարժման օղակից դեպի շարժիչը փոխելու համար օգտագործվում են գոտի, փոխանցումատուփ և ճիճու կրիչներ: Վարորդի արագության հարաբերակցությունըՊ vd վարելու արագությանըՊ vsch հղումը կոչվում էհանդերձում հարաբերակցությունը.
Գոտիավորում օգտագործվում է միմյանցից հեռու լիսեռների միջև պտտվող շարժում փոխանցելու համար: (Նկար 3.7, ա)

Նկար 7 - Պտտվող շարժման փոխանցումներ
Շղթայական փոխանցում , ինչպես գոտի, այն օգտագործվում է միմյանցից հեռու գտնվող լիսեռների միջև պտույտը փոխանցելու համար: Այս շարժակներն օգտագործվում են մետաղահատ մեքենաներում և փոխակրիչներում։ (Նկար 7, բ)
հանդերձում - մեխանիզմ, որը, օգտագործելով փոխանցումը, փոխանցում և փոխակերպում է շարժումը (առանց սահելու) անկյունային արագությունների և մոմենտի փոփոխություններով: (Նկար 7, գ)
Որդանման հանդերձանք բաղկացած է ճիճուից և ճիճու անիվից։ Որդանման հանդերձանքի փոխանցման գործակիցները հաշվարկվում են բանաձևովես = զ հ /զ հ.կ. , Որտեղ զ հ - ճիճուների անցումների քանակը;զ հ.կ. - ճիճու անիվի ատամների քանակը. (Նկար 7, դ)
Որդանման հանդերձանքի առավելություններն են կոմպակտությունը, աղմուկի բացակայությունը, հարթ վազքը և մեծ կրճատման հնարավորությունը, շարժակների թերությունները ներառում են ցածր արդյունավետությունը:
Թարգմանական շարժման թարգմանություն.
Այս փոխանցումները ծառայում են պտտվող շարժումը փոխակերպելու աշխատանքային մարմնի ուղղագիծ փոխադրական շարժման։ Հաստոցներում օգտագործվում են դարակաշարեր, պտուտակային զույգեր (լոգարիթմական և գլորվող), ճոճվող, խցիկի մեխանիզմներ և այլն:
Դարակի և պինիոնի փոխանցում ծառայում է դարակի և պինիոնի անիվի պտտվող շարժումը փոխակերպելու համար դարակի թարգմանական շարժման մեջ և հակառակը: Դարակի և պինիոնի փոխանցման տուփը կարող է կատարվել անիվի և դարակի պտտվող և պտուտակաձև փոխանցման միջոցով:
Դարակաշարային և պինյոնային փոխանցումներն օգտագործվում են մետաղ կտրող մեքենաներում, օրինակ, խառատահաստոցներում՝ հենարանի երկայնական սնուցման շարժումն իրականացնելու համար կտրիչով մշակվող աշխատանքային մասի նկատմամբ։
Պտուտակը փոխանցվեց օգտագործվում է այն դեպքերում, երբ անհրաժեշտ է շարժում ձեռք բերել ցածր արագությամբ: Պտտումը փոխանցվում է պտուտակին; ընկույզը և դրա հետ կապված սեղանը կամ սլայդը շարժվում են գծային և աստիճանաբար:
Կռունկ-լծի մեխանիզմները (կրճատվում են որպես ճոճվող մեխանիզմներ) հետադարձ ճոճանակով օգտագործվում են խաղային ավտոմատներում, իսկ հպվող ճոճանակներով՝ խաչաձև պլանավորման մեքենաներում: Ճոճվող մեխանիզմներն ապահովում են ավելի մեծ արագություն հակառակ անգործության և սահուն շարժման ժամանակ:
Պարբերական շարժումների մեխանիզմներ.
Որոշ մեքենաներ պահանջում են պարբերական փոփոխություններ իր տարրերի կամ առանձին բաղադրիչների դիրքում: Այդ նպատակով օգտագործվում են զրահավոր և մալթական մեխանիզմներ, մասնակի փոխանցումներ, տեսախցիկի մեխանիզմներ և անցնող ճարմանդներով մեխանիզմներ, էլեկտրական, օդաճնշական և հիդրավլիկ մեխանիզմներ:
Արգելանիվներ առավել հաճախ օգտագործվում են հաստոցների սնուցման մեխանիզմներում, որոնցում մշակված մասի, կտրող (հատիչ, հղկող անիվ) կամ օժանդակ (ադամանդ հղկող անիվը հագցնելու համար) գործիքի շարժումն իրականացվում է շրջվելու կամ հակադարձ հարվածի ժամանակ (պլանավորման, ճեղքման ժամանակ, հղկման մեքենաներ, բաժանարար մեքենաներ):
Շատ դեպքերում մեքենայական բաղադրիչների գծային շարժման համար օգտագործվում են ճարմանդային մեխանիզմներ: Թաթը պարբերաբար որոշակի անկյան տակ պտտում է արտաքին և ներքին ատամներով ամրագոտի անիվը, որը կինեմատիկորեն միացված է սեղանի, հենարանի և այլնի համար նախատեսված կապող պտուտակին։ շրջանաձև պարբերական շարժումներ.
Մալթայի մեխանիզմներ օգտագործվում է հիմնականում պարբերական պտույտի մշտական անկյան տակ բաժանարար սարքերում, օրինակ՝ պտուտահաստոցների, պտուտակների բլոկների և ավտոմատ խառատահաստոցների սեղանների, բազմաֆունկցիոնալ սեղանների պտտման համար և այլն։

