Cine este bibliotecar? Bibliotecar de profesie. Dezavantajele de a fi bibliotecar
Există o mulțime de cărți în lume. Și probabil că aveți o mulțime de basme, povești și colecții de poezii diferite acasă. Dar...
COMITETUL DE STAT URSS PENTRU STANDARDE
Moscova
STANDARDUL DE STAT AL UNIUNII URSS
Nerespectarea standardului este pedepsită de lege
1. Acest standard se aplică filetelor conice cu o conicitate de 3:25 utilizate pentru supape și butelii de gaz, și stabilește profilul, dimensiunile principale și abaterile dimensionale maxime, precum și desemnările unor astfel de filete.
Standardul corespunde cu ST SEV 2056-79.
2. Profilul nominal filet (exterior și interior) și dimensiunile elementelor acestuia trebuie să corespundă cu cele indicate în desen. 1 și în tabel. 1.

Conicitate 2 tg j/2=3:25; j=6?52?4?; j/2=3?26?2?; d - diametrul exterior (nominal) al filetului exterior (supapă); d 1 - diametrul interior al filetului exterior; d 2 - diametrul mediu al filetului exterior; D- diametrul exterior (nominal) al filetului interior (cilindrului); D 1 - diametrul interior al filetului interior; D 2 - diametrul mediu al filetului interior; R- pas filet; ? - unghiul conului; j/2 - unghi de panta; N- înălțimea triunghiului original; N 1 - înălțimea de lucru a profilului; R- raza de curbură a superioarei și inferioarei filetului.
Bisectoarea unghiului profilului filetului este perpendiculară pe generatoarea conului.
Pasul filetului este determinat de-a lungul unei linii paralele cu generatoarea conului.
În planul principal, diametrul mediu al filetului are o valoare nominală.
Note:
1. Numărul de trepte pe o lungime de 25,4 mm este de 14.
2. Valoarea numerică a pasului filetului se determină din raportul cu rotunjire la a 3-a zecimală și se ia ca valoare inițială la calculul dimensiunilor.
3. Dimensiunile filetului principal trebuie să corespundă cu cele indicate în desen. 1, 2 și în tabel. 2.

l 1 - lungimea firului de lucru; l 2 - lungimea filetului exterior de la capăt la planul principal; l 3 - lungime filet intern
4. Lungimea firului l 3 din gâtul cilindrului (vezi Fig. 2) este instalat structural, realizând un filet traversant sau cu o lungime care să permită înșurubarea supapei.
Este permisă creșterea lungimii firului l 1 (a se vedea tabelul 2), ținând cont de proiectarea supapei și de cerințele GOST 949-73.
Nota. Standardul nu definește designul supapei dincolo de lungimea filetului l 1. În special, în loc de o scurgere a filetului, este permisă realizarea unei caneluri.
5. B simbol filetele conice ale supapelor și buteliilor de gaz trebuie să includă litera Wși diametrul nominal al filetului.
De exemplu: W19.2.
6. Deplasarea axială a planului principal D l 2 filete externe și interne (Fig. 3) de la locația sa nominală nu trebuie să depășească 1,5 mm.
Pentru a crește durata de viață a buteliilor de gaz, se recomandă ca filetele acestora să fie realizate cu o deplasare negativă a planului principal (-D l 2).
Nota. Deplasarea axială a planului principal este rezultatul total al abaterilor din diametrul mediu, pasul, unghiul de flanc al profilului și unghiul de conicitate al filetului.

7. Abaterile maxime ale unor parametri ai filetului sunt date în anexa de referință.
APLICARE
Informaţii
Abateri limită ale unor parametri de filet
Abaterile maxime ale unor parametri de filet indicați în desen și tabel sunt cele inițiale atunci când se proiectează un instrument de formare a filetului și se calculează calibre și nu sunt controlate pe filet decât dacă este specificat în mod specific.

