Менеджер по работе с населением жкх должностная инструкция Должностные инструкции в жкх
Структура управляющей компании ЖКХ, ее схема и наличие в ней тех или иных подразделений и должностей зависит от размера...
Водородное пламя используется как альтернатива ацетиленовому. С его помощью можно осуществлять процесс сваривания, резки, запаивания. Сварочный водородный аппарат обеспечивает эффективность и безопасность процесса. Использование водорода вместо ацетилена в процессе газовой сварки обеспечивает большую продуктивность. Сварочный шов получается качественным, а производительность остается на высоком уровне.
Водородная сварка – разновидность газопламенной. Ее суть заключается в смешивании газов — водорода и кислорода. Работа позволяет получить пористый тонкий шов, однако в сварочной емкости остается большой шлаковый слой. Чтобы это избежать, в газовую смесь добавляют минимальное количество органики, а именно углеводородов. Эти вещества обладают способностью «гасить» кислород.
Сложным вопросом при организации водородной сварки считается выбор эффективного источника подачи газа. Известно, что применять водородный баллон для этих целей опасно. Сжиженный водород при высокой концентрации вызывает удушье и головокружение. Также проблемой является невидимость пламени в дневном свете. Днем применение такой сварки возможно только с использованием датчиков. Также проблема решается при помощи электролизеров – приборов, разлагающих воду на составляющие – кислород и водород.
Необходимо помнить, что этот газ пригоден для проведения сварки из малоуглеродистых сталей, железа, однако для сварки листов и труб из нержавеющей стали его применять нельзя.
Проблема возникает из-за взаимодействия водорода с никелем при высоких температурах. После охлаждения выделяется газ и образует повреждения на поверхности. Также такая сварка не применяется при обработке меди.
Сварочный водородный аппарат подключают как к бытовой, так и к электрической сети с тремя фазами. Также его используют для ручной и автоматизированной работы. При работе происходит подача по шлангу смеси газов в горелку. Температура регулируется в диапазоне 600-2600 градусов по Цельсию.

Любой сварочный аппарат включается в эксплуатационный режим очень быстро – это зависит от температуры окружающей среды, а также величины расхода газа. Малые габариты прибора способны обеспечить его высокую мощность. Продукт горения водорода – пар, не имеющий токсических свойств. Поэтому как при работе, так и при хранении сварочный аппарат на основе этого газа абсолютно безопасен. Однако требования техники безопасности стоит соблюдать — нужно применять защитный костюм и очки при эксплуатации устройства.
Существуют следующие варианты применения оборудования:
Выбор режимов эксплуатации обеспечивает широкий спектр возможностей прибора — от сварки малой толщины до осуществления резки больших по толщине листов стали. Качественный сварочный аппарат – помощник стоматологов, ювелиров, также он часто применяется при ремонте холодильного оборудования, а также в пунктах технического обслуживания.
Помимо этого, оборудование используется при ремонте ступиц, двигателя, радиаторов, для проведения кузовных работ.
Безопасность устройства достигается благодаря системе автоматического отключения при достижении запредельного уровня давления и допустимой концентрации электролита. Это защищает от возможных взрывов и пожаров.

Преимущества данного типа сварочных работ таковы:
Новейшая разработка – сварочный аппарат, способный соединять трубы, толщина металлической поверхности которых составляет до 5 мм. Устройства применяются при заваривании участков с браком, а также для разрезания металлов толщиной до 30 мм. Такая сварка возможна при баллонной подаче кислорода. Так получают чистый срез. Металл подвергается закаливанию, но не происходит насыщения углеродом и нет побочного образования оксида азота. Такое оборудование эксплуатируется в метро, тоннельных помещениях и колодцах.
Таким образом, применение водородной сварки – отличное решение для широкого круга сфер деятельности. Главное достоинство метода заключается в его абсолютной безопасности при соблюдении всех условий эксплуатации.
В условиях ужесточения экологических требований к промышленным процессам проводятся работы по поиску безвредных видов топлива. Не остались без внимания и сварочные работы с использованием в качестве основных источников энергии горючих газов – пропана, ацетилена и других. В результате исследований оказалось возможным заменить их водородом, или, вернее смесью из водорода и кислорода.
Водород можно получить при помощи электролиза воды, точнее, щелочного раствора гидроксида натрия (каустической соды, едкого натра, это все названия одного и того же вещества). Гидроксид добавляют в воду для ускорения реакции.
Для получения водорода достаточно опустить в раствор два электрода и подать на них постоянный ток. В ходе электролизного процесса на положительном электроде будет выделяться кислород, на отрицательном – водород. Объем выделяемого водорода будет в два раза больше, чем объем выделяемого кислорода.

В химическом выражении реакция выглядит следующим образом:
2H 2 O=2H 2 +O 2
Остается технически разделить эти два газа и воспрепятствовать их смешиванию, поскольку в результате образуется смесь, обладающая огромной потенциальной энергией. Оставлять процесс без контроля крайне опасно.
Для сварки водород получают при помощи специальных аппаратов – электролизеров. Для их питания необходимо электричество напряжением от 230 В. Электролизеры, в зависимости от конструкции, могут работать на трехфазном токе и на однофазном.
 В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен. Происходит это потому, что при сгорании водорода в среде кислорода, образуется вода, точнее водяной пар, который не содержит никаких вредных примесей.
В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен. Происходит это потому, что при сгорании водорода в среде кислорода, образуется вода, точнее водяной пар, который не содержит никаких вредных примесей.
Температура пламени водородно-кислородной смеси может регулироваться в пределах 600-2600 °C, что позволяет сваривать и резать даже самые тугоплавкие материалы.
Для получения водорода в качестве сырья используется только вода и электроэнергия, что делает стоимость работ низкой по сравнению с другими видами сварки.
Все вышеперечисленные свойства позволяют использовать водородную сварку в замкнутых пространствах, помещениях с плохой вентиляцией, в колодцах, тоннелях, подвалах домов.
Стоит отметить и такое преимущество водородной сварки, как возможность смены сопла горелки. Водород поддерживает пламя практически любой конфигурации и размера.
Использовать тонкую струю газа, дающую пламя не толще швейной иглы, можно даже при работе с ювелирными изделиями из драгоценных металлов. Для тонкого пламени не требуется наличие дополнительного кислорода, достаточно растворенного в воздухе.

