Здравно планиране
Изпратете вашата добра работа в базата от знания е лесно. Използвайте формата по-долу Студенти, завършили студенти, млади ...
РЕЛСИ
В случай на непрекъсната подмяна на релси по основните направления на железниците, по пътя се полагат нови релси от два вида в зависимост от плътността на натоварването: R75 (GOST 16210-77) и R65 (GOST 8161-75) (Таблица 7) . По пистите промишлени предприятияИзползват се релси от типове P50 (GOST 7174-75) и P43 (GOST 7173-54). В железопътните релси има релси от същия тип, но от по-ранни години на полагане (табл. 8). Релсите, използвани повторно в релсите, се наричат старогодишни релси.
Таблица 7. Основни показатели на релсите
| Индекс | P75 в съответствие с GOST 16210-77 | P65 в съответствие с GOST 8161-75 | P50 в съответствие с GOST 7174-75 | P43 в съответствие с GOST 7173-54 |
| Номер на рисунка в албум | 24 | 25 | 26 | 27 |
| Тегло на 1 м релса, кг | 74,41 | 64,72 | 51,67 | 44,65 |
| Тегло на една релса с дължина 25 m, кг | 1860 | 1618 | 1292 | 1116 |
| Височина на релсата, мм, включително: | 192,0 | 180,0 | 152,0 | 140,0 |
| височина на главата | 55,3 | 45,0 | 42,0 | 42,0 |
| "врат | 104,4 | 105,0 | 83,0 | 71,0 |
| "подметки | 32,3 | 30,0 | 27,0 | 27,0 |
| Ширина на главата на релсата, мм: | ||||
| нагоре | 72,0 | 73,0 | 70,2 | 70,0 |
| на дъното | 75,0 | 75,0 | 72,0 | 70,0 |
| Ширина на подметката, мм | 150 | 150 | 132 | 114 |
| 20 | 18 | 16 | 14,5 | |
| 95,04 | 82,65 | 65,99 | 57,0 | |
| Разпределение на площта по протежение на профила, %: | ||||
| глави | 37,4 | 34,1 | 38,1 | 42,8 |
| вратове | 26,5 | 28,5 | 24,5 | 21,3 |
| подметки | 36,1 | 37,4 | 37,4 | 35,9 |
| Разстояние от центъра на тежестта, mm: | ||||
| до долната част на подметката | 88,2 | 81,3 | 70,5 | 68,5 |
| до върха на главата | 103,8 | 98,7 | 81,5 | 71,5 |
| хоризонтален | 4489 | 3540 | 2011 | 1489 |
| вертикална | 665 | 564 | 375 | 260 |
| Момент на съпротивление, cm 3: | ||||
| в долната част на подметката | 509 | 435 | 285 | 217 |
| на върха на главата | 432 | 358 | 247 | 208 |
| на страничния ръб на подметката | 89 | 75 | 55 | 45 |
Сган. 24. Релса тип P75 в съответствие с GOST 16210-77 (релсите се доставят от 1978 г.)

Сган. 25. Релса тип P65 в съответствие с GOST 8161-75 (релсите се доставят от 1976 г.)

Сган. 26. Релса тип P50 в съответствие с GOST 7174-75 (релсите се доставят от 1976 г.)

Сган. 27. Релса тип P43 в съответствие с GOST 7173-54 (релсите се доставят от 1955 г.)
Таблица 8. Някои индикатори на релсите са спрени, но се използват по пътя
| Индекс | P75 | P65 | P50 | P43 | I-a | P38 (II-a) | P33 (III-a) | |||||
| GOST 16210-70 | проект 751 / к.к | GOST 8161-63 | GOST 8161-56 | Проект от 1950 г | GOST 7174-65 | GOST 7174-54 | GOST 3542-47 | GOST 3542-47 | OST 119 | GOST 3542-47 | GOST 6726-53 | |
| Номер на рисунка в албум | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | 39 |
| Тегло на 1 м релса, кг | 74,4 | 75,1 | 64,64 | 64,93 | 64,90 | 51,63 | 51,51 | 50,50 | 43,61 | 43,57 | 38,42 | 33,48 |
| Височина на релсата, мм, включително: | 192 | 192 | 180 | 180 | 180 | 152 | 152 | 152 | 140 | 140 | 135 | 128 |
| височина на главата | 55,3 | 48,5 | 45 | 45 | 45 | 42 | 42 | 42 | 42 | 44 | 40 | 37 |
| "врат | 104,4 | 110 | 105 | 105 | 105 | 83 | 83 | 83 | 71 | 71 | 71 | 68 |
| "подметки | 32,3 | 33,5 | 30 | 30 | 30 | 27 | 27 | 27 | 27 | 25 | 24 | 23 |
| Ширина на главата на релсата, мм: | ||||||||||||
| - на върха | 71,8 | 72,8 | 72,8 | 72,8 | 76 | 70 | 70 | 70 | 70 | 70 | 68 | 60 |
| - на дъното | 75,0 | 75,0 | 75,0 | 75,0 | 76 | 71,9 | 70 | 70 | 70 | 70 | 68 | 60 |
| Ширина на подметката, мм | 150 | 160 | 150 | 150 | 150 | 132 | 132 | 132 | 114 | 125 | 114 | 110 |
| Дебелина на врата в средата, мм | 20 | 20 | 18 | 18 | 17 | 16 | 15,5 | 14,5 | 13,5 | 14 | 13 | 12 |
| Площ на напречното сечение, cm 2 | 95,1 | 95,8 | 82,6 | 82,9 | 82,9 | 65,9 | 65,8 | 64,5 | 55,7 | 55,6 | 49,1 | 42,8 |
| Разпределение на метала по профила, %: | ||||||||||||
| - глава | 37,4 | 32,3 | 34,2 | 34,5 | 35,5 | 38,2 | 38,3 | 39,5 | 43,0 | 45,9 | 45,4 | 43,0 |
| - врат | 26,5 | 28,5 | 28,4 | 28,3 | 27,1 | 24,4 | 23,8 | 22,2 | 20,5 | 19,3 | 19,8 | 19,9 |
| - външна подметка | 36,1 | 39,2 | 37,4 | 37,2 | 37,4 | 37,4 | 37,5 | 38,3 | 36,5 | 34,8 | 34,8 | 37,1 |
| Инерционен момент около осите, cm 4: | ||||||||||||
| - хоризонтален | 4490 | 4597 | 3548 | 3573 | 3588 | 2018 | 2037 | 2016 | 1472 | 1476 | 1223 | 968 |
| - вертикално | 661 | 771 | 569 | 572 | 576 | 375 | 377 | - | 257 | 284 | 209 | 167 |
| Момент на съпротивление, см 3 | ||||||||||||
| - в долната част на подметката | 509 | 547 | 436 | 437 | 432 | 286 | 287 | 285 | 214 | 212 | 180 | 156 |
| - в горната част на главата | 432 | 426 | 359 | 363 | 370 | 248 | 251 | 248 | 206 | 210 | 182 | 147 |

Сган. 28. Релса тип P75 в съответствие с GOST 16210-70
(Релсите са доставени между 1966 и 1977 г.)

Сган. 29. Релса тип Р75 по проект 751 / ЦП
(Релсите са доставени между 1958 и 1966 г.)

Сган. 30. Релса тип R65 в съответствие с GOST 8161-63
(Релсите са доставени между 1964 и 1975 г.)

Сган. 31. Релса тип R65 в съответствие с GOST 8161-56
(Релсите са доставени в периода 1956 - 1963 г., дупките могат да бъдат овални 38´30 мм)

Сган. 32. Релса тип Р65 по проект 1950г
(Релсите са доставени между 1953 и 1955 г.)

Сган. 33. Релса тип P50 в съответствие с GOST 7174-65
(Релсите са доставени между 1965 и 1975 г.)

Сган. 34. Релса тип P50 в съответствие с GOST 7174-54
(Релсите са доставени между 1955 и 1966 г.)

Сган. 35. Релса тип P50 в съответствие с GOST 3542-47
(Релсите са доставени между 1948 и 1954 г.)

Сган. 36. Релса тип P43 в съответствие с GOST 3542-47
(Релсите са доставени между 1946 и 1954 г.)

Сган. 37. Релса тип 1-а съгласно OST 119
(Релсите се доставят до 1946 г.)