es - abaterea superioară a tăieturii superioare și inferioare a filetului exterior; ES - abaterea superioară a tăieturii superioare și inferioare a filetului interior; ei - abaterea inferioară a tăieturii superioare și inferioare a filetului exterior; EI - abaterea inferioară a tăieturii superioare și inferioare a filetului intern; T a - toleranța unghiului de înclinare a laturii profilului filetului
Dimensiuni, mm
|
Diametru nominal filet d |
Abateri limită |
|||||||||
|
pas Rîn lungime |
diferența de diametre medii pe lungime l 2 |
|||||||||
|
l 2 și l 3 |
filet exterior |
filet interior |
pentru filet exterior |
pentru filet interior |
||||||
Note:
1. Valoarea Tr se referă la distanța dintre orice fire.
2. Valori ale diferenței de diametre medii de-a lungul lungimii l 2 nu sunt date în standard și sunt valori calculate.
GOST 9909-81
Grupa G13
STANDARD INTERSTATAL
Norme de bază de interschimbabilitate
FILET CONIC DE SUPPA ȘI CILINDRI PENTRU GAZE
Norme de bază de interschimbabilitate. Filet conic al supapelor și al cilindrului de gaz
Data introducerii 1983-01-01
DATE INFORMAȚII
1. DEZVOLTAT ȘI INTRODUS de Ministerul Industriei Mașini-Unelte și Unelte
2. APROBAT ȘI INTRAT ÎN VIGOARE prin Rezoluția Comitetului de Stat pentru Standarde al URSS din 22 decembrie 1981 N 5566
3. INSTEAD GOST 9909-70 privind secțiunile 1 și 2
4. Standardul respectă în totalitate ST SEV 2056-79
5. DOCUMENTE REGLEMENTARE ŞI TEHNICE DE REFERINŢĂ
Numărul articolului |
|
6. REEDITIONARE
1. Acest standard se aplică filetelor conice cu conicitate de 3:25 utilizate pentru supape și butelii de gaz și stabilește profilul, dimensiunile principale și abaterile dimensionale maxime, precum și desemnarea acestuia.
2. Profilul nominal filet (exterior și interior) și dimensiunile elementelor acestuia trebuie să corespundă cu cele indicate în Figura 1 și Tabelul 1.
Taper 2 3:25; 6°524; 3°262; - diametrul exterior (nominal) al filetului exterior (supapa); - diametrul interior al filetului exterior; - diametrul mediu al filetului exterior; - diametrul exterior (nominal) al filetului interior (cilindrului); - diametrul interior al filetului interior; - diametrul mediu al filetului interior; - pas filet; - unghiul conului; - unghi de panta; - înălțimea triunghiului original; - inaltimea de lucru a profilului; - raza de curbură a superioarei și inferioarei filetului.
Bisectoarea unghiului profilului filetului este perpendiculară pe generatoarea conului.
Pasul filetului este determinat de-a lungul unei linii paralele cu generatoarea conului.
În planul principal, diametrul mediu al filetului are o valoare nominală.
Tabelul 1
În milimetri
Note:
1. Numărul de trepte pe o lungime de 25,4 mm este de 14.
2. Valoarea numerică a pasului filetului se determină din raport, rotunjit la a treia zecimală și luată ca valoare inițială la calcularea dimensiunilor.
3. Dimensiunile filetului principal trebuie să corespundă cu cele indicate în figurile 1, 2 și tabelul 2.
Lungimea firului de lucru; - lungimea filetului exterior de la capăt până în planul principal; - lungime filet interior
Tabelul 2
În milimetri
Diametru nominal filet | Diametrul filetului în planul principal | Lungimea firului |
||||
Nu mai puțin | ||||||
4. Lungimea filetului din gâtul cilindrului (vezi Figura 2) este stabilită constructiv, realizându-se un filet traversant sau o lungime care să asigure înșurubarea supapei.
Este permisă creșterea lungimii filetului (a se vedea tabelul 2), ținând cont de designul supapei și de cerințele GOST 949.
Nota. Standardul nu definește designul supapei dincolo de lungimea filetului. În special, în loc de o scurgere a filetului, este permisă realizarea unei caneluri.
5. Simbolul filetului conic al supapelor și al buteliilor de gaz trebuie să includă litera Wși diametrul nominal al filetului.
De exemplu: W 19,2.