Генератор водорода бытового назначения
Одной из разновидностей сварки, в которой задействован водород, является атомно-водородная сварка. Процесс ее основан на явлении диссоциации (распада) молекулярного водорода на атомы.
Для распада, молекула водорода должна получить значительное количество тепловой энергии. Атомное состояние водорода настолько неустойчиво, что длится лишь доли секунды. А далее происходит восстановление водорода из атомного в молекулярный.
При восстановлении выделяется большое количество теплоты, которую и используют при атомно-водородной сварке для разогрева и плавления свариваемых деталей из металла.
На практике весь процесс реализуется при помощи электросварки с двумя неплавящимися электродами. Для получения необходимого тока, возбуждающего дугу, может использоваться обычный сварочный аппарат. А вот держатель или горелка имеют необычную конструкцию.
Электроды с горелкой, в которую подается водород, расположены под углом друг к другу. Дуга возбуждается между этими двумя электродами. Водород, или азотно-водородная смесь, подаваемые в зону дуги, под воздействием высокой температуры переходят в состояние атомарного водорода.

Поскольку диссоциации происходит с поглощением тепла (водород оказывает охлаждающее влияние), то напряжение для разжигания дуги должно быть достаточно высоким – около 250-300 В. в дальнейшем напряжение можно понизить до 60-120 В, и дуга при этом может отлично гореть.
Интенсивность горения будет зависеть от расстояния между электродами и количества водорода, подаваемого в зону сварки.
 Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.
Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.
Если дуга не касается свариваемого металла, она горит равномерно и устойчиво. Ее называют спокойной. При малых расстояниях, до детали, когда пламя дуги почти касается детали, образуется сильный резкий звук. Такая дуга называется звенящей.
Технология сварки сходна с технологией обычной газовой.
Сварка с применением атомно-водородного метода была придумана и исследована в 1925 году американским ученым Лангмюром. В процессе исследований вместо дуги использовалась теплота от горения вольфрамовой нити, через которую пропускался водород.
Для использования водородной сварки в быту необязательно покупать аппараты для получения водорода. Они, как правило, обладают большой производительностью и мощностью. К тому же, такие генераторы громоздкие и дорогие.
В бытовых условиях часто требуются небольшие объемы сварочных работ, поэтому оборудование для водородной сварки целесообразно изготовить самостоятельно.
Питание можно подавать от автомобильного зарядного устройства или от самодельного выпрямителя, который можно изготовить, имея подходящий трансформатор и несколько полупроводниковых диодов.
В качестве рабочей жидкости должен использоваться раствор гидроокиси натрия. Он будет являться лучшим электролитом, чем простая вода. По мере уменьшения уровня раствора, необходимо просто добавлять воду. Количество гидроксида натрия будет всегда постоянно.
В качестве корпуса для генератора водорода можно использовать обычную литровую банку с полиэтиленовой крышкой. В крышке необходимо просверлить отверстия под диаметр стеклянных трубок.
Трубки будут использоваться для отвода образующихся газов. Длина трубок должна быть достаточной для того, чтобы нижние концы были погружены в раствор.

Внутри трубок должны быть размещены электроды, по которым подается постоянный ток. Места прохода трубок через крышку необходимо загерметизировать любым силиконовым герметиком.
Из трубки, в которой находится отрицательный электрод, будет выделяться водород. Необходимо предусмотреть возможность отвода его при помощи шланга. Отводить водород необходимо через гидрозатвор.
Он представляет собой еще одну полулитровую банку с водой, в крышку которой вмонтированы две трубки. Одну из них, по которой подается водород от генератора, погружают в воду. Вторая выводит прошедший через воду водород из затвора и через шланги или эластичные трубки подает к горелке.
Водяной затвор необходим для того, чтобы пламя от горелки не прошло в генератор при падении давления водорода.
Горелку можно сделать из иглы от медицинского шприца. Толщина ее должна быть 0,6-0,8 мм. Для держателя иглы можно приспособить подходящие пластиковые трубки, части корпусов шариковых ручек, автоматических карандашей. Необходимо предусмотреть и подвод к горелке кислорода от генератора.

