Руководство "газпрома" - газовые короли россии Кто входит в совет директоров газпрома
Корпорация «Газпром» - в числе крупнейших игроков российской и мировой экономики. Каким образом организована структура...
Основная задача производственной системы состоит в постоянном совершенствовании так называемого «потока создания ценности» для целевой аудитории. Его основой служит рациональное сочетание всех процессов. Благодаря этому продукция может выпускаться с минимальными трудовыми затратами. Кроме того, это воздействует и на экономические показатели, а также на результаты производственно-хозяйственной деятельности организации, включающие в себя и себестоимость продукта, и рентабельность производства, и прибыль, и размер оборотных средств, и объемы незавершенного производства.
Одновременно с этим, для многих организаций важнейшим остается вопрос эффективности производственных процессов с позиции сложности и продолжительности производственного цикла. Чем он длиннее, тем больше задействовано в нем дополнительных производств, тем меньшей эффективностью отличается производство вообще. К тому же приходится прилагать массу усилий, чтобы координировать процесс и обеспечивать бесперебойную работу.
Именно для решения этой проблемы многие компании внедряют в свою деятельность систему бережливого производства, позволяющую оптимизировать производственный процесс, повышать качество производимого продукта и сокращать издержки. Ему и посвящена эта статья.
Бережливое производство (в англ. языке оно имеет два названия: «lean manufacturing» и «lean production») – это особый подход к управлению предприятием, позволяющий повышать качество работы через сокращение потерь. Под потерями понимается все, что снижает эффективность работы. К основным видам потерь относятся:
Система бережливого производства может быть внедрена в проектирование, в , в само производство и даже в процесс сбыта продукции.
Разработали эту систему на рубеже 1980-х-1990-х годов японские инженеры Тайити Оно и Сигео Синго (вообще, ее зачатки появились еще в середине ХХ века, но адаптирована она была лишь в его конце). Целью инженеров было сократить действия, не добавляющие продукту ценности, в течение всего его жизненного цикла. Таким образом, система является не просто технологией, а целой управленческой концепцией с максимальной ориентацией производства на рынок и заинтересованным участием всего персонала компании.
Полученный опыт внедрения системы (иногда – отдельных ее элементов) в работу различных организаций показал ее эффективность и перспективность, и в настоящее время применяется в самых разных отраслях. Если изначально система использовалась только на автомобильных заводах «Тойота», «Хонда» и т.д. (и называлась Toyota Production System), то сегодня она встречается во множестве других сфер:
Независимо от того, в какой области используется система бережливого производства, она позволяет серьезно повысить эффективность работы и многократно сократить потери, пусть и требует определенной адаптации под конкретную компанию. В этом видео рассказано, как может измениться работа организации с применением Lean-технологий.
Кстати, предприятия, внедряющие в свою деятельность систему бережливого производства, нередко называют «бережливыми». От любых других предприятий они отличаются несколькими важными характеристиками.
Во-первых, основой производства этих предприятий являются люди. Они играют роль созидательной силы в производственном процессе. Оборудование и технологии в свою очередь – лишь средство достижения цели. Главный посыл здесь – то, что ни одна технология, стратегия или теория не способны сделать компанию успешной, привести ее к высоким результатам могут только люди со своим творческим и интеллектуальным потенциалом.
Во-вторых, производственные системы этих предприятий фокусируются на максимальном исключении потерь и постоянном совершенствовании производственных процессов. Интересно то, что в каждодневной деятельности по обеспечению этого принимают участие все сотрудники организации, начиная простыми рабочими и заканчивая высшим руководством.
И, в-третьих, все решения, принимаемые руководством этих предприятий, обязательно учитывают перспективы дальнейшего развития, причем текущие материальные интересы определяющего значения не имеют. Менеджеры организаций исключают из своей деятельности не приносящее пользы администрирование-командование, неоправданно жесткий контроль, оценку сотрудников посредством сложнейших систем разных показателей. Менеджмент функционирует, чтобы адекватно организовывать производственный процесс, своевременно обнаруживать, решать и предупреждать проблемы. Способность к распознаванию и разрешению проблем на своем рабочем месте высоко ценится в любом сотруднике.
Однако внедрение бережливого производства предполагает обязательное понимание основных принципов этой системы и умение работать с ее инструментами. Для начала вкратце расскажем о принципах.
Несмотря на то, что практическое обеспечение принципов бережливого производства требует от предприятия достаточно серьезных усилий, сами они довольно просты. Всего их пять, и сформулировать их можно так:
На эти пять принципов нужно опираться при внедрении системы бережливого производства, причем это касается любой области деятельности, от проектирования и управления проектами до непосредственно производства и управления . Повышать же производительность труда, находить и сокращать потери, оптимизировать производство и т.д. помогают инструменты Lean-системы.