6. Deplasarea axială a planului principal al filetelor externe și interne (Fig. 3) față de locația sa nominală nu trebuie să depășească ±1,5 mm.
La naiba.3
Pentru a crește durata de viață a buteliilor de gaz, se recomandă ca filetele acestora să fie realizate cu un decalaj negativ al planului principal ().
Nota. Deplasarea axială a planului principal este rezultatul total al abaterilor din diametrul mediu, pasul, unghiul de flanc al profilului și unghiul de conicitate al filetului.
7. Abaterile maxime ale unor parametri de filet sunt date în anexă.
APLICARE
Informaţii
Abateri limită ale unor parametri de filet
Abaterile maxime ale unor parametri de filet indicați în desen și tabel sunt cele inițiale atunci când se proiectează un instrument de formare a filetului și se calculează calibrele de filet și nu sunt controlate pe filet decât dacă este specificat în mod specific.
es - abaterea superioară a tăieturii superioare și inferioare a filetului exterior; ES - abaterea superioară a tăieturii superioare și inferioare a filetului interior; ei - abaterea inferioară a tăieturii superioare și inferioare a filetului exterior; EI - abaterea inferioară a tăieturii superioare și inferioare a filetului intern; - toleranta unghiului de inclinare a laturii profilului filetului
În milimetri
Diametru nominal filet | Prev. oprit |
|||||||||
pas | diferența de diametre medii pe lungime |
|||||||||
filet exterior | filet interior | pentru filet exterior | pentru filet interior | |||||||
GOST 9909-81
Grupa G13
STANDARD INTERSTATAL
Norme de bază de interschimbabilitate
FILET CONIC DE SUPPA ȘI CILINDRI PENTRU GAZE
Norme de bază de interschimbabilitate. Filet conic al supapelor și al cilindrului de gaz
Data introducerii 1983-01-01
DATE INFORMAȚII
1. DEZVOLTAT ȘI INTRODUS de Ministerul Industriei Mașini-Unelte și Unelte
2. APROBAT ȘI INTRAT ÎN VIGOARE prin Rezoluția Comitetului de Stat pentru Standarde al URSS din 22 decembrie 1981 N 5566
3. INSTEAD GOST 9909-70 privind secțiunile 1 și 2
4. Standardul respectă în totalitate ST SEV 2056-79
5. DOCUMENTE REGLEMENTARE ŞI TEHNICE DE REFERINŢĂ
Numărul articolului |
|
6. REEDITIONARE
1. Acest standard se aplică filetelor conice cu conicitate de 3:25 utilizate pentru supape și butelii de gaz și stabilește profilul, dimensiunile principale și abaterile dimensionale maxime, precum și desemnarea acestuia.
2. Profilul nominal filet (exterior și interior) și dimensiunile elementelor acestuia trebuie să corespundă cu cele indicate în Figura 1 și Tabelul 1.
Taper 2 3:25; 6°524; 3°262; - diametrul exterior (nominal) al filetului exterior (supapa); - diametrul interior al filetului exterior; - diametrul mediu al filetului exterior; - diametrul exterior (nominal) al filetului interior (cilindrului); - diametrul interior al filetului interior; - diametrul mediu al filetului interior; - pas filet; - unghiul conului; - unghi de panta; - înălțimea triunghiului original; - inaltimea de lucru a profilului; - raza de curbură a superioarei și inferioarei filetului.
Bisectoarea unghiului profilului filetului este perpendiculară pe generatoarea conului.
Pasul filetului este determinat de-a lungul unei linii paralele cu generatoarea conului.
În planul principal, diametrul mediu al filetului are o valoare nominală.
Tabelul 1
În milimetri
Note:
1. Numărul de trepte pe o lungime de 25,4 mm este de 14.
2. Valoarea numerică a pasului filetului se determină din raport, rotunjit la a treia zecimală și luată ca valoare inițială la calcularea dimensiunilor.
3. Dimensiunile filetului principal trebuie să corespundă cu cele indicate în figurile 1, 2 și tabelul 2.
Lungimea firului de lucru; - lungimea filetului exterior de la capăt până în planul principal; - lungime filet interior
Tabelul 2
În milimetri
Diametru nominal filet | Diametrul filetului în planul principal | Lungimea firului |
||||
Nu mai puțin | ||||||
4. Lungimea filetului din gâtul cilindrului (vezi Figura 2) este stabilită constructiv, realizându-se un filet traversant sau o lungime care să asigure înșurubarea supapei.