Интенсивность образования водорода и кислорода в генераторе будет зависеть от величины подаваемого напряжения. Поэкспериментировав с этими параметрами, можно достичь температуры пламени горелки 2000-2500 °C.
Изготовленный своими руками аппарат, выполняющий водородную сварку, возможно с успехом применять для резки или для соединения сваркой либо пайкой различных мелких деталей из черного и цветного металла. Это может понадобиться при ремонте различных предметов домашнего обихода, деталей автомобилей, различных металлических инструментов.
Высокоэффективное водородно-кислородное пламя может служить качественной альтернативой ацетилено-кислородному пламени в процессах сварки, резки и пайки. Частично, водородно-кислородная сварка может стать заменой свариванию в среде инертных газов. Этот метод, в отличие от стандартных, является практически безвредным, поскольку продуктом горения в данном процессе является пар. Водородная сварка выполненная своими руками для исполнителей, владеющих навыками , не требует длительного переучивания, достаточным является краткий инструктаж
История газовой сварки насчитывает около ста лет. Основным горючим газом повсеместно являлся ацетилен. Исследования ученых показали, что использование водорода вместо ацетилена позволяет получить такую же производительность и высокое качество при сварке углеродистых сталей и других материалов. Водородная газовая сварка является разновидностью процессов газопламенной обработки материалов, происходящих с использованием смеси горючего газа с кислородом.
Трудность состояла в том, что ацетилено-кислородное пламя по отношению к расплавленному железу является восстановительным, а водородно-кислородное – окислительным. Сварочная ванна при использовании водорода в качестве горючего газа покрывалась сплошным слоем шлака, шов становился пористым и хрупким. Проблему помогло решить использование органических веществ, обладающих способностью связывать кислород. В качестве таких добавок стали применять углеводороды, имеющие температуру кипения в пределах 30-80 градусов. Это могут быть бензины, гексан, гептан, толуол, бензол. Необходимое для процесса их количество крайне мало.
После решения технологических вопросов затруднением оставалась газовая смесь для сварки в связи с отсутствием эффективного источника водорода. Использование водородных баллонов является крайне нерентабельным. К тому же, такие баллоны – источник повышенной опасности. Сжиженный водород может стать причиной сильных обморожений, большие концентрации этого вещества вызывают удушье и головокружения. Также, опасной особенностью водородного пламени является невидимость при дневном свете. Определить его можно только при помощи специальных датчиков.
Решением проблемы стали электролизеры – аппараты, которые с помощью электрической энергии позволяют получать сразу, причем в оптимальном соотношении, и водород, и кислород. Очередной сложностью оказалась громоздкость оборудования, необходимого для выработки достаточного для промышленных целей количества горючей смеси. Существующие ранее передвижные аппараты могли обеспечить только потребности ювелиров и зубных техников. Стационарные аппараты, способные сваривать металл толщиной 5-6 мм, весили порядка 300 кг. В конце прошлого века был создан передвижной электролизер, с помощью которого стала возможна портативная газовая сварка с достаточным временем работы без дозаправки и приемлемой производительностью в условиях промышленности и на строительных площадках.
Водородно-кислородные газосварочные аппараты представляют собой электролизеры, в которых под воздействием электричества вода разлагается на кислород и водород. Сварочное оборудование может работать от бытовой или трехфазной электросети. Смесь водорода и кислорода подается по шлангу в стандартную ацетилено-кислородную сварочную горелку. Сущность газовой сварки с использованием водорода такая же, как и обычной газовой сварки. Водородно – кислородный сварочный аппарат
Единственное отличие – применение водородно-кислородной смеси вместо привычных ацетилен-кислородной и пропан-кислородной.
Сварочные водородно-кислородные аппараты разной мощности позволяют решить практически все задачи, ставящиеся перед газопламенной обработкой . С их помощью осуществляют: сварку, наплавку, пайку, термоупрочнение, порошковое напыление и порошковую наплавку, кислородную резку – ручную и машинную. Различные режимы газовой сварки с водородом дают возможность выполнения широкого спектра работ – от микросварки и микропайки пламенем толщиной с иголку до толщиной порядка 300 мм. Работа аппаратов может вестись и в ручном, и в автоматическом режимах.
Даже малогабаритные переносные аппараты при такой незначительной мощности – 1,8 кВт, потребляемой от двухфазной бытовой сети, могут решить проблему сваривания и резки листов из черного и толщиной до 2 мм. Температуру чистого пламени можно легко отрегулировать от 600 до 2600 градусов. Такие электролизеры популярны среди стоматологов, ювелиров, ремонтников холодильных агрегатов.
Более мощные модели водородно-кислородных сварочных аппаратов, позволяющие сваривать металл толщиной до 3 мм, приобрели популярность на станциях технического обслуживания, где применение взрывоопасных баллонов с кислородом и пропаном запрещено. Простая система контроля производительности позволяет использовать аппарат в самых труднодоступных зонах при ремонте блоков двигателей, радиаторов, ступиц, во время кузовных работ. В случае достижения предельных уровней давления и электролита встроенная контрольная система подает сигнал. Происходит автоматическое отключение аппарата от источника электрического питания. Такие меры предосторожности обеспечивают двойную пожарную и взрывобезопасность.
Для работников аварийных служб разработаны специальные аппараты, позволяющие с толщиной стенки до 5 мм в условиях отсутствия трехфазной сети. Эти электролизеры можно применять для заварки дефектных зон чугунного и цветного литья, ручной и машинной резки металлов с толщиной стенки до 30 мм. Такие способы газовой сварки осуществляют с питанием подогревающего пламени резака от аппарата и подачей режущего кислорода из баллона. Данная технология позволяет получать более чистый рез, чем при использовании ацетилена и пропана. При этом процессе не происходит науглероживание и закаливание металла, отсутствуют грат и загрязняющие атмосферу выбросы оксида азота. Такие модели электролизеров позволяют вести безопасную кислородную резку в тоннелях, колодцах, метрополитенах, где запрещается использование пропана и ацетилена. Некоторые аппараты подобного типа дают возможность проводить работы при отрицательных температурах окружающего воздуха.
Водородная газовая сварка видео наглядно демонстрирует ход сварочного процесса с применением электролизера.
Современные производители газосварочного оборудования предлагают электролизно-водные сварочные аппараты, обладающие рядом преимуществ по сравнению с традиционными способами сварки с использованием пропана и ацетилена.