Ниже мы рассмотрим основные инструменты бережливого производства:
К другим инструментам бережливого производства относятся:
В этом же разделе отдельно необходимо сказать о методе, который применяется для моделирования и предупреждения ошибок в процессах производства и сокращения потерь, связанных с дефектами. Это метод Poka-yoke.
Метод Poka-yoke заключается в поиске причин ошибок и разработке технологий и методов, позволяющих исключить возможность их появления. Он основан на идее, что если никакими способами, помимо верного, выполнить работу невозможно, но сама работа выполнена, значит, она выполнена правильно, т.е. без ошибок.
Ошибки могут появляться по разным причинам: неосторожность, невнимательность, непонимание, забывчивость человека и т.д. Учитывая человеческий фактор, все эти ошибки являются естественными и неизбежными, и чтобы найти способ их предотвратить, следует рассматривать их именно под этим углом.
Составляющие метода Poka-yoke:
Данный метод используется в комплексе с прочими инструментами системы бережливого производства и гарантирует, что готовый продукт не будет иметь дефектов, а производственный процесс будет протекать без сбоев.
Все перечисленные инструменты при их совместном использовании воздействуют на эффективность труда, устраняют потери разных видов, сводят к минимуму вероятность возникновения чрезвычайных ситуаций и способствуют созданию благоприятной атмосферы на производстве. Кроме того, совместное применение этих инструментов позволяет им усиливать друг друга, а сам Lean-подход делать более гибким.
Все это и служит основной причиной, по которой множество организаций за рубежом и в России внедряют в свою деятельность систему бережливого производства. И сейчас самое время поговорить о реальных примерах.
По уверению разработчиков системы бережливого производства, ее внедрение способно оказать существенное влияние на множество бизнес-процессов. Если конкретнее, то:
По данным медиахолдинга «Эксперт», в России бережливое производство начали внедрять лишь в 2004 году. И уже к 2007 году (всего за три года практики) система показала впечатляющие результаты. И тому есть не один пример:
По данным того же медиахолдинга «Эксперт», к 2017 году практика использования бережливого производства в России и заграницей привела к таким итогам:
Что касается конкретно российских компаний, то Lean-технологии в своей работе сегодня используют ОК «Русал», ООО «Эксперт Волга», ЭПО «Сигнал», ОАО «Хлебпром» ВСМПО-АВИСМА, ПАО «КамАЗ», ООО «Орифлэйм Косметикс», ООО «ТехноНИКОЛЬ», ПГ «Группа Газ», ООО «ЕвроХим» и десятки других крупнейших организаций.
Однако на российском рынке в настоящее время специалисты отмечают дефицит профессионалов, способных оптимизировать производственные процессы через внедрение системы бережливого производства. (Кстати, тех, кто сегодня освоит Lean-подход, наверняка будет ждать стабильное место работы, карьерный рост, перспективы и обеспеченное будущее.)
Бережливое производство помогает компаниям, не прибегая к серьезным инвестициям и используя преимущественно свои внутренние резервы, добиваться ощутимого роста производительности труда. Но Lean-система – это особый подход к производству и всем его составляющим, предлагающий не просто повысить производительность труда и сделать производство более эффективным, но и создать благоприятные условия для формирования корпоративной культуры, где каждый сотрудник участвует в достижении успехов компании.
Если размышлять шире, то система бережливого производства представляет собой производственную парадигму для реализации инновационных методов управления предприятием, повышения производственной эффективности, развития персонала и устранения любых видов потерь. И сегодня практически любая компания может развернуть на своей базе Lean-систему.
Систему считают бережливой, если работающие в ней люди стремятся исключить действия, не добавляющие потребительской ценности, или потери. Мы рассмотрим основные приемы и инструменты, применяемые в рамках общей концепции бережливого производства.
Что должны знать сотрудники, приступая к преобразованию своего предприятия в бережливое? К числу основных идей бережливого производства, которыми они обязаны овладеть, следует отнести:
Общие принципы снижения затрат
Традиционный подход к ценообразованию, применяемый менеджерами, состоит в установлении отпускной цены на продукцию путем определения себестоимости ее изготовления и добавления к ней некоторой величины прибыли, исходя из принятой на предприятии нормы рентабельности. Однако в современных условиях такой подход себя не оправдывает, поскольку на рынке всегда найдется конкурент, который, снижая цены на свою продукцию, готов будет занять ваше место.
Идеи бережливого производства проистекают из философии снижения затрат, исповедуемой корпорацией Toyota , согласно которой цены на продукцию предприятия диктуют рынок и, в частности, покупатели, а объектами управления со стороны компании могут быть только себестоимость продукции и прибыль от продаж. При этом в центре внимания должно быть сокращение внутренних затрат предприятия .
Опираясь на идею сокращения себестоимости продукции, необходимо вначале установить цену, по которой покупатели согласны приобретать предлагаемый товар, после чего вычесть из нее себестоимость его изготовления, чтобы оценить ожидаемую прибыль. Такой подход, при котором прибыль равна цене продукции за вычетом себестоимости ее изготовления, заставляет производителя отыскивать пути снижения собственных производственных затрат, чтобы получить желаемую прибыль. Отсюда также следует, что основной путь к максимизации прибыли заключается в сокращении потерь при изготовлении продукции.
Семь источников непроизводительных затрат и потерь
Каким образом ваши сотрудники в процессе повседневной работы могут снижать и поддерживать на достигнутом уровне собственные затраты? Все они вполне способны постоянно бороться с потерями, которые принято подразделять на семь основных разновидностей.
1. Перепроизводство.
Перепроизводством принято называть изготовление лишнего количества продукции или преждевременное ее изготовление до возникновения реального спроса. В цехах перепроизводство ведет к изготовлению лишней продукции, а в офисах - к созданию ненужных документов или избыточной информации. Изготовление лишнего количества продукции или ее преждевременное изготовление не способствуют повышению эффективности, поскольку связаны с потреблением дополнительных материальных и трудовых ресурсов, необходимостью хранения излишков продукции. Это заставляет сотрудников трудиться быстрее, чем необходимо, что сопровождается иными потерями.Для устранения потерь, обусловленных перепроизводством, требуется:
2. Ожидание. Любое ожидание - людей, документов, оборудования или информации - это всегда потеря. Ожидание означает работу вхолостую, и это приводит к остановкам всего процесса. В ходе ожидания не создается добавленная ценность, и потребитель, вполне естественно, не желает оплачивать простои. Потери этого вида обнаруживаются проще всего. Они особенно раздражают работников. В любом офисе нередки ситуации, когда сотрудники подолгу ожидают подписей начальников, возможности воспользоваться занятым оборудованием, телефонных звонков, поступления материалов от поставщиков и т.д.
3. Чрезмерная обработка. Лишними считаются те операции, которые не нужны потребителям, не желающим переплачивать деньги за их выполнение. Часто такими операциями оказываются излишние действия (например, взаимные проверки выполненной работы разными сотрудниками), получение избыточного количества подписей, лишние рассмотрения документов и результатов работ.
Для устранения данного вида потерь требуется:
4. Избыточные запасы. Любые избыточные запасы, имеющиеся на предприятии, - это потери. Хранение таких запасов требует дополнительных площадей, они могут отрицательно влиять на безопасность, загромождая проходы и производственные площади. Эти запасы могут оказаться вообще ненужными и устареть при изменении спроса на продукцию. Бережливое производство требует радикального изменения взглядов на запасы. Наличие избыточного объема запасов означает потребность в дополнительных усилиях по управлению ими, оно способно тормозить протекание других производственных процессов, поскольку приходится в поисках необходимого переворачивать груды бумаг и материалов.
Для устранения данного вида потерь требуется:
5. Лишние движения. Любое движение, не требующееся для успешного выполнения рассматриваемой операции, является потерей. Такие движения считаются одной из форм потерь, так как каждое совершаемое движение должно увеличивать добавленную ценность изделия или услуги. Часто неэффективная организация трудового процесса и неправильная планировка рабочих мест служат причинами лишних движений исполнителей - ходьбы, дотягивания, наклонов и т.д.
Для устранения данного вида потерь требуется:
6. Потери от дефектов, или переделки. Затраты на переделки, или повторное выполнение уже сделанной работы, в которой обнаружены дефекты, безусловно, относятся к категории потерь, поскольку любая работа сверх необходимой является лишней, увеличивающей потери предприятия. Потери от дефектов включают в себя также снижение производительности, обусловленное прерыванием нормального течения рабочего процесса для исправления дефектов или переделок продукции. Этот вид непроизводительных затрат намного проще выявить, чем потери других видов.
Для устранения потерь от дефектов требуется:
7. Транспортировка. Перевозки на расстояния, большие, чем это необходимо, или создание временных мест размещения, хранения и складирования, лишние перемещения с места на место материалов, людей, информации или документов - все это ведет к потерям времени и энергии. Материалы и покупные изделия часто перемещают с места на место внутри предприятия по нескольку раз, пока они не достигнут окончательного пункта назначения. Естественно, все эти перемещения ведут к потерям. Кроме того, размещение изделий в местах временного хранения повышает вероятность их повреждения, потери и хищений, мешает нормальному движению внутри предприятия.
Для устранения потерь, обусловленных лишними перевозками, требуется:
Принцип «точно вовремя» («точно-в-срок», (just-in-time - JIT)
Принцип «точно вовремя» составляет основу любого бережливого производства. Его соблюдение гарантирует поступление на каждый последующий процесс в потоке ценностей:
Идеальное состояние процесса характеризуется его способностью выдавать очередное изделие или заготовку в тот момент, когда потребитель использовал единицу данного изделия (т.е. оно вытягивается последующей операцией). Такой процесс часто называют вытягивающей системой или системой, основанной на спросе, в отличие от принятой в настоящее время на большинстве производств выталкивающей системы, в которой изделия или заготовки перемещаются по производственному процессу партиями, независимо от реального спроса на них.
Чтобы привести производственный процесс в идеальное состояние, каждый его участник должен сознавать, что его коллеги, занятые на последующих операциях, являются обладателями наиболее ценной для него информации. Только они способны сообщить точные сведения о том, в чем, когда и в каких количествах они нуждаются.
Работая в офисе, мы имеем дело с потоками разнообразных элементов работ и информации. Поэтому для применения принципов бережливого производства к совершенствованию деятельности офиса нам необходимо научиться представлять существующие в нем бизнес-процессы в виде потоков элементов работ или информации.
Три фазы внедрения принципов бережливого производства
Нужно различать три основные фазы реализации концепции бережливого производства: изучение спроса, обеспечение непрерывности потоков ценности и их сглаживание. Рекомендуется проходить указанные три фазы в той же последовательности, в которой происходит их изучение исполнителями. Только глубокое изучение спроса, потоков ценности и способов их сглаживания наряду с использованием рекомендаций по управлению потоками ценности способно придать надежность не только самому процессу преобразований, но и обеспечить их устойчивость.
1. Фаза изучения потребительского спроса. Необходимо прежде всего выявить, кто является потребителями результатов некоторой работы, каковы их требования, только после этого вы сможете удовлетворять потребительский спрос на ее результаты. Для выявления и удовлетворения потребительского спроса могут применяться различные инструменты и методы, например:
2. Фаза обеспечения непрерывности потока ценности. На этом этапе принимают необходимые меры для того, чтобы результаты рассматриваемой работы поступали всем внутренним и внешним потребителям своевременно и в надлежащих количествах. Например:
3. Фаза сглаживания. Наконец, после того как выявлен потребительский спрос на результаты работ и налажен непрерывный процесс их выполнения, переходят к его сглаживанию , с тем чтобы обеспечить равномерное и эффективное распределение объемов работ по дням, неделям и месяцам. Для этого применяются следующие средства сглаживания потоков:
Визуальный офис
Визуализация офиса подкрепляет реализацию принципа всеобщей вовлеченности работников и включает следующие действия:
Преимущества визуализации офиса заключаются в следующем:
Ключевые условия успешного внедрения принципов бережливого производства
Уважаемые читатели! Нам было бы приятно получить от Вас любые отзывы о подборке статей и интервью: об актуальности тематики, публикуемых материалов, практической пользе в работе. Ждем Ваших писем по адресу .
Бесплатную подписку на Обзор деловой литературы можно оформить .