Նկար 8 - ասիմետրիկ (ա), սիմետրիկ (բ) ատամի պրոֆիլով և հարթ մալթական հանդերձանքով (c) ամրացվող մեխանիզմներ:
1 – պտտվող անիվ, 2 – թաթ, 3 – լծակ, 4 – կռունկ մեխանիզմ, 5 – կռունկ սկավառակ, 6 – պտուտակ, 7 – պտուտակ, 8 – պտուտակ, 9 – վահան, 10 – մալթական խաչ, 11 – գլանափաթեթ, 12 – կռունկ, α – անկյուն, որը որոշում է մալթական խաչաձև ակոսների դիրքը, ß – անկյունը կռունկի և մալթական խաչի առանցքների միջև:
Վերահսկիչ հարցեր
1. Հաստոցների ո՞ր փոխանցումներն են միավորի պտտական շարժումը փոխակերպում փոխակերպման:
2. Անվանե՛ք պարբերական շարժումների մեխանիզմները: Ի՞նչ մեքենաներում են դրանք օգտագործվում:
Թեմա 4. Փոխանցման տուփեր
Արագության տուփերը կառուցվածքայինորեն ներառված են մեքենայի հիմնական շարժման քայլային հսկողության շարժիչի մեջ.
Փոխանցման տուփերը ապահովում են.
Մեծ տեսականի Դելքային արագության վերահսկում. D = n առավելագույնը /Պ ր . Այստեղ Պ առավելագույնը Եվ Պ ր համապատասխանաբար, spindle-ի պտտման առավելագույն և նվազագույն արագությունը (min 1), գծային հիմնական շարժումով - սլայդի կամ սեղանի մեկ րոպեում կրկնակի հարվածների առավելագույն և նվազագույն քանակը.
Առանց սայթաքման (փոխանցման մշտական հարաբերակցություն);
Մշտական էներգիայի փոխանցում;
Բավականին մեծ թվով տարբեր ելքային արագություններ իրենց փոխանցման տուփերի համեմատաբար փոքր չափերով.
Բարձր ոլորող մոմենտների փոխանցում;
Բարձր արդյունավետություն.
Փոխանցման տուփերը կոմպակտ են, հեշտ է պահպանել և հուսալի շահագործման մեջ:

Նկար 9 - Երկլիսեռ փոխանցման տուփեր՝ շարժական փոխանցման միավորով (ա) և կալանքով (բ):
I – շարժիչ լիսեռ, II – շարժիչ լիսեռ, 1 – կցորդիչ
Ըստ փոխանցումների փոխարկման մեթոդի՝ փոխանցումատուփերն են.
- փոխարինելի շարժակների հետ , որոնք առավել հաճախ օգտագործվում են մասնագիտացված մեքենաներում, հիմնական շարժման շարժիչի համեմատաբար հազվադեպ պարամետրերով ավտոմատ և կիսաավտոմատ մեքենաներում: Նրանք ունեն փոքր ընդհանուր չափսեր և վերացնում են վթարային հանդերձանքի տեղափոխման հնարավորությունը: Միևնույն ժամանակ, անիվները փոխելու ժամանակը մեծանում է, երբ անհրաժեշտ է փոխել արագությունը.
- փոխանցման անիվների և ագույցների շարժական բլոկներով , որոնք լայնորեն կիրառվում են հիմնականում ձեռքով աշխատող ունիվերսալ մեքենաներում։ CNC մեքենաները օգտագործում են փոխանցումներ, որոնք ավտոմատ կերպով փոխարկվում են անհատական էլեկտրամեխանիկական (ավելի հաճախ հիդրավլիկ) շարժիչների միջոցով:
Ըստ դասավորության առանձնանում են փոխանցման տուփեր՝ չբաժանված և առանձնացված շարժիչներով։ Առաջին դեպքում փոխանցումատուփը գտնվում է պտուտակի գլխում, իսկ երկրորդում՝ դրանից դուրս։
Թեմա 5. Կցորդիչներ և արգելակման սարքեր
Կցորդիչներ.
Հաստոցների մեջ երկու կոաքսիալ լիսեռ միացնելու համար օգտագործվում են տարբեր տեսակի ագույցներ:
Չանջատող ագույցներ ծառայում են լիսեռների կոշտ միացման համար: Օրինակ, միացումներ, օգտագործելով թեւ, առաձգական տարրերի միջոցով կամ միջանկյալ տարրի միջոցով, որն ունի երկու փոխադարձ ուղղահայաց ելուստներ ծայրային հարթությունների վրա և թույլ տալով փոխհատուցել միացված լիսեռների անհամապատասխանությունը:
Խճճված ագույցներ օգտագործվում է լիսեռների պարբերական միացման համար: Մեքենաներն օգտագործում են փոխկապակցվածությունտեսախցիկ ագույցներ սկավառակների տեսքով՝ ծայրային ատամներով խցիկներով Եվ հանդերձում ագույցներ. Ցանցային ագույցների թերությունը միացման դժվարությունն է, երբ մեծ տարբերություն կա շարժիչ և շարժվող տարրերի անկյունային արագությունների մեջ:
Շփման ճիրաններ զուրկ ցանցավոր ագույցների նշված թերությունից, դրանք կարող են միանալ շարժիչ և շարժիչ տարրերի պտտման ցանկացած արագությամբ: Ծանրաբեռնվածության տակ շարժիչ տարրի սայթաքման հնարավորությունը կանխում է մեքենայի մեխանիզմների վթարները: Շփման ճիրանները լինում են կոնի և սկավառակի տեսակների: Հիմնական շարժման և սնուցման կրիչներում լայնորեն օգտագործվում են բազմասկավառակ կցորդիչներ՝ փոխանցելով զգալի ոլորող մոմենտներ՝ համեմատաբար փոքր չափսերով:

Նկար 10 - առանցքների միացման կցորդիչներ.
ա - կոշտ թփերի տեսակ; բ – առաձգական տարրերով; գ – խաչաձեւ սահող; g - տեսախցիկ; դ – մեխանիկական սկավառակով բազմասկավառակ; e – էլեկտրամագնիսական; 1 – լվացող մեքենա՝ 2 – սկավառակ; 3 - գնդակ; 4,5,8,12 - թփեր; 6 - ընկույզ; - 7 – զսպանակ՝ 9 – կծիկ; 10 - սկավառակներ; 11 - խարիսխ
Անվտանգության ագույցներ , նորմալ աշխատանքային պայմաններում միացնելով երկու լիսեռ, կոտրել կինեմատիկական շղթան, երբ բեռը գերազանցում է: Դա տեղի է ունենում, երբ ոչնչացվում է հատուկ տարրը, երբ զուգավորվող կամ քսվող մասերը (օրինակ՝ սկավառակները) սահում են, և միացման երկու զուգակցող մասերի խցիկները անջատվում են: Քանդվող տարրը սովորաբար քորոց է, որի խաչմերուկի մակերեսը հաշվարկվում է տվյալ ոլորող մոմենտին համապատասխան:
Գերազանցող ճիրաններ նախագծված են ոլորող մոմենտ փոխանցելու համար, երբ կինեմատիկական շղթայի օղակները պտտվում են տվյալ ուղղությամբ և դրանք առանձնացնելու հակառակ ուղղությամբ պտտվելիս, ինչպես նաև փոխանցելու պտտման տարբեր հաճախականությունների լիսեռ, օրինակ՝ դանդաղ (աշխատանքային) և արագ ( օժանդակ): Գերազանցող ճարմանդը թույլ է տալիս փոխանցել լրացուցիչ (արագ) պտույտ առանց հիմնական շղթան անջատելու:
Արգելակման սարքեր.
Արգելակման սարքերը օգտագործվում են շարժվող ագրեգատների կամ հաստոցների առանձին տարրերի շարժումը դադարեցնելու կամ դանդաղեցնելու համար: . Արգելակումը կարող է իրականացվել մեխանիկական, էլեկտրական, հիդրավլիկ, օդաճնշական կամ միջոցների համակցությամբ: Հիդրավլիկ կամ օդաճնշական շարժիչ չունեցող մեքենաներում օգտագործվում է մեխանիկական կամ էլեկտրական արգելակում։ Մեխանիկական արգելակների հիմնական տեսակները՝ ժապավեն, արգելափակել և բազմասկավառակ:
Բազմասկավառակ արգելակը սովորական բազմասկավառակ կալանք է, որի պատյանը կոշտ ամրացված է մեքենայի անշարժ մասի վրա: Ունիվերսալ մեքենաների արգելակման շարժիչը սովորաբար ձեռքով է: Ավտոմատացված մեքենաների վրա արգելակային շարժիչը հեռակառավարվում է ծրագրի միջոցով:
Արգելակները տեղադրված են փոխանցումատուփերի արագընթաց լիսեռների վրա։ Անհրաժեշտության դեպքում դրանք արգելափակվում են մեկնարկային ճարմանդներով:
Վերահսկիչ հարցեր.
1. Ինչի՞ համար են օգտագործվում փոխանցման տուփերը:
2. Կա՞ն փոխանցման տուփերի տարբեր տեսակներ, որոնք հիմնված են փոխանցումների տեղափոխման մեթոդի վրա:
3.Նկարագրեք ագույցների դասակարգումը:
4. Արգելակման սարքերի նպատակը.
5. Մեխանիկական արգելակների հիմնական տեսակները.
Թեմա 6. Փոխանցման տուփեր
Փոխանցման տուփեր մետաղահատ մեքենաներում դրանք նախատեսված են փոխելու սնուցման մեծությունն ու ուղղությունը շարժակների միացման միջոցով:
Կոնե հավաքածու օղակաձև հանդերձով օգտագործվում է ձեռքով կառավարվող պտուտակով կտրող խառատահաստոցների սնուցման շարժիչներում: Այս հավաքածուի փոխանցումների թիվը հասնում է տասի, անցումը կատարվում է բռնակի միջոցով1 , շարժելով գլխարկի անիվը2. Այս փոխանցման տուփի առավելությունը մետաղի ցածր սպառումն է (փոխանցումների քանակը երկուսով ավելի է, քան փոխանցումների թիվը): Այնուամենայնիվ, օղակաձև հանդերձի առկայության պատճառով կոնի հավաքածուն չի կարող օգտագործվել բարձր հզորություն փոխանցող մեքենաներում, քանի որ մեխանիզմն ունի ցածր կոշտություն: Մեկ այլ թերություն այս փոխանցման տուփի օգտագործման անհնարինությունն է այն շղթաներում, որտեղ շարժիչի լիսեռի շարժումը հակադարձվում է, քանի որ շարժումը կոնից դեպի օղակաձև փոխանցում (կամ հակառակը) կարող է փոխանցվել միայն նկարում նշված ուղղությամբ:
Նկարահանման ստեղնով կոնաձև հավաքածու - կոմպակտ մեխանիզմ, որն իրականացնում է մինչև 10 տարբեր փոխանցման գործակիցներ: Զույգ կոնների բոլոր փոխանցումների տեղափոխումը կառավարվում է մեկ բռնակով, որը միացված է գծելու բանալիին3. Այս մեխանիզմի թերությունները ներառում են. նեղ շարժակների անբավարար դասավորվածություն; շարժակների մաշվածության ավելացում (բոլորն էլ անընդհատ ցանցի մեջ են) և նկարելու բանալին; ցածր արդյունավետություն.