Использование ацетиленовых генераторов и баллонов является целесообразным исключительно в полевых условиях при отсутствии источников электроэнергии. Во всех других случаях громоздкое газосварочное оборудование могут заменить высокоэффективные, удобные, долговечные аппараты, работающие на электричестве и воде.
Водородно - кислородное пламя имеет хорошую эффективность и является предпочтительной заменой ацетилено-кислородного пламени, для сварки, пайки и резки.
Водородно - кислородная сварка частично заменяет сварку и пайку в среде инертных газов (например, аргона), и в отличии от стандартных способов газосварки, является абсолютно безвредной, так как продуктом горения является водяной пар.
Водородно - кислородный сварочный аппарат можно использовать для широкого спектра обрабатываемых материалов: любой стали, цветные и благородные металлы, чугун, стекло, керамика, золото и т.д.
Для работы водородно - кислородного сварочного аппарата необходима только вода в маленьком количестве (примерно 0,2 литра в час).
Для обеспечения бесперебойной работы водородного сварочного поста, не нужно создавать запасы ацетилена и кислорода в баллонах.
Наш водородный сварочный аппарат позволяет выполнять широкий спектр работ – от сварки, микросварки и пайки пламенем размером с иголку до резки листовой стали толщиной до 10 мм и более. Обычно водородно - кислородная смесь превосходит ацетилено-кислородную по технологическим возможностям, а не просто является её более дешевым заменителем.
Водородный сварочный аппарат может работать непрерывно.
При применении водородно-кислородного пламени уменьшаются затраты на обслуживание рабочих мест, отсутствуют отходы производства, абсолютно безвредно - продуктом горения является водяной пар.
Стандартное газобалонное оборудование в Украине:
Стоимость водородно-кислородного газосварочного оборудования:
Ориентировочная стоимость – 1300$.
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
Мощность усредненная 2,5 кВт/час
2,5 х 30 = 75 кВт/час (потребление ел. Энергии за 30 часов.)
75 х 0,05 = 3,75. (примерная стоимость ел. Энергии за 30 часов.)
Расход воды 15 л.
15 х 0,1 = 1,5$. (стоимость дистиллированой воды)
3,75 + 1,5 = 5,25$. (затраты на 30 рабочих часов)
Вывод:
Стоимость расходных материалов за 5 рабочих дней (30 рабочих часов).
Срок окупаемости при 5 дневной рабочей неделе составит 1300$ / (100$ - 5.25$) = 14 недель (3,5 месяца)
Спустя 3,5 месяца вы сможете получать дополнительную прибыль 95$ в неделю или 380 дол в месяц!
В настоящее время сваривать, резать и паять детали можно не только ацетиленовым пламенем. Сегодня, все чаще прибегают к использованию водородного. Это обусловлено тем, что атомно водородная сварка является абсолютно безвредной. Водородный сварочный аппарат позволяет производить сварку быстро и эффективно, при этом работа характеризуется абсолютной безопасностью. В статье рассмотрим как произвести водородную сварку своими руками.
Начнем с того, что сварка водородом является разновидностью газопламенной. Газовая сварка своими руками активно применяется уже на протяжении многих лет. Горючим газом здесь выступает ацителин. При водородной сварке вместо ацителина применяется водород, который смешивается с кислородом. Такой метод оказался более эффективным. В результате получается тонкий и качественный шов, однако, у подобного способа есть один минус, который заключается в том, что в процессе сварки в сварочной ванне образуется много шлака. Чтобы этого не происходило в газовую смесь добавляют небольшое количество органических веществ, которые гасят кислород. В качестве таких веществ обычно используются углеводороды, температура кипения которых варьируется в промежутке 30-80°С: бензин, гексан, гептан, бензол.
Еще одной трудностью, с которой приходилось сталкиваться при сварке водородом стал выбор эффективного источника подачи газа. Использовать водородный баллон нецелесообразно и к тому же очень опасно.
 сварочный аппарат для водородной сварки
сварочный аппарат для водородной сварки Сжиженный водород при сильной концентрации может вызывать у человека такие симптомы как: удушье и головокружение!
Еще один минус состоит в том, что пламя такого газа абсолютно незаметно днем. Поэтому кислородный сварочный аппарат может работать с применением датчиков.
Обратите внимание! Водородная сварка своими руками может использоваться для соединения деталей из малоуглеродистых сталей, железа. Для сваривания изделий из нержавейки она не пригодна.
Сварочный водородный аппарат может функционировать как от электрической трехфазной сети, так и от бытовой. Также применяется в ручном и автоматическом режимах. В процессе работы в горелку подаются смесь кислорода и водорода, температурный режим пламени составляет 600-2500°С.
Стоит отметить, что атомно-водородная сварка с таким аппаратом отличается простотой использования. Обычно нужный рабочий режим задается в считанные минуты, что зависит от требуемого расхода газа и температуры в месте, где производится процесс. При сварке водородом, в отличие от ацетилена, окружающая среда не загрязняется вредными веществами. Это обусловлено тем, что приборы, в которых как горючее выступает углеводород, выделяют только чистый пар. Работает аппарат благодаря водороду, который вырабатывается в самом приборе. Он образуется за счет того, что вода (которая заливается вручную) расщепляется на атомы кислорода и водорода, в результате чего образуется газовая смесь с большой энергией, которая необходимо для проведения сварки. Для эффективной работы такого устройства нужно 1,5 литра дистиллированной воды и электричество.
Несмотря на то, что водородный сварочный аппарат безопасен, в процессе эксплуатации стоит надеть защитную одежду и очки.
Используя такие приборы можно выполнить такие процедуры как: пайка, сваривание, порошковое напыление, наплавка, кислородная резка. Исходя из того, какой рабочий режим выбрать, можно выполнить самые разные по сложности работы: от соединения деталей маленькой толщины до резки толстых и прочных стальных листов. Помимо основного своего предназначения, такие аппараты активно применяются у стоматологов, ювелиров, мастеров по ремонту холодильников, а также во время кузовных работ, при обслуживании и ремонте радиаторов и т.д.
Высокая безопасность сварочных работ обеспечивается благодаря тому, что в комплектацию устройства входит система автоматического отключения, которая отключает прибор, если рабочее давление превысит норму.
Соединение деталей подобным способом обладает множеством преимуществ, о которых нельзя не упомянуть:
Несмотря на большое количество плюсов, выделяются и некоторые недостатки:
Несмотря на то, что в статье неоднократно упоминалось о том, что водородная сварка своими руками – это безопасный процесс, все же пренебрегать мерами осторожности не стоит, т.к. это чревато воспламенением кислородных редукторов и как следствие взрывом.