Сган. 38. Релса тип Р38 (II-a) в съответствие с GOST 3542-47

Сган. 39. Релса тип Р33 (III-a) GOST 6726-53
(Релсите се доставят до 1932 г.)
Основни изисквания за релси от типове P75, P65 и P50, изработени от мартенова стомана в съответствие с GOST 24182-80 (въведени от 1 юли 1981 г. вместо GOST 8160-63 и GOST 6944-63)
1. Стандартът се отнася за релси от типове P75, P65 и P50, които не са закалени по цялата дължина, изработени от мартенова стомана и предназначени за полагане върху железнициширока писта.
2. Дизайнът и размерите на релсите отговарят на GOST 7174-75, GOST 8161-75 и GOST 16210-77.
3. Изработват се релсите от две групи.
4. Релсите от група I са изработени от спокойна мартенова стомана, деоксидирана в черпак със сложни деоксиданти без използване на алуминий или други деоксиданти, които образуват вредни линейни неметални включвания в стоманата.
5. Релсите от II група са изработени от спокойна мартенова стомана, деоксидирана с алуминий или манган-алуминиева сплав.
6. Химичен съставстоманата трябва да отговаря на стандартите, посочени в табл. девет.
7. Механичните свойства на стоманата за релси от групи I и II по време на дистанционни изпитвания трябва да отговарят на стандартите, посочени в табл. десет.
8. Технологията за производство на релси трябва да гарантира, че те нямат люспи, както и локални неметални включвания (алуминиев триоксид, карбиди и нитриди на титанов или силикатно циментиран алуминиев оксид), удължени по посока на валцуване под формата на коловози - линии с дължина над 2 mm за релси от група I и по-дълги от 8 mm за релси от група II.
9. Повърхността на главата на релсата в нейните краища трябва да бъде втвърдена от търкалящо нагряване или индукционно нагряване с високочестотни токове.
Таблица 9. Химическият състав на релсовата стомана
| Железопътна група | Тип релса | клас стомана | Масова фракция, % | ||||
| въглерод | манган | силиций | Фосфор | сяра | |||
| аз | P75 | M76V | 0,71 - 0,82 | 0,25 - 0,45 | |||
| P65 | M76T | ||||||
| М76ВТ | |||||||
| М76Ц | |||||||
| P50 | M74T | ||||||
| М74Ц | 0,69 - 0,80 | 0,75 - 1,05 | 0,18 - 0,40 | Не повече от 0,035 | Не повече от 0,045 | ||
| II | P75 | M76 | 0,71 - 0,82 | ||||
| P65 | |||||||
| P50 | M74 | 0,69 - 0,80 | |||||
|
Бележки. 1. В обозначението на марката на стоманата буквата "М" показва метода на топене на стомана (Мартен), числата - средното съдържание на въглерод в стотни от процента. 2. Релси от стомана марка М76В се класифицират като релси с ванадий; от стомани от марки М76Т, М74Т и М76ВТ - за релси с титан; от стомани от марки M76Ts и M74Ts - до релси с цирконий. 3. Масовата част на ванадий в железопътната стомана, в зависимост от марката, варира от 0,01 до 0,07%, титан - от 0,005 до 0,025%, цирконий - от 0,001 до 0,050%. 4. Разрешено е да се изработват релси тип Р50 от групи I и II от кислородно-конверторна стомана. В този случай при обозначението на марката стомана буквата "М" се заменя с буквата "К". |
|||||||
Таблица 10. Механични свойства на релсовата стомана
Релсите, предназначени за заваряване или други специални цели, по желание на потребителя, могат да бъдат изработени с дължина най-малко 6,0 m без втвърдяване на единия или двата края.
10. След пълно охлаждане релсите могат да се изправят студено на ролкови изправящи машини и щамповани преси.
11. След студено изправяне не се допускат:
многократно студено изправяне на релси на ролкови изправящи машини в една и съща равнина;
студено щамповане изправяне на краищата на релсите, ако кривината на краищата е в рамките на местоположението на отворите за болтове;
падане на релси от височина над 1,0 m;
вълнообразност и усукване на релсите. Релса се счита за усукана, ако при измерване на контролна стойка има празнини в краищата между ръба на подметката и релсата (по диагонал) повече от 1/10000 от дължината си.
12. Краищата на релсите трябва да бъдат фрезовани перпендикулярно на надлъжната ос на шината. Отклонението на краищата не трябва да бъде повече от 1,0 mm, когато се измерва във всяка посока. Не се допуска отрязване и счупване на дефектните краища на релсите.
Отворите за болтове в краищата на релсите трябва да бъдат пробити перпендикулярно на вертикалната надлъжна равнина на релсата. Повърхностите на отворите за болтове и краищата на релсите трябва да са без дефекти, драскотини и следи от свиване под формата на разслояване и пукнатини. Неравностите и металните перли в отворите за болтове и в краищата на релсите трябва да бъдат отстранени чрез оголване.

Сган. 40. Основни маркировки на релсите:
а -релси от първи клас; б- релси от втори клас; v- места за маркиране на шийката на релсата; 1 - ревизионни знаци; 2 - печатът на ОТК на завода (може да бъде под формата на квадрат, триъгълник или буквата "К"); 3 - мястото, където се нанася номерът на релсата по местоположението му в слитъка (1 и 2 - главни релси, X - долни средни релси не са маркирани); 4 - мястото, където се прилага топлинният номер на стоманата (топлинният номер за релси от 1-ва група започва с буквата P); 5 - място на индикация на серийния номер на шината от главата на слитка; 6 - мястото на разточената (изпъкнала) маркировка по дължината на релсата, повторена след около 2,5 m и посочваща: производител, месец и година на наемане, тип релса
13. Изпитвателната секция на релсата за пилотни изпитвания трябва да издържи при температура от 0 ° до плюс 40 ° C изпитването на удар без счупвания, пукнатини и прорези на подметката (както в обхвата, така и върху опорите).
14. Изпитвателната секция на шината за изпитване на здравината на подметката трябва да издържи статичното натоварване без пукнатини или счупвания, докато се получи отклонение на стрелката от 4,0 mm.
15. За полагане на главните коловози на МВР не се допускат: релси от втори клас, типове Р75 и Р65 с разточена мръсотия, мехурчета и пукнатини по средната трета на дъното на подметката с дълбочина повече от 0,3 mm; релси от втори клас, тип P50.
16. Маркировката на релсите е показана на фиг. 40, 41 и в табл. единадесет.
17. Доставяните до потребителя релси трябва да бъдат придружени от документ (сертификат за техническа годност на релсите), подписан от представителя на производителя и инспектора на Министерството на железниците, удостоверяващ съответствието на релсите с изискванията на този стандарт, който трябва да посочва:
Наименование на производителя;
Номерата на стандартите, по които са произведени и приети релсите и номерата на поръчката;
Клас и вид на релсите;
Отпечатъци или описания на знаци за приемане и маркиране на релси с бои;
номера на карета;
Името и адреса на получателя.