25 Августа 2010Производственный процесс современного предприятия представляет собой сложный механизм превращения полуфабрикатов, сырья, материалов и других предметов труда в готовую продукцию, которая удовлетворяет потребности общества. Главной задачей производственной системы при этом становится непрерывное совершенствование «потока создания ценности» для потребителя, в основе которого лежит рациональное сочетание во времени и в пространстве всех основных, вспомогательных и обслуживающих производств. Это позволяет выпускать продукцию при минимальных затратах труда и от этого зависят экономические показатели и результаты производственно - хозяйственной деятельности предприятия, в том числе себестоимость продукции, прибыль и рентабельность производства, величина незавершенного производства и размер оборотных средств.
Вместе с тем на многих предприятиях одним из главных вопросов является вопрос эффективности производственных процессов с точки зрения длительности производственного цикла. Существует необходимость затрачивать массу усилий на координацию всех вспомогательных и обслуживающих производств для бесперебойного обеспечения основного производства сырьем, электроэнергией, а также своевременное обслуживание оборудования, складирование, транспортировку. Ситуация с выходом из строя оборудования на одном технологическом этапе приводит к вероятности остановки всего цеха. Отсюда, организация бесперебойного эффективного производственного цикла на предприятии приобретает особую актуальность и значимость для оптимизации затрат и достижения наилучших конечных результатов.
Эффективность производства на большинстве предприятий напрямую связана со сложностью и длительностью производственного цикла. Чем длительнее этот цикл, чем большее количество вспомогательных и обслуживающих производств в нем задействовано, тем менее эффективным оказывается производство в целом. Объясняется эта закономерность очевидной необходимостью затрачивать массу усилий на координацию всех действий по бесперебойному обеспечению основного производства сырьем, энергоносителями, по обслуживанию оборудования, по транспортировке и складированию продукции, погрузке-выгрузке. Неисправность оборудования на одном технологическом этапе может привести к сбоям в работе всего производства, вплоть до полной его остановки. Таким образом, особо важным для повышения эффективности и достижения наилучших результатов становится решении проблемы стабильного функционирования всей производственной системы.
Одним из путей решения данной проблемы является внедрение системы Lean-технологий («Бережливого производства») , которая призвана оптимизировать производственные процессы, постоянно улучшать качество продукции при неизменном сокращении издержек. Система представляет собой не просто технологию, но целую концепцию управления, предполагающую максимальную ориентацию производства на рынок с заинтересованным участием всего персонала организации. Опыт внедрения описываемой технологии, хотя бы в виде отдельных элементов, на предприятиях различных отраслей показал ее перспективность, вследствие чего не вызывает сомнений необходимость изучения этого опыта и дальнейшего расширения сферы его применения.
Как экономическая дефиниция производство является системой преобразования сырья, полуфабрикатов и других предметов труда в готовую продукцию, обладающую для общества потребительской ценностью. Главная задача производственной системы заключается в непрерывном совершенствовании процесса создания ценности для потребителя путем рационального сочетания во времени и в пространстве всех основных, вспомогательных и обслуживающих производств. Таким образом, достигается экономия времени, материальных и трудовых ресурсов, уменьшается себестоимость продукции, возрастает рентабельность производства, улучшаются все экономические показатели производственно-хозяйственной деятельности предприятия.
По мере развития производственных отношений развиваются и совершенствуются и системы управления производственными процессами. Одной из последних стала система «Бережливого производства» (Lean manufacturing), основанная на принципах эффективного управления ресурсами, внимания к нуждам заказчика, концентрации на проблеме устранения всех видов потерь, всестороннего использования интеллектуального потенциала персонала предприятия. Одна из главных целей системы - снижение издержек, управление производственным предприятием, основанное на постоянном стремлении к устранению всех видов потерь.
Концепция «Бережливого производства» объединяет оптимизацию производственных процессов, направленную на постоянное улучшение качества продукции при неизменном сокращении затрат, с вовлечением в этот процесс каждого сотрудника. Концепция максимально ориентирована на рыночные условия хозяйствования.
В течение последних двадцати лет в мировой практике все шире стала применяться новая парадигма производительности. Она первоначально возникла в компании Toyota и получила название – Toyota Production System (TPS) . Она ориентирована на рост в условиях постиндустриальной экономики, когда вместо массового производства, опирающегося на гарантированный спрос, возникла потребность в диверсифицированном производстве, способном удовлетворять индивидуальные запросы клиентов, оперирую малыми партиями разнообразных товаров, включая и штучную продукцию. Главной задачей такого производства стало создание конкурентоспособных продуктов в необходимом количестве, в кратчайшие сроки и с наименьшими затратами ресурсов.
Отвечающее новым требованиям производство назвали «бережливым» (lean, lean production, lean manufacturing), а предприятия, повысившие операционную эффективность своего производства, благодаря внедрению новой системы – «бережливыми» (lean enterprise).
«Бережливые» предприятия отличаются от остальных следующим:
1. Основа производственной системы таких предприятий – люди. Они являются созидательной силой в процессе производства конкурентоспособной продукции, а технологии и оборудование – только средство достижения поставленных целей. Никакая теория, стратегия, технология не сделают предприятие успешным; этого добьются только люди на основе своего интеллектуального и творческого потенциала.
2. Производственные системы «бережливых» предприятий ориентированы на полное исключение потерь и постоянное совершенствование всех процессов . В повседневной работе по предотвращению всех возможных видов потерь и непрерывному совершенствованию участвуют все сотрудники компании от рабочих до высшего руководства.
3. Руководство предприятия принимает решения , учитывающие перспективу дальнейшего развития , при этом сиюминутные финансовые интересы не являются определяющими. Менеджмент таких компаний не занимается бесполезным администрированием – командованием, неоправданно жестким контролем, оценкой сотрудников при помощи сложных систем разнообразных показателей, он существует для разумной организации процесса производства, своевременного обнаружения, решения и предупреждения проблем. Умение видеть и решать проблемы на своем рабочем месте ценится в каждом сотруднике – от высшего руководства до рабочих.
Ключевыми инструментами Lean-системы для повышения производительности труда являются:
Комплексное использование Lean-инструментов позволяет без значительных инвестиций, практически только за счёт внутренних резервов компании добиться значительного роста производительности труда. По сути, Lean-концепция – это определённый подход ко всем вопросам организации производства, позволяющий не только реализовывать инновационные технологии, повышающие производительность труда и эффективность производства, но создать условия для формирования корпоративной культуры, базирующейся на всеобщем участии персонала в процессе непрерывного совершенствования деятельности компании.
Широко распространенным методом предотвращения ошибок, который используется в Lean-системах является приём Poka-yoke.
Poka-yoke – (poka – случайная, непреднамеренная ошибка; yokе –предотвращение ошибок), (англ. Zero defects – Принцип нулевой ошибки) – принцип, заключающийся в поисках причин возникновения ошибок и создании методик и технологий, исключающих саму возможность их появления. Если другими способами, кроме правильного, работу выполнить невозможно, а работа выполнена, значит, выполнена она без ошибок – такова основополагающая идея метода.
Различные дефекты в продукции могут возникать из-за забывчивости человека, невнимательности, непонимания, неосторожности и т.п. Такого рода ошибки естественны и неизбежны, под таким углом их и надо рассматривать для нахождения способов их предотвращения.
Методика предотвращения ошибок предусматривает:
Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изготовленное изделие будет бездефектным, а процесс его производства, соответственно, протекает без сбоев.
В целом использование принципов Lean может дать значительные эффекты (в разах):
Лучшая зарубежная и российская практика внедрения инструментов бережливого производства дает такие результаты :
В целом, сегодня на российском рынке ощущается дефицит профессионалов, имеющих опыт оптимизации производственных процессов путем внедрения технологии «бережливого производства». Lean рассматривает любое производство с точки зрения оптимизации процессов силами всех работников компании. В этой глобальности подхода скрывается основная сложность методики «бережливого производства», так как специалист в данной сфере должен совмещать в себе навыки педагога и руководителя, прогнозиста и аналитика.
Бережливое производство (lean production, lean manufacturing) представляет собой концепцию управления производственным предприятием, основанную на постоянном стремлении к устранению всех видов потерь. За счёт развёртывания на предприятии Lean -системы (системы бережливого производства) возможна практическая реализация инновационного подхода к повышению производительности труда. По сути, Lean-концепция – это определённая система взглядов на организацию производства, своего рода производственная парадигма, позволяющая реализовать ряд инновационных инженерных методологий повышения эффективности производства (в том числе и производительности труда) и создать условия для преобразования и формирования корпоративной культуры, базирующейся на всеобщем участии персонала в процессе непрерывного совершенствования деятельности компании.
производственный файоль управление бережливый
Бережливое производство (далее lean, лин-менеджмент, lean production) - система мероприятий, направленных на снижение издержек и повышение качества производственных процессов, которые зародились в середине двадцатого века в компании Toyota и впоследствии были развиты американскими исследователями.
Цели Бережливого производства:
Основные элементы философии «Lean Production»:
Компания Toyota выявила семь видов потерь, которые оказались типичными для различных видов предприятий как производственного, так и сервисного характера. Борьба за ликвидацию стала основой философии «бережливости».
Джеффри Лайкер исследовал производственный опыт Toyota наряду с Джеймсом Вумеком и Дэниелом Джонсом. В книге «Дао Toyota: 14 принципов менеджмента ведущей компании мира» он указал восьмой вид потерь: нереализованный творческий потенциал сотрудников (потери времени, идей, навыков, возможностей усовершенствования и приобретения опыта из-за невнимательного отношения к сотрудникам, которых вам некогда выслушать).
Чет Марчвински и Джон Шук указывают ещё два источника потерь - мура и мури, которые означают соответственно «неравномерность» и «перегрузку».
Мура - неравномерность выполнения работы, например колеблющийся график работ, вызванный не колебаниями спроса конечного потребителя, а скорее особенностями производственной системы, или неравномерный темп работы по выполнению операции, заставляющий операторов сначала спешить, а затем ждать. Во многих случаях менеджеры способны устранить неравномерность за счёт выравнивания планирования и внимательного отношения к темпу работы.
Мури - перегрузка оборудования или операторов, возникающая при работе с большей скоростью или темпом и с большими усилиями в течение долгого периода времени - по сравнению с расчетной нагрузкой (проект, трудовые нормы).
В книге «Бережливое производство: Как избавиться от потерь и добиться процветания вашей компании» Джеймс Вумек и Дэниел Джонс излагают следующие принципы Лин-менеджмента:
В частности, система JIТ способна обеспечивать беспрерывный поток, но только при условии значительного сокращения времени переналадки оборудования. Сокращение времени на переналадку оборудования - это сокращение времени на переход от одного вида деятельности к другому. Это дает возможность сделать немного одних деталей, переналадить станок, сделать еще немного других деталей и так далее. То есть детали могут (и должны) изготавливаться только тогда, когда этого требует следующая производственная стадия.
Основные принципы Бережливого производства подразумевают существование определенных инструментов, с помощью которых компании создают свои производственные процессы.
Тайити Оно писал, что производственная система компании Toyota стоит на двух «китах»: системе дзидока и «точно вовремя».
Поставки «точно в срок» (just-in-time) - метод планирования и управления, а также философия производства, целью которых является немедленное удовлетворение потребительского спроса с высоким качеством и без потерь.
Термин поставка «точно в срок» буквально отражает содержание этого понятия. Оно означает выпуск и предоставление товаров и услуг именно тогда, когда они нужны: ни раньше, поскольку в этом случае они будут ожидать своего часа в запасах, ни позже, поскольку тогда их придется ожидать заказчикам. Помимо фактора времени, содержащегося в понятии JIT, в эту концепцию входят требования качества и эффективности.