Поэтому стоит соблюдать следующие правила:
Исходя из вышеописанного можно сделать вывод, что технология выполнения соединения металлов посредством водородной сварки идентична газовой. Однако, атомно водородная сварка значительно расширила спектр возможностей выполнения различных процессов. Если выполнять все условия эксплуатации, то в конечном результате можно получить качественный и прочный шов при полной безопасности и безвредности как для окружающей среды, так и для людей, выполняющих сварку.
svarkaed.ru
Аппарат для газовой резки и сварки различных материалов, включая тугоплавкие металлы, ни одному хозяйству, думается, не помешает. Тем более компактный и абсолютно безопасный в обращении. Но где такой достать? Да и не по карману многим его приобретение. А вот у сторонников малой механизации - любителей создавать всё своими руками такой аппарат наверняка имеется. Возможно, даже самодельный, выполненный по эскизам и с учётом рекомендаций, которые были опубликованы на страницах «Моделиста-конструктора» (№7 за 1980 г. и № 10 за 1985 г.).
О том, как смастерить усовершенствованный вариант малогабаритного, но достаточно мощного аппарата для газовой резки и сварки, работающего по принципу получения водородно-кислородной горючей смеси с помощью электролиза водного раствора щёлочи, рассказывает очередная публикация журнала.
Первая «водогорелка», способная резать и сваривать даже тугоплавкие металлы, у меня с 1985 года. Изготовил её (а сейчас наладил мелкосерийный выпуск аналогов для продажи) по материалам журнала «Моделист-конструктор». Теперь выношу на суд читателей свою последнюю разработку, в основе которой хотя и усовершенствованный (большее число рабочих пластин, модифицированные боковые платы и надёжный штуцер для выхода горючей газовой смеси), но действующий по тому же принципу электролизер.
Тем, кто впервые сталкивается с подобным устройством, нелишне, думается, в самых общих чертах пояснить (а остальным напомнить), в чем суть такого рода конструкций. А она достаточно проста.
Рис.1. Аппарат для резки и сварки, работающий на продуктах электролиза слабого щелочного раствора:
 а - блок-схема, б - готовая самодельная конструкция; ё - блок питания выпрямленным напряжением электросети, 2 - электролизер, 3 - затвор жидкостный, 4 - горелка газовая, 5 - амперметр, 6 - ручка включения аппарата, 7 - ручка смены режима работы (скачкообразное изменение отдаваемой в нагрузку мощности), 8 - ручка управления потенциометрами, 9 - скоба хранения электрошнура в свёрнутом состоянии, 10 - корпус переносной деревянный, 11 - штепсельная вилка.
а - блок-схема, б - готовая самодельная конструкция; ё - блок питания выпрямленным напряжением электросети, 2 - электролизер, 3 - затвор жидкостный, 4 - горелка газовая, 5 - амперметр, 6 - ручка включения аппарата, 7 - ручка смены режима работы (скачкообразное изменение отдаваемой в нагрузку мощности), 8 - ручка управления потенциометрами, 9 - скоба хранения электрошнура в свёрнутом состоянии, 10 - корпус переносной деревянный, 11 - штепсельная вилка.
Рис.2. Электролизер («восьмидесятиячеистый» вариант):
 1 - плата боковая (фанера, s12, 2 шт.), 2 щека прозрачная (оргстекло, s4, 2 шт.), 3 - пластина-электрод (жесть, s0,5; 81 шт.), 4 - кольцо разделительное герметизирующее (5-мм резина кислото- и щёлочеупорная, 82 шт.), 5 - втулка-изолятор (кембриковая трубка 6,2×1, L35, 12 шт.), 6 - шпилька М6 (4 шт.), 7 - гайка М6 со стопорной шайбой (8 шт.), 8 - трубка вывода горючей газовой смеси, 9 - раствор слабощелочной (2/3 внутреннего объёма электролизера), 10 - вывод контактный (медь рафинированная, 2 шт.), 11 - штуцер («нержавейка»), 12 - гайка накидная M10, 13 - шайба штуцера («нержавейка»), 14 - манжета (резина кислото- и щёлочеупорная), 15 - горловина заливная («нержавейка»), 16 - гайка накидная Ml8, 17 - шайба заливной горловины («нержавейка»), 18 - шайба герметизирующая (резина кислото- и щелочеупорная), 19 - крышка заливной горловины («нержавейка»), 20 - прокладка герметизирующая (резина кислото- и щёлочеупорная).
1 - плата боковая (фанера, s12, 2 шт.), 2 щека прозрачная (оргстекло, s4, 2 шт.), 3 - пластина-электрод (жесть, s0,5; 81 шт.), 4 - кольцо разделительное герметизирующее (5-мм резина кислото- и щёлочеупорная, 82 шт.), 5 - втулка-изолятор (кембриковая трубка 6,2×1, L35, 12 шт.), 6 - шпилька М6 (4 шт.), 7 - гайка М6 со стопорной шайбой (8 шт.), 8 - трубка вывода горючей газовой смеси, 9 - раствор слабощелочной (2/3 внутреннего объёма электролизера), 10 - вывод контактный (медь рафинированная, 2 шт.), 11 - штуцер («нержавейка»), 12 - гайка накидная M10, 13 - шайба штуцера («нержавейка»), 14 - манжета (резина кислото- и щёлочеупорная), 15 - горловина заливная («нержавейка»), 16 - гайка накидная Ml8, 17 - шайба заливной горловины («нержавейка»), 18 - шайба герметизирующая (резина кислото- и щелочеупорная), 19 - крышка заливной горловины («нержавейка»), 20 - прокладка герметизирующая (резина кислото- и щёлочеупорная).
Между боковыми платами, соединёнными четырьмя шпильками, размещены металлические пластины-электроды, разделённые резиновыми кольцами. Внутренняя ячеистая полость такой батареи на 1/2…3/4 объёма заполнена слабым водным раствором щёлочи (КОН или NaOH). Приложенное к пластинам напряжение от источника постоянного тока вызывает разложение (электролиз) раствора, сопровождающееся обильным выделением водорода и кислорода. Эта смесь газов, пройдя через специальный жидкостный затвор (рис. 1а), поступает далее на горелку и, сгорая, позволяет получить столь необходимую для многих технологических процессов (например, резки и сварки металлов) высокую температуру - около 1800° С.
Производительность электролизера зависит от концентрации щёлочи в растворе и прочих факторов. А самое главное - от размеров и количества пластин-электродов, расстояния между ними, что, в свою очередь, определяется параметрами блока электропитания - мощностью и напряжением (из расчёта 2…3 В на гальванический промежуток между двумя расположенными рядом друг с другом пластинами).
Предлагаемые мною конструкции источника постоянного тока доступны для изготовления в условиях «домашней мастерской» и начинающему самодельщику. Они способны обеспечить надёжную работу даже «восьмидесятиячеистого» (пластин-электродов у такого - 81 шт.) электролизера, а тем более - «тридцатиячеистого». Вариант, принципиальная электрическая схема которого изображена на рис. 4, позволяет к тому же легко осуществлять регулировку мощности для оптимального согласования с нагрузкой: на первой ступени - 0…1,7 кВт, на второй (при включении SA1) - 1,7…3,4 кВт.
И пластины для электролизера предлагаются соответствующие - 150×150 мм. Изготавливаются они из кровельного железа толщиной 0,5 мм. Помимо газоотводного 12-мм отверстия в каждой пластине сверлится еще по четыре установочных (диаметром 2,5 мм), в которые при сборке продеваются вязальные или велосипедные спицы. Последние нужны для лучшего центрирования пластин и прокладок, а потому на окончательном этапе сборки из конструкции убираются.