Este permisă creșterea lungimii filetului (a se vedea tabelul 2), ținând cont de designul supapei și de cerințele GOST 949.
Nota. Standardul nu definește designul supapei dincolo de lungimea filetului. În special, în loc de o scurgere a filetului, este permisă realizarea unei caneluri.
5. Simbolul filetului conic al supapelor și al buteliilor de gaz trebuie să includă litera Wși diametrul nominal al filetului.
De exemplu: W 19,2.
6. Deplasarea axială a planului principal al filetelor externe și interne (Fig. 3) față de locația sa nominală nu trebuie să depășească ±1,5 mm.
La naiba.3
Pentru a crește durata de viață a buteliilor de gaz, se recomandă ca filetele acestora să fie realizate cu un decalaj negativ al planului principal ().
Nota. Deplasarea axială a planului principal este rezultatul total al abaterilor din diametrul mediu, pasul, unghiul de flanc al profilului și unghiul de conicitate al filetului.
7. Abaterile maxime ale unor parametri de filet sunt date în anexă.
APLICARE
Informaţii
Abateri limită ale unor parametri de filet
Abaterile maxime ale unor parametri de filet indicați în desen și tabel sunt cele inițiale atunci când se proiectează un instrument de formare a filetului și se calculează calibrele de filet și nu sunt controlate pe filet decât dacă este specificat în mod specific.
es - abaterea superioară a tăieturii superioare și inferioare a filetului exterior; ES - abaterea superioară a tăieturii superioare și inferioare a filetului interior; ei - abaterea inferioară a tăieturii superioare și inferioare a filetului exterior; EI - abaterea inferioară a tăieturii superioare și inferioare a filetului intern; - toleranta unghiului de inclinare a laturii profilului filetului
În milimetri
Diametru nominal filet | Prev. oprit |
|||||||||
pas | diferența de diametre medii pe lungime |
|||||||||
filet exterior | filet interior | pentru filet exterior | pentru filet interior | |||||||
Grupa G13
STANDARD INTERSTATAL
Norme de bază de interschimbabilitate
FILET CONIC VALVĂ ȘI CILINDRI PENTRU GAZE 9909-81
Norme de bază de interschimbabilitate.
Filet conic al supapelor și al cilindrului de gaz
Data introducerii 01/01/83
1. Acest standard se aplică filetelor conice cu conicitate de 3:25 utilizate pentru supape și butelii de gaz și stabilește profilul, dimensiunile principale și abaterile dimensionale maxime, precum și desemnarea acestuia.
2. Profilul nominal filet (exterior și interior) și dimensiunile elementelor acestuia trebuie să corespundă cu cele indicate în desen. 1 și în tabel. 1.
Filet interior
Bisectoarea unghiului profilului filetului este perpendiculară pe generatoarea conului. Pasul filetului este determinat de-a lungul unei linii paralele cu generatoarea conului.
În planul principal, diametrul mediu al filetului are o valoare nominală.
Publicație oficială ★
Reproducerea este interzisă
GOST 9909 -81 S. 2
2. Valoarea numerică a pasului filetului se determină din relația P = cu rotunjire la a treia zecimală și se ia ca valoare inițială la calculul dimensiunilor.
3. Dimensiunile filetului principal trebuie să corespundă cu cele indicate în desen. La 2 și în tabel. 2.

Avionul principal
{/////;//;;// >//77,
///Fir intern //
În aer liber
/, - lungimea firului de lucru; 1 y - lungimea filetului exterior de la șurub la planul principal:
I, - lungimea filetului intern
4. Lungimea filetului /, în gâtul cilindrului (vezi Figura 2) este stabilită constructiv, realizându-se un filet traversant sau o lungime care să asigure înșurubarea supapei.
Este permisă creșterea lungimii filetului /, (a se vedea tabelul 2), ținând cont de designul supapei și de cerințele GOST 949.