Сган. 41. Пример за пълна фабрична маркировка за нови релси от първи клас:
а- релсата е произведена от металургичния комбинат в Кузнецк (K) през май (V) 1990 г. (90 г.), тип P65, стопилка A293, от обикновена стандартна въглеродна стомана, със закалени краища (бяла ивица на главата), съгласно съдържание на въглерод "твърд" (жълт цвят на подметката в края), стрелката показва края на главата; б- релсата е произведена от завод Азовстал (А) през март 1990 г. (III 90) тип Р75, стопилка Р356, закалена по цялата дължина (зелена ивица на гърлото и зелен кант на челния край); v- релсата е произведена от металургичния завод Нижни Тагил (T) през септември 1989 г. (IX 89) от тип P50, стопилка 751Ya, закалена по цялата дължина, по отношение на качеството на втвърдяване - първи клас (зелен кант в края ); Г- релсата е произведена от завода на име Дзержински (D) през януари 1990 г. (I 90) тип P50, стопилка 153, закалена по цялата дължина, според качеството на втвърдяване - втори клас (жълт кант в края)
Таблица 11. Допълнителна релсова маркировка
| Скица | Описание на маркировката |
 |
Главата в края, по контура, се очертава със синя (за релси от група I) или бяла (за релси от група II) боя; една сърцевина е пробивана - релсата от първи клас не е закалена |
 |
Синя или бяла ивица на върха на главата на релсата; релефната буква К в края - релса от първи клас със закалени краища (останалата релса не е закалена) |
 |
Главата в края, по контура, е очертана със светлозелена боя; има и светлозелена ивица на шията на разстояние около 1 м от края; релефната буква Z в края - релса от първи клас, закалена по цялата дължина по параметрите на първи клас закаляване |
 |
Главата в края, по контура, е очертана в жълто; на разстояние около 1 м от края има светлозелена ивица; буквата Z в края - релса от първи клас, закалена по цялата дължина според параметрите на втвърдяване от втори клас |
 |
Главата е очертана в жълто; на шията, на разстояние около 1 м от края, с жълта боя е изписан шифър от една буква и цифри - експериментална релса, нейните характеристики са дадени в документите |
 |
Единият ръб на подметката е боядисан със синя или бяла боя - шината има еднократно скъсяване: 40 мм за 12,5 метра и 80 мм за 25 метра |
 |
И двата ръба на подметката са боядисани със синя или бяла боя - шината има двойно скъсяване: 80 мм за 2,5-метрови и 160 мм за 25-метрови релси |
 |
Външната подметка в края е боядисана с жълта боя - стоманата, от която е изработена шината, съдържа въглерод над средния процент по стандарта |
 |
Подметката и половината на шията се боядисват с червена или зелена боя и се избиват две сърцевини - шина от втори клас; с червен цвят - незакалени, със зелен цвят - втвърдени |
 |
Целият край на релсата е боядисан със синя боя, в двата края има три ядра - релсата е отхвърлена, не е подходяща за полагане по пътя на Министерството на железниците |
Основни изисквания за релси от типове P50, P65 и P75, термично обработени чрез обемно закаляване в масло в съответствие с GOST 18267-82
(въведено от 1 януари 1984 г., за да замени GOST 18267-72)
1. Стандартът се прилага за железопътни релси от типове P50, P65 и P75, изработени от високовъглеродна мартенова стомана и термично обработени по цялата си дължина чрез обемно охлаждане в масло, последвано от закаляване в пещ.
2. Релсите, предназначени за термична обработка, трябва да отговарят на изискванията за релси от първи клас, произведени в съответствие с GOST 24182-80.
По споразумение между производителя и потребителя се допуска термична обработка на релсите от втори клас. Закалените релси, превърнати във втора степен по повърхностни дефекти, са предназначени за полагане на коловози, които не принадлежат на Министерството на железниците.
3. Твърдостта върху търкалящата повърхност на главата на закалените релси трябва да бъде в рамките на HB 341 ... 388; твърдостта на врата и стъпалото на релсите - не повече от HB 388.
4. Макроструктурата на закаления метал на главата на релсата трябва да бъде втвърден сорбитол.
Допуска се наличието на малки разпръснати участъци от ферит.
5. Механичните свойства на закалените релси трябва да бъдат както следва:
Временно съпротивление, kgf / mm 2 ........................................ ³120
Граница на провлачване, kgf / mm 2 ................................... ......... ³81
Относително разширение, % .............................................. .. ³6
Относително стесняване, % .............................................. ..... ³25
Ударна якост при 20 ° C, kgf m / cm 2 ................................... ³2.5
6. Изпитвателният участък на релсата трябва да издържи изпитванията на удар при ниска температура под главната баба без счупване и признаци на разрушаване.
7. В случай на незадоволителни резултати от многократни изпитвания на удар под рамката, се разрешава релсите да се подложат на закаляване с висока твърдост HB 255 ... 302 и да се предадат в съответствие с GOST 24182-80 като незакалени.
8. Маркировката на релсите трябва да съответства на посочената на чертежа. 40, 41 и в табл. единадесет.
9. Релсите трябва да бъдат придружени от документ, подписан от представител на производителя и инспектор на Министерството на железниците, удостоверяващ съответствието им с изискванията на този стандарт и съдържащ:
Име на производителя;
Име на продукта и метод на топлинна обработка;
Вид, клас и група релси;
Марка стомана, от която са направени релсите;
Обозначение на този стандарт;
Отпечатъци или описания на знаци за приемане, както и описание на маркировката на релсите с бои;
Броят на релсите с посочване на тяхната дължина и тегло;
Име и адрес на потребителя.
Релсова маркировка
Всяка нова релса е маркирана на гърлото и на един от краищата.
Маркирането се подразделя на постоянно, извършвано при валцоване и щамповане в горещо и студено състояние (виж фиг. 40) и временно или допълнително, извършвано с боя (виж Таблица 11). Маркирането (виж фиг. 41) е необходимо за правилното полагане на релсите в коловоза.
Маркирани са и старогодишни релси (фиг. 42).

Сган. 42. Пример за маркиране на старогодишни релси (светла боя):
а- релса от I група, подходяща за полагане на пътя без ремонт; б- Група II релса за ремонт (II-P); v- релса от група IV, неподходяща за полагане на пътя (XXX)
(Вместо GOST 7174-75, 8161-75, GOST 16210-77, GOST 18267-82)
Дата на въвеждане 01.07.2001г
Този стандарт се прилага за железопътни релси Р50, Р65, Р75, предназначени за връзка и непрекъснат коловоз на железопътни линии и за производство на стрелки. Задължителните изисквания за качеството на релсите, които гарантират безопасността на движението, са посочени в раздели 5-8 от този стандарт.
4.1. Релсите са подразделени по видове:
поради наличието на отвори за болтове:
по метода на топене на стомана:
по вида на началните празни места:
по метода на третиране против люспи:
5.1. Формата и основните (контролирани) размери на напречното сечение на релсите трябва да съответстват на посочените на фигура 1 и в таблица 1. Допустимите отклонения на контролираните размери и формата на напречното сечение на релсите трябва да съответстват на стойностите, посочени в таблица 2.
Фигура 1 - Основните размери на напречното сечение на релсата
маса 1
В милиметри
|
Име на размер на напречното сечение |
Стойност на размера за тип релса |
|||
|
Височина на релсата Х |
||||
|
Височина на шията з |
||||
|
Ширина на главата б |
||||
|
Ширина на подметката Б |
||||
|
Дебелина на шията д |
||||
|
Височина на писалката м |
||||
таблица 2
В милиметри
|
Име на индикатора |
Допуск на размера и формата на напречното сечение за вида и категорията на релсата |
|||||
|
R65, R75 |
||||||
|
T1, T2, H |
T1, T2, H |
T1, t2, H |
||||
|
Ширина на главата б |
||||||
|
Ширина на подметката Б |
||||||
|
Дебелина на шията д |
||||||
|
Височина на релсата Х |
||||||
|
Височина на писалката м |
||||||
|
Височина на релсите з |
||||||
|
Отклонение на формата на търкалящата се повърхност на главата от номиналната (по оста на симетрия) |
Не е стандартизиран |
|||||
|
Изпъкналост на подметката (равномерна) |
||||||
|
Вдлъбнатина на подметката |
Не е позволено |
|||||
|
Отклонение на профила от симетрия (асиметрия) |
||||||
5.2. Разположението, броят и диаметърът на отворите за болтове в гърлото в краищата на релсите трябва да съответстват на тези, показани на фигура 2 и таблица 3. По споразумение на страните релсите могат да бъдат направени с различно местоположение, брой и диаметър на отвори за болтове.

Фигура 2 - Местоположение на отворите за болтове
Таблица 3
Размери в милиметри
|
Тип релса |
Стойност на размера |
Толеранс за релсова категория |
|||||
|
д |
T |
л 1 |
л 2 |
л 3 |
T1, T2, H |
||
ДЪРЖАВЕН СТАНДАРТ НА РУСКАТА ФЕДЕРАЦИЯ
ЖЕЛЕЗОПЪТНИ РЕЛСИ
ОБЩИ ТЕХНИЧЕСКИ УСЛОВИЯ
ДЪРЖАВЕН СТАНДАРТ НА РУСИЯ
Предговор
1 РАЗРАБОТЕН от държавата унитарно предприятие„Всеруски изследователски институт железопътен транспортМинистерство на железниците на Руската федерация", Държавен научен център на Руската федерация, ОАО Уралски институт по метали, ОАО Нижнитагилски металургичен завод, ОАО Кузнецк металургичен завод. Госстандарт на Русия от 18 декември 2000 г. № 378-СВ 3 ВЪВЕДЕНИЕ ПЪРВОТО 4 ИЗДАНИЕ (март 2002 г.) с изменение (IUS 9-2001)
ДЪРЖАВЕН СТАНДАРТ НА РУСКАТА ФЕДЕРАЦИЯ
ЖЕЛЕЗОПЪТНИ РЕЛСИ
Общи спецификации
Железопътни релси.
Общи спецификации
Дата на въвеждане 2001-07-01
1 Обхват Този стандарт се прилага за железопътни релси, предназначени за връзка и непрекъснат коловоз на железопътни линии и за производство на стрелки 2 Нормативни препратки Този стандарт използва препратки към следните стандарти: GOST 1497-84 (ISO 6892-84) Метали. Методи за изпитване на опън GOST 7502-98 Метални измервателни ленти. Технически условия GOST 7565-81 (ISO 377-2-89) Чугун, стомана и сплави. Метод за вземане на проби за определяне на химичния състав GOST 7566-94 Метални изделия. Приемане, маркиране, опаковане, транспортиране и съхранение GOST 8233-56 Стомана. Стандарти за микроструктура GOST 9012-59 (ISO 410-82, ISO 6506-81) Метали. Метод за измерване на твърдостта по Бринел GOST 9454-78 Метали. Метод за изпитване на удар при ниски, стаи и повишени температури GOST 10243-75 Стомана. Метод за изпитване и оценка на макроструктурата GOST 17745-90 Стомани и сплави. Методи за определяне на газове GOST 18895-97 Стомана. Фотоелектричен метод спектрален анализ GOST 22536.1-88 Въглеродна стомана и нелегиран чугун. Методи за определяне на общия въглерод и графит GOST 22536.2-87 Въглеродна стомана и нелегиран чугун. Методи за определяне на сярата GOST 22536.3-88 Въглеродна стомана и нелегиран чугун. Методи за определяне на фосфор GOST 22536.4-88 Въглеродна стомана и нелегиран чугун. Методи за определяне на силиций GOST 22536.5-87 (ISO 629-82) Въглеродна стомана и нелегиран чугун. Методи за определяне на манган GOST 22536.7-88 Въглеродна стомана и нелегиран чугун. Методи за определяне на хром GOST 22536.8-87 Въглеродна стомана и нелегиран чугун. Методи за определяне на мед GOST 22536.9-88 Въглеродна стомана и нелегиран чугун. Методи за определяне на никел GOST 22536.10-88 Въглеродна стомана и нелегиран чугун. Методи за определяне на алуминия GOST 22536.11-87 Въглеродна стомана и нелегиран чугун. Методи за определяне на титан GOST 22536.12-88 Въглеродна стомана и нелегиран чугун. Методи за определяне на ванадий GOST 26877-91 Метални изделия. Методи за измерване на отклоненията на формата GOST 28033-89 Стомана. Метод за рентгенов флуоресцентен анализ GOST 30415-96 Стомана. Безразрушително изпитване на механични свойства и микроструктура на метални изделия по магнитен метод GOST R 8.563-96 Държавна системаосигуряване на еднородност на измерванията. Техники за измерване GOST R 50542-93 Изделия от черни метали за горната конструкция на железниците. Термини и определения
Фигура 1 - Основните размери на напречното сечение на релсата
маса 1
В милиметри
|
Име на размер на напречното сечение |
Стойност на размера за тип релса |
|||
| Височина на релсата н | ||||
| Височина на шията з | ||||
| Ширина на главата б | ||||
| Ширина на подметката V | ||||
| Дебелина на шията д | ||||
| Височина на писалката T | ||||
таблица 2
В милиметри
|
Име на индикатора |
Допуск на размера и формата на напречното сечение за вида и категорията на релсата |
||||||||||
| Ширина на главата б | |||||||||||
| Ширина на подметката V |
1,0 |
1,0 |
|||||||||
| Дебелина на шията д |
0,8 |
0,8 |
0,8 |
||||||||
| Височина на релсата н |
0,6 |
0,8 |
1,3 |
||||||||
| Височина на писалката T |
1,0 |
1,0 |
|||||||||
| Височина на релсите з |
0,3 |
0,3 |
|||||||||
| Отклонение на формата на търкалящата се повърхност на главата от номиналната (по оста на симетрия) |
Не е стандартизиран |
||||||||||
| Изпъкналост на подметката (четно) | |||||||||||
| Вдлъбнатина на подметката |
Не е позволено |
||||||||||
| Отклонение на профила от симетрия (асиметрия) | |||||||||||