Вообще-то пришлось немало поломать голову, прежде чем «водогорелка» стала удобной и надёжной, как лампа Эдисона: включил - заработала, выключил - работать перестала. Особенно хлопотным делом оказалась модернизация не самого электролизера, а подсоединяемого к нему на выходе жидкостного затвора. Но стоило отказаться от ставшего было шаблонным применения воды в качестве заслона от распространения пламени внутрь газообразующей батареи (по соединительной трубке) и обратиться к использованию… керосина, как все тут же пошло на лад.
Почему выбран именно керосин? Во-первых, потому, что в отличие от воды эта жидкость в присутствии щелочи не вспенивается. Во-вторых, как показала практика, при случайном попадании капель керосина в пламя горелки последнее не гаснет - наблюдается лишь небольшая вспышка. Наконец, в- третьих: будучи удобным «разделителем», керосин, находясь в затворе, оказывается безопасным в пожарном отношении.
 Рис.3. Керосиновый затвор и принцип его действия (а - при работающем электролизере, б - в момент отключения аппарата):
Рис.3. Керосиновый затвор и принцип его действия (а - при работающем электролизере, б - в момент отключения аппарата):
1 - баллон (2 шт.), 2 - пробка (2 шт.), 3 - штуцер вводный, 4 - штуцер выводной, 5 - керосин, 6 - переходник (стальная труба).
По окончании работы, во время перерыва и т.п. горелка, естественно, гасится. В электролизере образуется вакуум, и керосин перетекает из правого бачка в левый (рис. 3). Потом - барбатация воздуха, после чего горелку можно хранить сколько угодно: в любой момент она готова к использованию. При её включении газ давит на керосин, который вновь перетекает в правый бачок. Затем начинается барбатация газа…
Соединительные трубки в аппарате - полихлорвиниловые. Лишь к самой горелке ведёт тонкий резиновый шланг. Так что после отключения питания достаточно эту «резину» перегнуть руками - и пламя, выдав напоследок легкий хлопок, потухнет.
 Рис.4. Принципиальная электрическая схема блока электропитания.
Рис.4. Принципиальная электрическая схема блока электропитания.
И еще одна тонкость. Хотя блок питания (см. рис. 4) и способен обеспечить электроэнергией 3,4-киловаттную нагрузку, пользоваться столь большой мощностью в любительской практике случается очень редко. И чтобы «не гонять электронику» чуть ли не вхолостую (в однополупериодном режиме выпрямления, когда на выходе 0…1,7 кВт), нелишне иметь в распоряжении и другой источник питания электролизера - поменьше и попроще (рис. 5). По сути, это - двухполупериодный, известный многим самодельщикам регулируемый выпрямитель. Причём со связанными друг с другом (механически) «движками» 470-омных потенциометров. Конструктивно такую связь можно осуществить либо при помощи простейшей зубчатой передачи с двумя текстолитовыми шестернями, либо воспользоваться более сложным устройством типа верньера (в бытовом радиоприёмнике).
 Рис.5. Вариант блока питания с использованием в схеме тиристоров и самодельного трансформатора.
Рис.5. Вариант блока питания с использованием в схеме тиристоров и самодельного трансформатора.
Трансформатор в блоке питания самодельный. В качестве магнитопровода применён набор Ш16×32 из трансформаторной стали. Обмотки содержат: первичная - 2000 витков ПЭЛ-0,1; вторичная - 2×220 витков ПЭЛ-0,3.
Практика показывает: рассмотренный самодельный аппарат для газовой резки и сварки даже при самой напряжённой эксплуатации способен исправно служить весьма продолжительное время. Правда, раз в 10 лет требуется проводить основательное техобслуживание, в основном из-за электролизера. Пластины последнего, работая в агрессивной среде, покрываются окисью железа, которая начинает выступать в роли изолятора. Приходится пластины промывать с последующей зачисткой на наждачном круге. Более того, заменять четыре из них (у отрицательного полюса), разъеденных кислотными остатками, собирающимися вблизи «минуса».
Применение так называемых сливных отверстий (кроме заливного и газоотводного) также вряд ли можно считать оправданным, что и было учтено при разработке аппарата. Столь же необязательным является и ввод в схему аппарата бидонов для сбора накапливающейся сверхагрессивной щёлочи. К тому же эксплуатация «безбидонной» конструкции показывает, что этой «вредоносной жидкости» способно собраться за 10-летний период на дне керосинового затвора не более полстакана. Скопившуюся щёлочь удаляют (например, при техобслуживании), а в затвор заливают очередную порцию чистого керосина.
acule.ru
Самодельная водородная сварка
Как сделать сварочный аппарат своими руками в домашних условиях? В этом вам поможет эта статья. С помощью этого сварочного аппарата вы сможете резать и сваривать различные материалы в домашних условиях. Наверняка подобное устройство пригодится в хозяйстве домашнему мастеру. Горючим для этого сварочного аппарата является смесь водорода и кислорода.Источником тока может быть простое зарядное устройство, которым вы заряжаете аккумулятор вашего автомобиля. Данный сварочный аппарат обладает небольшой производительностью, поэтому его можно использовать для мелких работ, для небольших поделок. В качестве сосуда, в котором идет процесс электролиза, используется обычная стеклянная банка на 500 мл, закрытая крышкой из полиэтилена. В полиэтиленовой крышке проделываем три отверстия - 2 отверстия для подключения контактов электродов и одно отверстие для того, чтобы отводить газы, получаемые в процессе электролиза. Электроды изготавливаем из пластин примерно шириной 4 см из облуженой жести, либо нержавейки. Электроды изгибаем змейкой (4-6 колен). Полиэтиленовую крышку и выводы в ней тщательно герметизируем любым герметиком. Чтобы заполнить электролитом банки, берем обыкновенный шприц и закачиваем с его помощью рабочий раствор.
В качестве электролита используем едкий натр (гидроокись натрия 8-10%), растворенный в дистиллированной воде.
Гидрозатвором в аппарате является сосуд №2. Здесь осуществляется барботирование полученных при электролизе газов (кислород + водород), а также происходит обогащение газов парами спирта, когда они проходят через 60-70% его раствор в воде. Затем полученная смесь газов попадает в сосуд №3, в котором находится вода и который тоже является гидрозатвором. Два гидрозавтвора повысят безопасность работы сварочного аппарата, мешая попасть пламени в электролизер. Затвор №2 обязательно делаем из пластмассы (любая пластмассовая баночка). В качестве сопла, из которого выходит рабочая смесь газов, можно использовать обычную медицинскую иглу. Температуру пламени (порядка 2000-2500 градусов по Цельсию) можно варьировать с помощью изменения напряжения.
В качестве материала для штуцеров можно использовать стеклянные или пластмассовые трубки диаметром примерно 0.5 мм (можно от авторучек). Диаметр иглы порядка 0.6-0.8 мм