Նկար 11 - Feedbox մեխանիզմի դիագրամներ.
ա - օղակաձեւ հանդերձանքով կոն հավաքածու; 6 - կոնաձև հավաքածու՝ նկարելու բանալիով; գ - թեքության դիֆերենցիալ. դ - մոլորակային մեխանիզմ; դ - մեկ զույգ կիթառ; 1 - բռնակ; 2 - օղակաձև հանդերձում; 3 - նկարել բանալին; 4 - T- ձեւավորված լիսեռ; 5- քաշվել 6 - կիթառի ծածկույթ; 7. 8-փոխարինվող շարժակներ
Կիթառ - սա կինեմատիկական շղթան կարգավորելու օղակ է, օգտագործելով փոխարինվող շարժակներ. օգտագործվում է տարբեր կինեմատիկական շղթաներում՝ փոխանցման տուփեր, սնուցումներ, տարբեր տեսակի հաստոցների դիֆերենցիալ սխեմաներում աշխատող, հատկապես սերիական և զանգվածային արտադրության մեջ: Շատ դեպքերում, որոշակի փոխանցման գործակիցներ ձեռք բերելու համար օգտագործվում է կամ կրկնակի զույգ կիթառ (երկու զույգ փոխարինելի շարժակներ) կամ մեկ զույգ կիթառ (Նկար 3.11,դ); Երեք զույգ կիթառներ օգտագործվում են չափազանց հազվադեպ, երբ անհրաժեշտ է փոխանցման փոքր գործակիցներ կամ պահանջվում է բարձր ճշգրտության թյունինգ: Մեկ զույգ կիթառները մեծ ճշգրտություն չեն ապահովում փոխանցման փոխանցման գործակից ընտրելիս, քանի որ սովորաբար հավաքածուում շատ քիչ փոխարինող անիվներ կան (8... 10 հատ), և, բացի այդ, կիթառի դիզայնն այնպիսին է, որ հեռավորությունը փոխարինող անիվների առանցքների միջևB = հաստատ. Երկու փոխարինող շարժակներ ընտրելիսզ 1 Եվ զ 2 անհրաժեշտ է բավարարել դրանց կպչման պայմանը
IN= m(z, + z 2 )/2, (1)
Որտեղ T -հանդերձում մոդուլ.
Անընդհատ փոփոխական փոխանցումներ չեն ապահովում փոխանցման ճշգրիտ գործակիցները, ուստի դրանք օգտագործվում են միայն այն դեպքերում, երբ սնուցումները որոշվում են կտրման պայմաններով:
Սովորաբար մայրերը նախատեսում են երեխային մանկապարտեզ ընդունել մայրության արձակուրդի ավարտին: Երբեմն նրանք դա անում են նախկինում ...
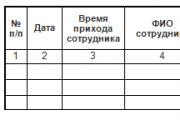
Աշխատակիցների աշխատաժամանակի մատյանը թույլ է տալիս գործատուին վերահսկել, թե քանի ժամ է աշխատել...

23.05.2018 Իր մասնագիտական գործունեության իրականացման համար պաշտոնապես աշխատող քաղաքացին ստանում է ամսական...

Ներածություն 3 Գլուխ 1 Հիմնական հասկացություններ՝ «աշխատակազմ» և «կադրային աղյուսակ» 5 Գլուխ 2 Կադրերի աղյուսակի հաշվարկման մեթոդիկա 9...

Անհավանական փաստեր Հաճախ, երբ հանդիպում ենք հին ծանոթի, նրան բնական հարց ենք տալիս՝ «Ի՞նչ ես անում հիմա»...

Պատասխան TheQuestion գործընկերոջից Նախ սա մեդիա ոլորտն է։ Դասական թերթեր, ամսագրեր և նույնիսկ հեռուստատեսություն ամենուր են...

Սլայդի նկարագրություն. Քարտեզ, որն արտացոլում է «Ազատությունն աշխարհում 2008» վարկանիշի տվյալները: ██ ազատ երկրներ ██...

Ներկայացման նախադիտումներից օգտվելու համար ստեղծեք Google հաշիվ և...
Ներքին վերահսկողության դերը բազմակողմանի է, և նրա գործառույթները շինարարական կազմակերպության կառավարման համակարգում...

2017 թվականին Հոլդինգում ինտեգրվել է United Instrument-Making Corporation-ը։ Հոլդինգային ընկերության...
Yandex Taxi-ն Ռուսաստանում ամենամեծ և ամենահայտնի փոխադրողներից է: Սպասարկման որակ, ֆիրմային...

Գլխավոր > Վիքի-դասագիրք > Պատմություն > 6-րդ դասարան > Արհեստ և առևտուր...

Ի՞նչ է մասնագիտությունը: «Մասնագիտություն» տերմինը գալիս է լատիներեն արմատից, որը նշանակում է՝ խոսել, հայտարարել,...

Դաս. 2 Դասի ներկայացում Հետ առաջ Ուշադրություն: Սլայդի նախադիտումն օգտագործվում է...
Աշխատողի ժամանակի գրանցամատյանը թույլ է տալիս գործատուին վերահսկել, թե քանի ժամ...

23.05.2018 Իր մասնագիտական գործունեության իրականացման համար պաշտոնապես աշխատող քաղաքացին...