Фигура 2 - Местоположение на отворите за болтове
Таблица 3
Размери в милиметри
|
Тип релса |
Стойност на размера |
Толеранс за релсова категория |
|||||
| P50 | |||||||
| R65, R65K | |||||||
| P75 | |||||||
| Забележка - Размер T дава се за настройка на сондажни агрегати; на готови релси не се следи. | |||||||
Таблица 4
|
Дължина на релсата, m |
Допустимо отклонение на дължината на релсата, mm, за категорията |
Отвори за болтове |
|||
|
Без дупки |
|||||
|
25,00 |
С дупки |
||||
|
12,52 |
|||||
| Забележка - Дължината на релсите се задава за условията на измерване на приемната стойка на производителя. | |||||
Таблица 5
5.7. Усукването на релсите не трябва да надвишава: 1/25000 от дължината на релсата от категория В; 1/10000 от дължината на релса от категории T 1, T 2 и H. 5.8. Проектните параметри на релсовата конструкция са дадени в допълнение Б. 5.9. Схема и примери символрелси:
Примери за конвенционално обозначение на релси: тип P65, категория T1, изработени от стомана марка M76T, дълги 25 m с три отвора за болтове в двата края на релсата:
Релса R65-T1-M76T-25-3 / 2 GOST R 51685-2000
Таблица 6 - Химичен състав на стоманата
|
Тип релса |
клас стомана |
Масова част на елементите,% |
||||||||
|
манган |
алуминий |
|||||||||
|
Не повече от 0,30 |
||||||||||
| Бележки 1 При марките стомана буквите M, K и E означават метода на топене на стомана, цифрите означават средната масова част на въглерода, буквите F, C, X, T са легирането на стомана с ванадий, силиций, хром и титан, съответно. 2 При марки стомана, където хром, никел и мед са остатъчни елементи, масовата част на всеки от тях не трябва да бъде повече от 0,20%, а общата масова част на тези елементи не трябва да бъде повече от 0,50%. Общата масова част на никел и мед в стомани марки K78KhSF, E78KhSF, K86F и E86F не трябва да бъде повече от 0,35%. | ||||||||||
Таблица 7
|
Тип дефект |
Име на параметъра за дефект |
||||||
|
Стъпка |
Средна трета от основата на подметката |
Други елементи на профила |
|||||
| Навити мехурчета, косми, бръчки | Дълбочина мм | ||||||
| Дължина, м | |||||||
| Надлъжни рискове и драскотини | Дълбочина мм | ||||||
| Забележка - Върху повърхността на шийката на релсата извън зоната на свързване с облицовките се допускат отпечатъци с височина не повече от 5 mm. | |||||||
Таблица 8
|
Крайно съпротивление, N / mm 2 (kgf / mm 2) |
Граница на провлачване, N / mm 2 (kgf / mm 2) |
Относително разширение, % |
Относително стесняване, % |
Ударна якост KCU, J / cm 2 (kgf ∙ m / cm 2) |
|
Таблица 9
|
Място за определяне на твърдостта |
Твърдост на релсата за категория |
||
| На търкалящата се повърхност на главата | |||
| На дълбочина 10 mm от търкалящата повърхност на главата |
Не по-малко от 341 |
Не по-малко от 341 |
Не по-малко от 321 |
| На дълбочина 22 мм от търкалящата повърхност на главата |
Не по-малко от 321 |
Не по-малко от 300 |
|
| В областта на шията и подметката |
Не повече от 388 |
||
Таблица 10 - Височината на падане на товара и температурата на пробата по време на пилотни изпитвания
6.16. При топлинно усилени релси не се допускат остатъчни напрежения, водещи до отклонение на жлеба в края на образеца, mm, повече: 2,0 - за релси от категория B; 2.5 - за релси от категория Т1; 3.0 - за релси от категория Т2. 6.17. Микроструктурата на метала на главата на топлинно усилени релси трябва да бъде фино диспергиран ламелен перлит (троостит или втвърден сорбитол), допускат се малки разпръснати участъци от ферит. Бейнитът се допуска на дълбочина не повече от 2 mm от търкалящата повърхност на главата. (Променено издание. Rev. номер 1 ) 6.18. По желание на потребителя повърхността на главата на релсите от категория H в краищата се подсилва топлинно. Изискванията за топлинно усилената площ на главата на релсата се определят по споразумение на страните. 6.19. Маркиране 6.19.1. На шията, от едната страна на всяка релса, в горещо състояние, се разточва изпъкнала маркировка, съдържаща: обозначението на производителя (например K - Кузнецк металургичен завод, T - металургичен завод Нижни Тагил); месец (с римски цифри) и година на производство (с арабски цифри); тип релса; обозначение на посоката на търкаляне със стрелка (върхът на стрелката сочи към предния край на релсата в посоката на търкаляне). Маркировките трябва да са високи от 30 до 40 mm и да стърчат с 1 до 3 mm с плавен преход към повърхността на шията. Позволено е допълнително да се разточват не повече от четири знака под формата на изпъкнали точки с диаметър от 2 до 3 mm, височина около 1 mm. Маркировката се нанася най-малко на четири места (на релси с дължина до 12,52 m - най-малко на две места) по дължината на релсата. 6.19.2. Върху гърлото на всяка релса от същата страна, където се разточват изпъкналите маркировки, в горещо състояние се отпечатва следното: код за топене; референтно обозначение на контролните релси; конвенционално обозначение на топлинно подсилени релси. Маркировките трябва да са с височина около 12 мм и дълбочина от 0,8 до 1,5 мм. Знаците трябва да са ясни, без резки очертания на контури и върхове. Разстоянието между знаците трябва да бъде 20 - 40 мм. 6.19.2.1. Кодът на топене включва: обозначение на метода на топене за производство на стомана в конвертор (K) и електрическа пещ (E); конвенционално обозначение на стоманата (X - нисколегирана, V - микролегирана с ванадий, T - микролегирана с титан); обозначението на стоманодобивната единица и серийния номер на топлоенергията. Кодът за топене се прилага най-малко на четири места по дължината на релсата (за релси с дължина до 12,52 m - поне на едно място), на разстояние най-малко един метър от краищата. 6.19.2.2. Референтното обозначение на контролните релси включва: индексът "1", който се прилага към предния край на релсите, съответстващ на свиващата се част на слитъците и началото на непрекъснатото леене на стопилката; индекс "X", който се прилага към задния край на релсите, съответстващ на дъното на слитъците и края на непрекъснатото леене на стопилката. Референтното обозначение на контролните релси се прилага на разстояние 0,7 - 2 m от края на релсата. 6.19.2.3. Конвенционалното обозначение на топлинно усилени релси под формата на пръстен с диаметър 15 - 20 mm и дълбочина не повече от 1 mm се прилага на разстояние най-малко 1 m от края. При релси, които са преминали високо темпериране и се предават като неукрепени чрез топлина, пръстените трябва да се отстранят чрез внимателно отстраняване. 6.19.2.4. Не се допуска нанасяне и коригиране на маркировки в студено състояние. 6.19.3. На един от краищата на релсата в студено състояние се отпечатва: кодът на топене съгласно 6.19.2.1 - върху подметката; референтно обозначение на контролната релса в съответствие с 6.19.2.2 - на горната четвърт на шейната; Следи за втвърдяване на краищата на релсата (буква К) - на долната четвърт на релсовата лента. 6.19.4. На всяка приета релса на главния край се поставят знаци за приемане: Отдел за контрол на качеството на производителя; проверки на Министерството на железниците на Руската федерация или друг потребител по негово искане. 6.19.5. Приетите релси са маркирани с незаличима боя: синя - на релси от категория Б; цвят шам-фъстък (светло зелен) - на релси от категория Т1; жълт - на релси от категория Т2; бяло - на релси от категория N. Маркировката се нанася: на края на релсата - чрез маркиране на контура на главата с приемни знаци; по повърхността на главата и шийката на релсата - с напречна лента с ширина 15 - 30 mm на разстояние 0,5 - 1,0 m от края с признаци за приемане. 6.19.6. Релсите, предназначени за полагане върху криволинейни участъци от коловоза, са допълнително маркирани с незаличима боя в цвят, съответстващ на категорията на релсата съгласно 6.19.5: един крак на крака на челната страна на релси с дължина 24,92 и 12,46 mm; двата крака на стъпалото на крайната страна на релсите с дължина 24,84 и 12,42 m. 6.19.7. Допуска се допълнителна маркировка с незаличима боя върху релси с различни дължини, направени за стрелки и други цели. Формата, цветът на боята и мястото на нанасяне на маркировката се определят по споразумение на страните.Таблица 11 - Процедурата за провеждане на първоначални приемо-предавателни изпитвания
|
Индикатор за качество на релсите |
Размер на извадката за категория релси |
Честота на тестовете за релси от категорията |
|||
| Химичен състав на стоманата (6.2) | Проба за черпак | Всяко стопяване | |||
| Масова фракция на кислорода (6.4) | Една релса | Всяко стопяване | Всяко 20-то топене | ||
| Замърсяване с неметални включвания (6.5) | Шест релси (по три с индекси "1" и "X") | Всяко 30-то топене | |||
| Макроструктура (6.7) | Две релси (по една с индекси "1" и "X") | На всеки 10-и маншове или една от поредица от маншове | |||
| Свойства на опън (6.13) | Една релса | Всяко 20-то топене | |||
| Якост на удар (6.13) | Една релса | Всяко загряване или едно от съседните загрявания | |||
| Твърдост върху търкалящата се повърхност на главата (6.14) | Една релса | Всяко стопяване | |||
| Твърдост на напречното сечение (6.14) | Една релса | ||||
| Сила на купчина (6,15) | Една релса | Една от съседните или една от поредица от закачвания | |||
| Остатъчни напрежения (6.16) | Една релса | Поне веднъж на ден | |||
| Микроструктура (6.17) | Всяко 20-то топене | ||||