Чем же отличается подход JIT от традиционных подходов к организации производства? При традиционном подходе к организации производства исходят из того, что каждый этап производственного процесса «складывает» произведенную продукцию в запас. Такой запас является буферным (buffer inventory) или страховым запасом для последующего производственного этапа, располагающегося «ниже» по ходу общего процесса. Этот последующий этап производства забирает незавершенную продукцию из запаса, обрабатывает ее и передает в следующий буферный запас. Эти запасы выступают в качестве границ, отделяющих каждый производственный этап от соседних этапов. Буферные запасы делают каждый производственный этап относительно независимым, и поэтому, если на этапе «А» по какой-то причине (например, в результате выхода из строя оборудования) останавливается работа, участок «В» может продолжать работать, по крайней мере, в течение какого-то времени. Участок «С» сможет продолжать работу еще дольше, поскольку его работу обеспечивают два буферных запаса, и он прекратит работу только после выработки всего этого запаса. Однако, эту относительную изолированность приходится оплачивать созданием запасов (затрата оборотного капитала) и снижением пропускной способности (замедленной реакцией на запросы потребителей). В этот состоит главный аргумент против традиционного подхода к организации производства.
Выпущенная же в ходе производства «точно в срок» продукция подается напрямую на следующий этап производства. Теперь проблемы, возникающие на любом производственном этапе, оказывают на весь процесс производства другое воздействие. Например, если этап «А» перестает выпускать продукцию, этап «В» заметит это немедленно, а этап «С» - также очень скоро. Проблема, возникшая на этапе «А», теперь быстро становится известна всей системе, так как эта проблема влияет на систему в целом. В результате этого ответственность за решение проблемы возлагается теперь не только на персонал «А», а распространяется на весь персонал предприятия. Это существенно повышает вероятность оперативного решения проблемы, потому что она слишком важна, чтобы ее игнорировать. Другими словами, не допуская накапливания запасов между этапами производства, предприятие получает механизм повышения внутренней эффективности предприятия.
Дзидока (автономизация) - привнесение человеческого интеллекта в автоматические устройства, способные самостоятельно обнаруживать дефект, после чего сразу останавливать производственную линию и сигнализировать о том, что нужна помощь. Автономизация выполняет двойную роль. Она исключает перепроизводство, важную составляющую производственных потерь, и предотвращает производство дефектной продукции.
Кроме этих двух систем можно выделить следующие элементы бережливого производства: канбан, система «пять S», комплексное обслуживание оборудования (total productive maintenance, TPM), быстрая переналадка (SMED), кайдзен.
Термин «канбан» (kanban) в японской терминологии обозначает карточку или сигнал. Такая карточка является простым средством управления; она применяется для того, чтобы разрешить (дать сигнал) подачу материалов в системе управления «тянущегося» типа, подобной той, которая используется в системе JIT. Существуют разные типы знаков «канбан»: «канбан» перемещения или «канбан» движения. «Канбан» перемещения используется для подачи сигнала предыдущему участку о том, что материал можно забирать из запаса и направлять на следующий участок.
Производственный «канбан» - это сигнал производственному процессу, что можно выпустить деталь или единицу продукции для последующего ее перемещения в запас.
«Канбан» продавца используется для сигнализации поставщику о необходимости направить материал или детали на определенный участок производства. В этом отношении он похож на «канбан» перемещения, но обычно используется при взаимодействии не внутри организации, а с внешними поставщиками.
Какой бы тип системы «канбан» ни использовался, основной принцип всегда один: получение «канбан» запускает перемещение, производство или поставку одной единицы продукции или стандартной упаковки таких единиц. Если получены два «канбан», это сигнал о перемещении, производстве или поставке двух единиц продукции или двух стандартных упаковок продукции и так далее.
Существуют два правила, которые определяют использование системы «канбан». Они также известны как система с одной и двумя карточками. Чаще всего применяется система с одной карточкой, поскольку она самая простая. В ней действует только «канбан» перемещения (или «канбан» продавца для получения материалов от внешнего источника). В системе с двумя карточками применяется «канбан» перемещения и производства.
Система «пять S» подразумевает набор основных правил для сокращения потерь:
Эти правила уделяют основное внимание внешнему порядку, определенной организации в расположении инструментов и других необходимых предметов, чистоте, стандартизации рабочей обстановки. Они предназначены для устранения всех возможных потерь, связанных с неопределенностью, ожиданием, поисками необходимой информации, которые создают нестабильность в рабочей обстановке. Путем устранения всего ненужного, а также содержания инструментов и окружающих вещей в чистоте и порядке можно достичь необходимого порядка и обеспечить постоянное расположение нужных вещей на одном и том же месте. Уже одно это делает любую работу проще и сокращает время на ее выполнение.
Цель комплексного обслуживания оборудования (total productive maintenance, TPM) состоит в том, чтобы устранить изменчивость условий в ходе производственных процессов, вызываемых незапланированными остановками оборудования. Это достигается путем привлечения всего персонала к поиску возможностей улучшения обслуживания оборудования. Специалистов, отвечающих за этот процесс, поощряют принимать на себя ответственность за использование оборудования, заниматься его повседневным обслуживанием и проводить простой ремонт. При такой организации обслуживания оборудования специалисты по эксплуатации могут получить больше времени для повышения квалификации и углубления профессиональной подготовки, что необходимо для создания систем обслуживания более высокого уровня, повышения качества обслуживания более крупных систем эксплуатации.
Быстрая переналадка (SMED) работает с временем перенастройки оборудования (временем, необходимым для перехода с одного вида работ на другой). Сокращение времени переналадки оборудования можно достичь различными способами, например: сокращением времени поиска необходимых инструментов и оборудования, заблаговременным решением задач, из-за которых перенастройка может задержаться, а также постоянным использованием при перенастройке одних и тех те приемов.
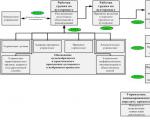
Система «кайдзен» фокусируется на непрерывном совершенствовании процессов производства, разработки, вспомогательных бизнес-процессов и управления, а также всех аспектов жизни. В японском языке слово «кайдзен» означает «непрерывное совершенствование». Исходя из этой стратегии, в процесс совершенствования вовлекаются все - от менеджеров до рабочих, причем ее реализация требует относительно небольших материальных затрат. Философия кайдзен предполагает, что наша жизнь в целом (трудовая, общественная и частная) должна быть ориентирована на постоянное улучшение (Рис. 10). Схема связи «кайдзен» и других инструментов Бережливого производства изображена на Рис. 11.
Рис.