В результате электролиза происходит только расход воды, а щелочь практически не расходуется. Пополнять топливную смесь также можно с помощью шприца. Держатель-ручку для сопла делаем из дерева Внутрь в трубке шприца (до иглы) в точки А и Б помещаем тампоны из ваты, чтобы искра не попала в спиртовой раствор. Напряжение на электродах держим порядка 2-3 В. Повторю правила безопасности: 1. Установка тампонов из ваты в точках А и Б. 2. Затвор №2 (сосуд №3) делаем только из пластмассы. 3. Тщательно герметизируем сосуды.
Теперь вы знаете Как сделать сварочный аппарат своими руками.
zmot.at.ua
Водородная горелка, как и следует из названия, работает за счет тепла, выделяемого при сжигании водорода. Газовая смесь водорода и кислорода (HHO - две молекулы водорода и одна кислорода) называется у нас гремучим газом, а у «них» - газом Брауна. Водород в совокупности с кислородом обладает самой большой температурой горения среди газов - до 2800 °C. Однако водород крайне взрывоопасен. Как, в общем-то, любой газ, поставляемый в больших баллонах под высоким давлением.
Преимущество же водорода (или HHO газа) перед другими видами заключается в возможности получения его методом электролиза из обыкновенной воды! Причем для создания водородной горелки своими руками нам совершенно не нужно накапливать водород в какие-либо баллоны. Водородная электролизная горелка производит газ в необходимых для моментального сжигания количествах. Это значительно повышает безопасность газовой сварки или резки с применением водородной горелки на базе электролизного HHO генератора. Пользуясь такой водородной горелкой, мы полностью исключаем вероятность взрыва газа, ведь весь производимый газ тут же сгорает и не успевает накапливаться в объемах, необходимых для взрыва. Благодаря этому часто применяется водородная горелка и для ювелирных работ, потому как мастера ювелиры, создающие свое домашнее производство, вряд ли будут пользоваться дома газовыми баллонами, что, наверняка, даже не законно!
Я тоже решил построить водородную горелку своими руками на базе HHO генератора, в качестве которого выступает обычный электролизер. И ведь еще в школе я ставил опыты с электролизом, засовывая в банку с водой оголенные провода из розетки через выпрямительный диод. Сейчас я хочу повторить свои школьные опыты, только теперь в более крупном масштабе и более осознанно.
Что же нужно для постройки водородной горелки своими руками?
Какая нужна нержавейка? В идеальном варианте марка на буржуйский манер должна быть AISI 316L, что соответствует нашей нержавеющей стали 03Х16Н15М3. Но я специально не заказывал нержавейку, а взял кусок, который удалось отыскать в сарае. Купить целый лист довольно накладно: при толщине в 2мм на него уйдет около 5000 рублей, да еще нужно как-то его доставить, а размеры у него метр на два! У меня нашелся кусочек около 50 х 50 см.
Почему, собственно, нержавейка? Дело в том, что обычная сталь подвергается коррозии в воде. Кроме того, для достижения максимального эффекта мы будем использовать не воду, а щелочь, а это уже агрессивная среда. Кроме того, мы будем пропускать через наш электролит электрический ток. Поэтому обычные металлические пластины долго в таких условиях не проживут.
Я разметил свой листик, и получил 16 примерно квадратных пластин из нержавеющей стали для постройки своей водородной горелки своими руками. Пилил как обычно - болгаркой. Обратите внимание на форму пластины - с одной стороны у нее спилен уголок. Это нужно для того, чтобы в дальнейшем особым образом скрепить пластины между собой.
С противоположной стороны от среза сверлим отверстие под болт М6, которым мы будем скреплять пластины между собой. Отверстия в нижней части пластины мне оказались не нужны. Дело в том, что я просверлил их на всякий случай, если вдруг задумаю делать сухой электролизер. Но его конструкция несколько сложнее, да и площадь пластин в нем используется крайне неэффективно. В общем, у меня и так пластин мало, поэтому я хочу использовать их по максимуму, поэтому выбрал вариант «мокрого» электролизера для HHO генератора. В этом случае пластины целиком погружаются в электролит, и в процессе генерации газа Брауна (HHO или гремучего газа) участвует вся площадь пластины из нержавейки.