Фигура 3 - Схема за изрязване на микросрез
Замърсяването с неметални включвания се оценява по максималната дължина на шева, установена при преглед на всичките шест секции. 8.8. Макроструктурата на релсите (6.7) се разкрива чрез дълбоко ецване на повърхността на напречните шаблони на целия участък на релсата, получени от избраните проби по методите на студена обработка (издълбаване, шлайфане) по метода GOST 10243 релса или директно от краищата на наблюдаваните релси след подходяща подготовка на повърхността на краищата в съответствие с GOST 10243. Оценката на макроструктурните дефекти се извършва по скалите, договорени от производителя с Министерството на железниците на Русия Федерация. 8.9. Термоусилените релси се подлагат на ултразвуково неразрушаващо изпитване за наличие на вътрешни дефекти (6.8) съгласно процедурата, съгласувана с Министерството на железниците на Руската федерация. Релсите от категория B се управляват по участъка на шията и главата. 8.10. Контролът на качеството на повърхността, краищата и отворите за болтове на релсите (6.10 - 6.12) се извършва чрез визуална проверка. При необходимост се проверява наличието и дълбочината на повърхностни дефекти и разслоения в краищата чрез пробно изрязване, локално „изсветляване“ с абразивен инструмент или по друг метод, който гарантира правилността на определянето. Разцепването или разцепването на чипове по време на щанцоване се счита за признак на дефект. Релсите от категория B (6.9) се подлагат на неразрушаващ инструментален контрол на качеството на търкалящата се повърхност и основата на подметката съгласно процедурата, съгласувана с Министерството на железниците на Руската федерация. (Променено издание. Изменение № 1) 8.1.1 Определянето на механичните свойства на релсите (6.13) се извършва в съответствие с GOST 1497 чрез изпитвания на опън на цилиндрични образци с диаметър 6 mm и начална проектна дължина на работната част 30 mm. Заготовките за проби трябва да бъдат разположени по посока на валцоване в горната част на главата в зоната на филе възможно най-близо до повърхността на разстояние най-малко 150 mm от края на релсата. 8.12. Определянето на ударната издръжливост на термично подсилени релси (6.13) се извършва върху образци от тип 1 съгласно GOST 9454. Заготовките от образци за изпитване на удар се изрязват по посока на търкаляне от горната част на главата в зоната на филе възможно най-близо колкото е възможно до повърхността на разстояние най-малко 150 mm от края на шината. 8.13. Твърдостта на термоукрепените релси (6.14) се контролира в съответствие с GOST 9012. Твърдостта на търкалящата се повърхност се определя по средната надлъжна линия на главата в двата края на релсата на разстояние не повече от 1 m от краищата и в средната част по дължината на шината. Мястото за изпитване на твърдостта трябва да бъде изгладено, за да се отстрани котлен камък и обезвъгленият метал. Твърдостта на напречното сечение на релсите се определя върху шаблон за напречна релса с дебелина най-малко 20 mm, изрязан на разстояние най-малко 150 mm от края на шината. Твърдостта се определя върху търкалящата повърхност на главата на шаблона и в четири точки на напречното сечение: в главата на разстояние 10 и 22 mm от повърхността на търкаляне по вертикалната ос на релсата, в средата на шийката и на предната част на стъпалото на разстояние 9 мм от ръба му. 8.14. Изпитване на релса с пълен профил с дължина (1300 ± 50) mm се подлага на изпитване за натрупване (6.15). Пробата се монтира хоризонтално с главата нагоре върху две опори с радиуси на кривина (125 ± 2) mm и разстояние между осите на опорите (1000 ± 5) mm. Масата на падащото тегло на пилота - (1000 ± 3) kg, радиус на кривина на ударника на падащата тежест - (125 ± 2) mm. Пробата се подлага на единичен удар с тежест, падаща от дадена височина (таблица 10). Температурата на пробата трябва да бъде както е посочено в 6.15. 8.15. Остатъчните напрежения (6.16) се контролират от изместването на ръбовете на жлеба, изрязан в шийката на релсата. Проба с дължина (600 ± 3) mm се изрязва на разстояние най-малко 1,5 m от края на готовата релса и се изрязва в студено състояние по неутралната ос на релсата до дължина (400 ± 3) мм. Ширината на жлеба, който трябва да се изреже, трябва да бъде (6 ± 1) mm. Преместването на ръбовете на жлеба се определя като разликата във височината на шината по оста в назъбения край преди и след направата на прореза. 8.16. Микроструктурата (6.17) се контролира върху микросрез, изрязан от горната половина на главата на релсата с помощта на оптичен микроскоп с увеличение най-малко 400. Микроструктурата се открива чрез ецване в съответствие с GOST 8233. Разрешено е да се извърши контрол върху микросрез, изрязан от главата на проба за изпитване на опън. 8.17. По споразумение с Министерството на железниците на Руската федерация е разрешено извършването на неразрушаващо изпитване на замърсяване на релсите с неметални включвания (6.5), механични свойства при опън и ударна якост (6.13), твърдост (6.14) и остатъчни напрежения (6.16) в съответствие с GOST 30415 или други методи, сертифицирани в съответствие с GOST R 8.563 ...
(задължително)