Рис.
Для внедрения Бережливого производства Джеймс Вумек предложил следующий алгоритм (Рис. 12):

Рис.
Бережливое производство (lean production, lean manufacturing ), как и многие другие понятия, у всех на слуху. Что же это такое?
Бережливое производство представляет собой такой подход к управлению и контролю качества выпускаемой продукции, который должен обеспечить ей продолжительную конкурентоспособность на рынке товаров, а также минимизировать затратные капиталовложения в процесс изготовления.
Результаты внедрения бережливого производства
Бережливое производство базируется на применении специальных методов системы Тойота – TPS. К основным из них относятся такие:
Система бережливого производства была основана и впервые внедрена такими учеными как Джеймс Вумек и Дэниел Джонс.
По сути, в практическом ключе подобная методология, аутентичное название которой Lean Production («Тощее производство»), является своеобразной интерпретацией японских технологий, применяемых в производственном менеджменте.
Внедрение бережливого производства осуществляется путем строгого следования таким основным его принципам:
Исходя из основных постулатов данной концепции, для начала стоит сконструировать специальную карту потока создания ценности, пользуясь тем, по какой траектории движется информация (исходный материал) в рамках необходимого вам процесса. После того, как осуществляется полный анализ всей производственной деятельности, обнаружатся дополнительные технические резервы, которые можно применять для создания ценности, а также выделятся те этапы, которые блокируют продуктивность ее изготовления.
Инструменты бережливого производства в процессе своего использования должны приблизить цель – организовать бесперебойный поток единичных товаров. Концепция универсальна, она применима как к этапу проектирования, так и для процедуры приема дополнительных заказов на продукцию либо же к непосредственно самому производственному процессу.
Организованный поток единичных изделий в результате предоставляет потребителю совокупность всех товаров, которые соответствуют его запросам.
Одно из условий адекватного функционирования системы бесперебойного производства – это существенное сокращение временного промежутка, затрачиваемого на переналадку рабочего оборудования. Также невозможно создать правильное экономное изготовление товаров без максимизации скорости преобразования исходного сырья в ценный потребительский продукт, в том числе, обойдя сокращение имеющегося уровня производственных запасов продукции.
Только в тот момент, когда любая производственная организация научится правильно определять ценность, конструировать поток ее создания, бесперебойно добавлять эту ценность в производственный продукт на каждом из этапов потока, а также позволит потребителю вытягивать ее из самой организации, — только тогда все непосредственные участники процесса придут к однозначному и неоспоримому выводу: совершенству предела нет, и улучшение производства может происходить бесконечно.
Изготовители могут прикладывать безграничное количество усилий для создания действительно идеального продукта – минимизировать трудозатраты, уменьшать производственные площади, снижать себестоимость товара, и в результате это может максимально приблизить их к тому, к чему действительно стремится любой потребитель. Напомним, что совершенство – последний и, по сути, главный принцип в концепции бережливого производства.
В современной практике данная управленческая технология контроля качества изготовления продукции активно эксплуатируется многочисленными западными предприятиями. Для того, чтобы усилия по внедрению бережливого производства приводили к максимальному результату при минимальных вложениях, рекомендую начать с общего анализа ситуации на предприятии с помощью инструментов теории ограничений Эли Голдратта. Это позволит для начала ограничить работу одним наиболее проблемным участком, который сдерживает работу всего предприятия.