Суть водородного генератора, который лежит в основе горелки, заключается в том, что при прохождении постоянного электрического тока через электролит от одной пластины к другой, вода (которая содержится в электролите) разлагается на составляющие компоненты: водород и кислород. Значит нам нужно иметь две пластины: положительную и отрицательную (анод и катод).
Чем больше площадь пластин, тем больше площадь воздействия на электролит, тем больший ток пройдет через воду и тем больше HHO газа у нас образуется. Поэтому на анод и катод мы повесим сразу несколько пластин. В моем случае получилось по 8 пластин на анод и катод.
Для изоляции пластин разной полярности между собой я использовал кусочки той же трубки от водяного уровня.
На самом деле существует множество вариантов включения, и этот не самый оптимальный. Он является просто более простым с точки зрения изготовления и крепления пластин на электродах. Как видно из фотографии, у меня пластины просто чередуются +-+-+-+- и т.д. Такая схема включения рассчитана на малое питающее напряжение и очень большой ток для получения достаточного количества газа для создания водородной горелки своими руками.
Или делаем вот такой Электролизер принцеп одинаковый на нем может даже ездить авто но про это позже

Структура управляющей компании ЖКХ, ее схема и наличие в ней тех или иных подразделений и должностей зависит от размера...
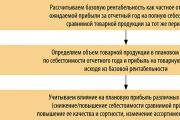
Прежде всего, прибыль нужно рассмотреть как экономическую категорию, научную абстракцию, выражающую определенные...
При определённом уровне цены уменьшение издержек ведёт к увеличению доходов, т. е. обратной стороной издержек...
Правительство приняло решение, которое все бухгалтеры через 10 дней прочувствуют на себе. А именно: теперь помимо СЗВ-М...
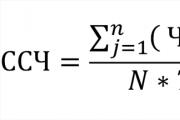
Рассчитать среднесписочную численность за 2016 год потребуется в нескольких случаях. Во-первых, чтобы заполнить сведения...

Любое предприятие функционирует в макро- и микросреде. Оно обладает целым набором ресурсов, которые используются в...

Методическая разработка урока литературного чтения в 3 классе (УМК «Школа России») "Л. Н. Толстой «Акула»...

Информационные технологии проникают в различные сферы бизнеса с такой скоростью, что иногда сложно оценить их...

С моря дул влажный, холодный ветер, разнося по степи задумчивую мелодиюплеска набегавшей на берег волны и...
Качество, качество, качество... Как по-разному данное понятие воспринимается и определяется! На Рис. 1...

13 сентября 2012 года в связи с выходом на пенсию Станислава Владимировича Храменкова новым генеральным...

История гончарного ремесла знает два основных типа гончарных кругов - ручной и ножной. И тот и другой работают...

Каждый год сотни медсестер учатся на косметологов. После обучения у людей со средним мед. образованием есть три...

Казакова Дарья, Емельянова Ксения, Сидорин АндрейАктуальность темы: каждый маленький ребёнок очень любит, когда...
Прежде всего, прибыль нужно рассмотреть как экономическую категорию, научную абстракцию, выражающую...
При определённом уровне цены уменьшение издержек ведёт к увеличению доходов, т. е. обратной стороной издержек...