Фигура A.1 - Тип релса P50

Фигура A.2 - Тип релса P65

Фигура A.3 - Тип релса R65K

Фигура A.4 - Тип релса P75
ПРИЛОЖЕНИЕ А.(Изменение).(справка)
Таблица Б.1
|
Име на параметъра |
Стойност на параметъра за тип релса |
|||
| Площ на напречното сечение на релсата, cm 2 | ||||
| Разстояние от центъра на тежестта, mm: | ||||
| до долната част на подметката | ||||
| до върха на главата | ||||
| Разстояние от центъра на усукване, mm: | ||||
| до долната част на подметката | ||||
| до върха на главата | ||||
| Инерционен момент на релсата около вертикалната ос, cm 4: | ||||
| цяла релса | ||||
| глави | ||||
| подметки | ||||
| Инерционен момент на релсата спрямо хоризонталната ос, cm 4: | ||||
| цяла релса | ||||
| глави | ||||
| подметки | ||||
| Момент на съпротивление, cm 3: | ||||
| в долната част на подметката | ||||
| на върха на главата | ||||
| на страничния ръб на подметката | ||||
| Инерционен момент на релсата при нейното усукване, cm 4 | ||||
| Секторен момент на инерция, cm 6 | ||||
| Коравина на напречното сечение на релсата, kN / cm 2: | ||||
| при чистото му усукване | ||||
| със своето ограничено усукване | ||||
| Теоретична линейна маса на един метър релса (с плътност на стоманата 7850 kg / m 3), kg | ||||
| Площта на елементите на релсовия профил, % от общата площ: глава | ||||
| врата | ||||
| подметка | ||||
| Коефициент на линейно топлинно разширение на стомана α 10 6, град -1 | ||||
Продаваме стоманени релси. Проверете цените при мениджърите. Можете да поръчате релса в офиса на фирма "Ремстройпут" (Екатеринбург, ул. Таганская, 55 а). Налични релси P65, RP65, P50, RP50, P33, P38, T62, KP140, KP120, KP100, P80, KP70, P43, P24, P18, P11.
При непрекъсната подмяна на релси по основните направления на железниците, по пътя се полагат два вида нови, в зависимост от плътността на натоварването: P75 (GOST 16210-77) и (GOST 8161-75) (Таблица 7). На релсите на промишлените предприятия се използват релси от типа (GOST 7174-75) и (GOST 7173-54). В железопътните релси има релси от същия тип, но от по-ранни години на полагане (табл. 8). Релсите, използвани повторно в релсите, са наименувани.
Таблица 7. Основни показатели на релсите
| Индекс | P75 в съответствие с GOST 16210-77 | P65 в съответствие с GOST 8161-75 | P50 в съответствие с GOST 7174-75 | P43 в съответствие с GOST 7173-54 |
| Номер на рисунка в албум | 24 | 25 | 26 | 27 |
| Тегло на 1 м релса, кг | 74,41 | 64,72 | 51,67 | 44,65 |
| Тегло на една релса с дължина 25 m, кг | 1860 | 1618 | 1292 | 1116 |
| Височина на релсата, мм, включително: | 192,0 | 180,0 | 152,0 | 140,0 |
| височина на главата | 55,3 | 45,0 | 42,0 | 42,0 |
| "врат | 104,4 | 105,0 | 83,0 | 71,0 |
| "подметки | 32,3 | 30,0 | 27,0 | 27,0 |
| Ширина на главата на релсата, мм: | ||||
| нагоре | 72,0 | 73,0 | 70,2 | 70,0 |
| на дъното | 75,0 | 75,0 | 72,0 | 70,0 |
| Ширина на подметката, мм | 150 | 150 | 132 | 114 |
| 20 | 18 | 16 | 14,5 | |
| 95,04 | 82,65 | 65,99 | 57,0 | |
| Разпределение на площта по протежение на профила, %: | ||||
| глави | 37,4 | 34,1 | 38,1 | 42,8 |
| вратове | 26,5 | 28,5 | 24,5 | 21,3 |
| подметки | 36,1 | 37,4 | 37,4 | 35,9 |
| Разстояние от центъра на тежестта, mm: | ||||
| до долната част на подметката | 88,2 | 81,3 | 70,5 | 68,5 |
| до върха на главата | 103,8 | 98,7 | 81,5 | 71,5 |
| хоризонтален | 4489 | 3540 | 2011 | 1489 |
| вертикална | 665 | 564 | 375 | 260 |
| Момент на съпротивление, cm3: | ||||
| в долната част на подметката | 509 | 435 | 285 | 217 |
| на върха на главата | 432 | 358 | 247 | 208 |
| на страничния ръб на подметката | 89 | 75 | 55 | 45 |
Сган. 24. Релса тип P75 в съответствие с GOST 16210-77 (релсите се доставят от 1978 г.)

Сган. 25. Релса тип P65 в съответствие с GOST 8161-75 (релсите се доставят от 1976 г.)

Сган. 26. Релса тип P50 в съответствие с GOST 7174-75 (релсите се доставят от 1976 г.)

Сган. 27. Релса тип P43 в съответствие с GOST 7173-54 (релсите се доставят от 1955 г.)
Таблица 8. Някои индикатори на релсите са спрени, но се използват по пътя
| Индекс | P75 | P65 | P50 | P43 | I-a | P38 (II-a) | P33 (III-a) | |||||
| GOST 16210-70 | проект 751 / к.к | GOST 8161-63 | GOST 8161-56 | Проект от 1950 г | GOST 7174-65 | GOST 7174-54 | GOST 3542-47 | GOST 3542-47 | OST 119 | GOST 3542-47 | GOST 6726-53 | |
| Номер на рисунка в албум | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | 39 |
| Тегло на 1 м релса, кг | 74,4 | 75,1 | 64,64 | 64,93 | 64,90 | 51,63 | 51,51 | 50,50 | 43,61 | 43,57 | 38,42 | 33,48 |
| Височина на релсата, мм, включително: | 192 | 192 | 180 | 180 | 180 | 152 | 152 | 152 | 140 | 140 | 135 | 128 |
| височина на главата | 55,3 | 48,5 | 45 | 45 | 45 | 42 | 42 | 42 | 42 | 44 | 40 | 37 |
| "врат | 104,4 | 110 | 105 | 105 | 105 | 83 | 83 | 83 | 71 | 71 | 71 | 68 |
| "подметки | 32,3 | 33,5 | 30 | 30 | 30 | 27 | 27 | 27 | 27 | 25 | 24 | 23 |
| Ширина на главата на релсата, мм: | ||||||||||||
| - на върха | 71,8 | 72,8 | 72,8 | 72,8 | 76 | 70 | 70 | 70 | 70 | 70 | 68 | 60 |
| - на дъното | 75,0 | 75,0 | 75,0 | 75,0 | 76 | 71,9 | 70 | 70 | 70 | 70 | 68 | 60 |
| Ширина на подметката, мм | 150 | 160 | 150 | 150 | 150 | 132 | 132 | 132 | 114 | 125 | 114 | 110 |
| Дебелина на врата в средата, мм | 20 | 20 | 18 | 18 | 17 | 16 | 15,5 | 14,5 | 13,5 | 14 | 13 | 12 |
| Площ на напречното сечение, cm2 | 95,1 | 95,8 | 82,6 | 82,9 | 82,9 | 65,9 | 65,8 | 64,5 | 55,7 | 55,6 | 49,1 | 42,8 |
| Разпределение на метала по профила, %: | ||||||||||||
| - глава | 37,4 | 32,3 | 34,2 | 34,5 | 35,5 | 38,2 | 38,3 | 39,5 | 43,0 | 45,9 | 45,4 | 43,0 |
| - врат | 26,5 | 28,5 | 28,4 | 28,3 | 27,1 | 24,4 | 23,8 | 22,2 | 20,5 | 19,3 | 19,8 | 19,9 |
| - външна подметка | 36,1 | 39,2 | 37,4 | 37,2 | 37,4 | 37,4 | 37,5 | 38,3 | 36,5 | 34,8 | 34,8 | 37,1 |
| Инерционен момент спрямо осите, cm4: | ||||||||||||
| - хоризонтален | 4490 | 4597 | 3548 | 3573 | 3588 | 2018 | 2037 | 2016 | 1472 | 1476 | 1223 | 968 |
| - вертикално | 661 | 771 | 569 | 572 | 576 | 375 | 377 | - | 257 | 284 | 209 | 167 |
| Момент на съпротивление, cm3 | ||||||||||||
| - в долната част на подметката | 509 | 547 | 436 | 437 | 432 | 286 | 287 | 285 | 214 | 212 | 180 | 156 |
| - в горната част на главата | 432 | 426 | 359 | 363 | 370 | 248 | 251 | 248 | 206 | 210 | 182 | 147 |

Сган. 28. Релса тип P75 в съответствие с GOST 16210-70
(Релсите са доставени между 1966 и 1977 г.)
Сган. 29. Релса тип Р75 по проект 751 / ЦП
(Релсите са доставени между 1958 и 1966 г.)

Сган. 30. Релса тип R65 в съответствие с GOST 8161-63
(Релсите са доставени между 1964 и 1975 г.)
Сган. 31. Релса тип R65 в съответствие с GOST 8161-56
(Релсите са доставени в периода 1956 - 1963 г., дупките могат да бъдат овални 38´30 мм)

Сган. 32. Релса тип Р65 по проект 1950г
(Релсите са доставени между 1953 и 1955 г.)

Сган. 33. Релса тип P50 в съответствие с GOST 7174-65
(Релсите са доставени между 1965 и 1975 г.)

Сган. 34. Релса тип P50 в съответствие с GOST 7174-54
(Релсите са доставени между 1955 и 1966 г.)

Сган. 35. Релса тип P50 в съответствие с GOST 3542-47
(Релсите са доставени между 1948 и 1954 г.)

Сган. 36. Релса тип P43 в съответствие с GOST 3542-47
(Релсите са доставени между 1946 и 1954 г.)

Сган. 37. Релса тип 1-а съгласно OST 119
(Релсите се доставят до 1946 г.)