Корпорация «Газпром» - в числе крупнейших игроков российской и мировой экономики. Каким образом организована структура...

Современная культура России 21 века требует многостороннего и глубокого рассмотрения. Она тесно соприкасается с...

Творческий проект является самостоятельной итоговой работой по предмету «Технология и трудовое обучение». Он показывает,...

Ветеринар – это врач, который занимается диагностикой, лечением и профилактикой различных заболеваний у животных, в том...

Елена Шишкина Презентация «День Земли» Презентация «День Земли » . Цель : формировать представления о том, что планета...

Вас заинтересовала вакансия, размещенная на сайте по трудоустройству. Что делать дальше? Специалисты по поиску работы...

Профессиональные навыки и персональные качества - это обязательный пункт при заполнении анкеты или на любую...

На сложный вопрос может ответить тест - кем я был в прошлой жизни, чем занимался и какой образ жизни вел. Ниже...
Шкалы: стили принятия управленческих решений: попустительский, маргинальный, реализаторский, авторитарный,...
При развитии бизнеса очень сложно избежать неадекватного увеличения штата. Чем масштабнее предприятие - тем...

Годы рождения: 1927, 1959, 1991, 2023, 2055Цвет: Сине-зеленыйСимволика знака: Бессмертие, долголетие,...
Для успешного ввода документа Увольнение проверим настройки программы 1С 8.3, чтобы избежать ошибок в...

Кайдзен , (改善 кайдзэн ) — японская философия или практика, которая фокусируется на непрерывном...

Слайд 2 ЦЕЛЬ УРОКА Обучающая:Научить обучающихся самостоятельному (пользуясь инструкционно-технологической...

Современная культура России 21 века требует многостороннего и глубокого рассмотрения. Она тесно соприкасается с...

Творческий проект является самостоятельной итоговой работой по предмету «Технология и трудовое обучение». Он...