Сган. 38. Релса тип Р38 (II-a) в съответствие с GOST 3542-47

Сган. 39. Тип релса (III-a) GOST 6726-53
(Релсите се доставят до 1932 г.)
Основни изисквания за релси от типове P75, P65 и P50, изработени от мартенова стомана в съответствие с GOST 24182-80 (въведени от 1 юли 1981 г. вместо GOST 8160-63 и GOST 6944-63)
1. Стандартът се прилага за незакалени релси от тип P75, P65 и P50, изработени от мартенова стомана и предназначени за полагане на широколинейни железопътни линии по цялата дължина.
2. Дизайнът и размерите на релсите отговарят на GOST 7174-75, GOST 8161-75 и GOST 16210-77.
3. Изработват се релсите от две групи.
4. Релсите от група I са изработени от спокойна мартенова стомана, деоксидирана в черпак със сложни деоксиданти без използване на алуминий или други деоксиданти, които образуват вредни линейни неметални включвания в стоманата.
5. Релсите от II група са изработени от спокойна мартенова стомана, деоксидирана с алуминий или манган-алуминиева сплав.
6. Химичният състав на стоманата трябва да отговаря на стандартите, посочени в табл. девет.
7. Механичните свойства на стоманата за релси от групи I и II по време на дистанционни изпитвания трябва да отговарят на стандартите, посочени в табл. десет.
8. Технологията за производство на релси трябва да гарантира, че те нямат люспи, както и локални неметални включвания (алуминиев триоксид, карбиди и нитриди на титанов или силикатно циментиран алуминиев оксид), удължени по посока на валцуване под формата на коловози - линии с дължина над 2 mm за релси от група I и по-дълги от 8 mm за релси от група II.
9. Повърхността на главата на релсата в нейните краища трябва да бъде втвърдена от търкалящо нагряване или индукционно нагряване с високочестотни токове.
Таблица 9. Химическият състав на релсовата стомана
| Железопътна група | Тип релса | клас стомана | Масова фракция,% | ||||
| въглерод | манган | силиций | Фосфор | сяра | |||
| аз | P75 | M76V | 0,71 - 0,82 | 0,25 - 0,45 | |||
| P65 | M76T | ||||||
| М76ВТ | |||||||
| М76Ц | |||||||
| P50 | M74T | ||||||
| М74Ц | 0,69 - 0,80 | 0,75 - 1,05 | 0,18 - 0,40 | Не повече от 0,035 | Не повече от 0,045 | ||
| II | P75 | M76 | 0,71 - 0,82 | ||||
| P65 | |||||||
| P50 | M74 | 0,69 - 0,80 | |||||
| Бележки. 1. В обозначението на марката на стоманата буквата "М" показва метода на топене на стомана (Мартен), числата - средното съдържание на въглерод в стотни от процента. 2. Релси от стомана марка М76В се класифицират като релси с ванадий; от стомани от марки М76Т, М74Т и М76ВТ - за релси с титан; от стомани от марки M76Ts и M74Ts - до релси с цирконий. 3. Масовата част на ванадий в железопътната стомана, в зависимост от марката, варира от 0,01 до 0,07%, титан - от 0,005 до 0,025%, цирконий - от 0,001 до 0,050%. 4. Разрешено е да се изработват релси тип Р50 от групи I и II от кислородно-конверторна стомана. В този случай при обозначението на марката стомана буквата "М" се заменя с буквата "К". |
|||||||
Таблица 10. Механични свойства на релсовата стомана
Релсите, предназначени за заваряване или други специални цели, по желание на потребителя, могат да бъдат изработени с дължина най-малко 6,0 m без втвърдяване на единия или двата края.
10. След пълно охлаждане релсите могат да се изправят студено на ролкови изправящи машини и щамповани преси.
11. След студено изправяне не се допускат:
многократно студено изправяне на релси на ролкови изправящи машини в една и съща равнина;
студено щамповане изправяне на краищата на релсите, ако кривината на краищата е в рамките на местоположението на отворите за болтове;
падане на релси от височина над 1,0 m;
вълнообразност и усукване на релсите. Релса се счита за усукана, ако при измерване на контролна стойка има празнини в краищата между ръба на подметката и релсата (по диагонал) повече от 1/10000 от дължината си.
12. Краищата на релсите трябва да бъдат фрезовани перпендикулярно на надлъжната ос на шината. Отклонението на краищата не трябва да бъде повече от 1,0 mm, когато се измерва във всяка посока. Не се допуска отрязване и счупване на дефектните краища на релсите.
Отворите за болтове в краищата на релсите трябва да бъдат пробити перпендикулярно на вертикалната надлъжна равнина на релсата. Повърхностите на отворите за болтове и краищата на релсите трябва да са без дефекти, драскотини и следи от свиване под формата на разслояване и пукнатини. Неравностите и металните перли в отворите за болтове и в краищата на релсите трябва да бъдат отстранени чрез оголване.

Сган. 40. Основни маркировки на релсите:
а -релси от първи клас; б- релси от втори клас; v- места за маркиране на шийката на релсата; 1 - ревизионни знаци; 2 - печатът на ОТК на завода (може да бъде под формата на квадрат, триъгълник или буквата "К"); 3 - мястото, където се нанася номерът на релсата по местоположението му в слитъка (1 и 2 - главни релси, X - долни средни релси не са маркирани); 4 - мястото, където се прилага топлинният номер на стоманата (топлинният номер за релси от 1-ва група започва с буквата P); 5 - място на индикация на серийния номер на шината от главата на слитка; 6 - мястото на разточената (изпъкнала) маркировка по дължината на релсата, повторена след около 2,5 m и посочваща: производител, месец и година на наемане, тип релса
13. Изпитвателната секция на релсата за пилотни изпитвания трябва да издържи при температура от 0 ° до плюс 40 ° C изпитването на удар без счупвания, пукнатини и прорези на подметката (както в обхвата, така и върху опорите).
14. Изпитвателната секция на шината за изпитване на здравината на подметката трябва да издържи статичното натоварване без пукнатини или счупвания, докато се получи отклонение на стрелката от 4,0 mm.
15. За полагане на главните коловози на МВР не се допускат: релси от втори клас, типове Р75 и Р65 с разточена мръсотия, мехурчета и пукнатини по средната трета на дъното на подметката с дълбочина повече от 0,3 mm; релси от втори клас, тип P50.
16. Маркировката на релсите е показана на фиг. 40, 41 и в табл. единадесет.
17. Доставяните до потребителя релси трябва да бъдат придружени от документ (сертификат за техническа годност на релсите), подписан от представителя на производителя и инспектора на Министерството на железниците, удостоверяващ съответствието на релсите с изискванията на този стандарт, който трябва да посочва:
Наименование на производителя;
Номерата на стандартите, по които са произведени и приети релсите и номерата на поръчката;
Клас и вид на релсите;
Отпечатъци или описания на знаци за приемане и маркиране на релси с бои;
номера на карета;
Името и адреса на получателя.
Сган. 41. Пример за пълна фабрична маркировка за нови релси от първи клас:
а- релсата е произведена от металургичния комбинат в Кузнецк (K) през май (V) 1990 г. (90 г.), тип P65, стопилка A293, от обикновена стандартна въглеродна стомана, със закалени краища (бяла ивица на главата), съгласно съдържание на въглерод "твърд" (жълт цвят на подметката в края), стрелката показва края на главата; б- релсата е произведена от завод Азовстал (А) през март 1990 г. (III 90) тип Р75, стопилка Р356, закалена по цялата дължина (зелена ивица на гърлото и зелен кант на челния край); v- релсата е произведена от металургичния завод Нижни Тагил (T) през септември 1989 г. (IX 89) от тип P50, стопилка 751Ya, закалена по цялата дължина, по отношение на качеството на втвърдяване - първи клас (зелен кант в края ); Г
Целият край на релсата е боядисан със синя боя, в двата края има три ядра - релсата е отхвърлена, не е подходяща за полагане по пътя на Министерството на железниците
Основни изисквания за релси от типове P50, P65 и P75, термично обработени чрез обемно закаляване в масло в съответствие с GOST 18267-82
(въведено от 1 януари 1984 г., за да замени GOST 18267-72)
1. Стандартът се прилага за железопътни релси от типове P50, P65 и P75, изработени от високовъглеродна мартенова стомана и термично обработени по цялата си дължина чрез обемно охлаждане в масло, последвано от закаляване в пещ.
2. Релсите, предназначени за термична обработка, трябва да отговарят на изискванията за релси от първи клас, произведени в съответствие с GOST 24182-80.
По споразумение между производителя и потребителя се допуска термична обработка на релсите от втори клас. Закалените релси, превърнати във втора степен по повърхностни дефекти, са предназначени за полагане на коловози, които не принадлежат на Министерството на железниците.
3. Твърдостта върху търкалящата повърхност на главата на закалените релси трябва да бъде в рамките на HB 341 ... 388; твърдостта на врата и стъпалото на релсите - не повече от HB 388.
4. Макроструктурата на закаления метал на главата на релсата трябва да бъде втвърден сорбитол.
Допуска се наличието на малки разпръснати участъци от ферит.
5. Механичните свойства на закалените релси трябва да бъдат както следва:
Крайно съпротивление, kgf / mm2 ........................................ ³120
Граница на провлачване, kgf / mm2 ............................................ …… .. ³81
Удължение, % .............................................................................. ³6
Относително стесняване, % ............................................................... ³25
Ударна якост при 20 ° С, kgf m / cm2 ................................... ³2.5
6. Изпитвателният участък на релсата трябва да издържи изпитванията на удар при ниска температура под главната баба без счупване и признаци на разрушаване.
7. В случай на незадоволителни резултати от многократни изпитвания на удар под рамката, се разрешава релсите да се подложат на закаляване с висока твърдост HB 255 ... 302 и да се предадат в съответствие с GOST 24182-80 като незакалени.
8. Маркировката на релсите трябва да съответства на посочената на чертежа. 40, 41 и в табл. единадесет.
9. Релсите трябва да бъдат придружени от документ, подписан от представител на производителя и инспектор на Министерството на железниците, удостоверяващ съответствието им с изискванията на този стандарт и съдържащ:
Име на производителя;
Име на продукта и метод на топлинна обработка;
Вид, клас и група релси;
Марка стомана, от която са направени релсите;
Обозначение на този стандарт;
Отпечатъци или описания на знаци за приемане, както и описание на маркировката на релсите с бои;
Броят на релсите с посочване на тяхната дължина и тегло;
Име и адрес на потребителя.
Релсова маркировка
Всяка нова релса е маркирана на гърлото и на един от краищата.
Маркирането се подразделя на постоянно, извършвано при валцоване и щамповане в горещо и студено състояние (виж фиг. 40) и временно или допълнително, извършвано с боя (виж Таблица 11). Маркирането (виж фиг. 41) е необходимо за правилното полагане на релсите в коловоза.
Маркирани са и старогодишни релси (фиг. 42).

Сган. 42. Пример за маркиране на старогодишни релси (светла боя):
а- релса от I група, подходяща за полагане на пътя без ремонт; б- Група II релса за ремонт (II-P); v- релса от група IV, неподходяща за полагане на пътя (XXX)
GOST 8161-75 *
(ST SEV 1667-79)
Група B42
ДЪРЖАВЕН СТАНДАРТ НА СЪЮЗА НА ССР
ЖЕЛЕЗОПЪТНИ РЕЛСИ ТИП P65
Дизайн и размери
Железопътни релси тип Р65.
Дизайн и размери
Дата на въвеждане 1977-01-01
ВЪВЕДЕНО С Постановление на Държавния комитет по стандартите на Министерския съвет на СССР от 18 юни 1975 г. N 1573
Срокът на валидност е отменен с решение на Междудържавния съвет по стандартизация, метрология и сертифициране (IUS 2-93)
ЗАМЕНЯТЕ GOST 8161-63
РЕПУБЛИКА (юни 1994 г.) с изменения N 1, 2, 3, одобрени през май 1979 г., януари 1981 г., април 1985 г. (IUS 7-79, 3-81, 7-85).
1. Този стандарт се прилага за закалени и незакалени железопътни релси от тип P65 и определя тяхната конструкция и размери.
Стандартът отговаря на ST SEV 1667-79 по отношение на дизайна на релсата и регулирането на методите на заваряване на релси с къса дължина.
2. Конструкцията и размерите на напречното сечение на релсите трябва да съответстват на посочените на фиг. 1 или 1а, а разположението и размерите на отворите в гърлото в краищата на релсите - на фиг. 2-6. .
Отворите на фиг. 4-6 са направени от потребителя.

По дяволите 1а

_________________
* Скосяването се извършва на обемно закалени релси.
Забележка. (Заличен, Rev. N 2).




По желание на потребителя релсите могат да бъдат произведени без дупки в гърлото и без втвърдяване на търкалящата се повърхност на главата в единия или двата края.
По искане на потребителя се разрешава промяна на местоположението, броя и диаметъра на отворите в краищата на релсите.
(Променено издание, Rev. N 1, 2).
3. Граничните отклонения в изпъкналостта на главата при измерване по оста на симетрия на напречния профил на шината трябва да бъдат ± 0,5 мм, а по равномерната изпъкналост на подметката - 0,5 мм. Вдлъбнатината на крака на релсата не е разрешена.
Пример за конвенционално обозначение на железопътна релса от тип P65 с дължина 25 m, версия 1:
Релса 1 R65-25 GOST 8161-75
(Променено издание, Изм. № 2).
4. Не се допуска отклонение от симетрията на профила на напречното сечение на релсата спрямо нейната вертикална ос: по протежение на крака - повече от 1 mm и по протежение на главата - повече от 0,3 mm.
За дизайна (фиг. 1а) отклонението от симетрията на подметката спрямо главата не трябва да надвишава 2,15 mm.
(Променено издание, Изм. № 2, 3).
5. Краищата на отворите в шийката на релсата трябва да бъдат скосени с размер от 1 до 2 mm под ъгъл от около 45°.
На твърдо закалени релси, скосяване в съответствие с GOST 18267-82.
(Променено издание, Изм. № 3).
6. Дължината на релсите трябва да съответства на посочената в таблицата.
|
Дължина, м |
Допуски на дължина, mm, за релси |
Наличието на дупки в мрежата в краищата на релсата |
|
|
втвърдено * |
незакален |
||
|
______________________ |
|||
|
Изпълнение 1 |
|||
|
В двата края |
|||
|
Без дупки |
|||
|
В двата края |
|||
|
В единия край |
|||
|
В двата края |
|||
|
Изпълнение 2 |
|||
|
В двата края |
|||
(Променено издание, Изм. № 2).
7. Допуска се контактно или газово заваряване на релси с дължина до 25 m от релси с дължина най-малко 6 m, изработени от стомана от същия метод на топене. Броят на релсите, които ще бъдат заварени, трябва да се определи по споразумение между производителя и потребителя.
8. Технически изисквания за незакалени релси - в съответствие с GOST 24182-80, за обемно закалени релси - в съответствие с GOST 18267-82.
9. Съответствието на конструкцията и размерите на напречното сечение на релсата с изискванията на този стандарт се определя чрез шаблони на разстояние не повече от 200 mm от края на контролираната релса. Използването на други устройства не е разрешено. Разположението на отворите за болтове съгласно фиг. 1 се контролира по клиновата част на синуса, а според фиг. 1а - спрямо крака на релсата.
(Променено издание, Изм. № 2).
10. Изчислените данни са дадени в приложението към този стандарт.
ПРИЛОЖЕНИЕ
Справка
Проектни данни на релсовата конструкция
|
Настроики |
Стандарти за изпитване |
||
|
Площ на напречното сечение на шината, cm |
|||
|
Разстояние от центъра на тежестта, mm: |
|||
|
до долната част на подметката |
|||
|
до върха на главата |
|||
|
Инерционен момент спрямо осите, cm: |
|||
|
хоризонтален |
3573 в горната част на главата _______________________ |
||
|
Разпределение на метала върху площта на напречното сечение на релсата,%, от цялата площ: |
|||
|
в главата |
|||
|
в подметката |
|||
(Променено издание, Изм. № 2).
Текстът на документа се проверява от:
официална публикация
М .: Издателство на стандартите, 1994
Изпратете вашата добра работа в базата от знания е лесно. Използвайте формата по-долу Студенти, завършили студенти, млади ...
) и т.н. Освен това появата на модерни бързи компютри и безплатен софтуер (като R) направи ...
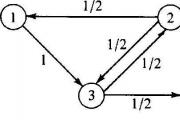
Марковските процеси са изведени от учените през 1907 г. Водещи математици от онова време развиват тази теория, някои ...
ВНИМАНИЕ!!! Този раздел ще се състои от няколко страници, останалите в момента са под ...
Тема. Теория на системите за опашка. Всяка CMO се състои от определен брой сервизни единици, които ...
При голям брой наблюдения йерархичните методи за клъстерен анализ не са подходящи. В такива случаи използвайте...
3. Определете диаметъра на вала от състоянието на якост. = ≤ → ≥; = → d = ≈73mm. 4. Определете от условието за твърдост ...

Група G действа (отляво) върху множество X, ако елемент gx X е дефиниран за всякакви елементи g и х X, и ...
Page 6 Таблица - Брой типове ъгли Изчисляване на възлите на фермата Ферментните пръти във възлите са свързани чрез лист ...
Ако броят на опитите n е достатъчно голям и вероятността p за настъпване на събитие А в независими опити ...

ФАКТОРЕН АНАЛИЗ Идеята за факторния анализ При изучаването на сложни обекти, явления, системи, фактори, ...
Системата получава Поасонов поток от клиенти с интензитет λ, потокът от услуги има интензитет μ, ...

2. Граница на еластичност 3. Точка на провлачване 4. Якост на опън или якост на опън 5. Напрежение ...

Основните механични свойства са здравина, еластичност,,. Познавайки механичните свойства, дизайнерът ...
Информатика, кибернетика и програмиране Обслужваща система с n обслужващи канала получава ...

Помните ли, че всички явления и процеси на икономическата дейност на предприятието са взаимосвързани и ...