Nota. Standardul nu definește designul supapei dincolo de lungimea filetului. În special, este permisă realizarea unei caneluri în loc de curățarea filetului.
5. Simbolul pentru filetele conice ale supapelor și buteliilor de gaz trebuie să includă litera „I” și diametrul nominal al filetului.
De exemplu: IV 19.2.
6. Deplasarea axială a planului principal L/, filete externe și interne (Fig. 3) față de locația sa nominală nu trebuie să depășească ±1,5 mm.
Pentru a crește durata de viață a buteliilor de gaz, se recomandă ca filetele acestora să fie realizate cu un decalaj negativ al planului principal (-D/,).
Să luăm un n k s. Deplasarea axiala a planului principal este rezultatul total al abaterii diametrului mediu, uiara, unghiului de flanc al profilului si unghiului de conicitate a filetului.

7. Abaterile maxime ale unor parametri de filet sunt date în anexă.
APLICARE
Informaţii
Abateri limită ale unor parametri de filet
Abaterile maxime ale unor parametri de filet indicați în desen și tabel sunt cele inițiale atunci când se proiectează un instrument de formare a filetului și se calculează calibrele de filet și nu sunt controlate pe filet decât dacă este specificat în mod specific.


e* - abaterea superioară a tăieturii vârfului și văii firului extern: ES - abaterea superioară a tăieturii vârfului și „monul tatălui” a firului de dimineață: ei - abaterea inferioară a tăieturii vârfului și văii a filetului exterior; EI - abaterea inferioară a superioare și inferioare a filetului intern: Ta - toleranța unghiului de înclinare a părții laterale a profilelor filetului
GOST 9909 -81 S. 4
DATE INFORMAȚIONALE
1. DEZVOLTAT ȘI INTRODUS de Ministerul Industriei Mașini-Unelte și Unelte
2. APROBAT ȘI INTRAT ÎN VIGOARE prin Rezoluția Comitetului de Stat pentru Standarde al URSS din 22 decembrie 1981 Nr. 5566
3. ÎN LOC DE GOST 9909-70 privind secțiunea. 1 și 2
4. Standardul respectă în totalitate ST SEV 2056-79
5. DOCUMENTE REGLEMENTARE ŞI TEHNICE DE REFERINŢĂ
Grupa G13
STANDARD INTERSTATAL
Norme de bază de interschimbabilitate
FILET CONIC VALVĂ ȘI CILINDRI PENTRU GAZE 9909-81
Norme de bază de interschimbabilitate.
Filet conic al supapelor și al cilindrului de gaz
Data introducerii 01/01/83
1. Acest standard se aplică filetelor conice cu conicitate de 3:25 utilizate pentru supape și butelii de gaz și stabilește profilul, dimensiunile principale și abaterile dimensionale maxime, precum și desemnarea acestuia.
2. Profilul nominal filet (exterior și interior) și dimensiunile elementelor acestuia trebuie să corespundă cu cele indicate în desen. 1 și în tabel. 1.
Filet interior
Bisectoarea unghiului profilului filetului este perpendiculară pe generatoarea conului. Pasul filetului este determinat de-a lungul unei linii paralele cu generatoarea conului.
În planul principal, diametrul mediu al filetului are o valoare nominală.
Publicație oficială ★
Reproducerea este interzisă
GOST 9909 -81 S. 2
2. Valoarea numerică a pasului filetului se determină din relația P = cu rotunjire la a treia zecimală și se ia ca valoare inițială la calculul dimensiunilor.
3. Dimensiunile filetului principal trebuie să corespundă cu cele indicate în desen. La 2 și în tabel. 2.
Avionul principal
{/////;//;;// >//77,
///Fir intern //
În aer liber
/, - lungimea firului de lucru; 1 y - lungimea filetului exterior de la șurub la planul principal:
I, - lungimea filetului intern
4. Lungimea filetului /, în gâtul cilindrului (vezi Figura 2) este stabilită constructiv, realizându-se un filet traversant sau o lungime care să asigure înșurubarea supapei.
Este permisă creșterea lungimii filetului /, (a se vedea tabelul 2), ținând cont de designul supapei și de cerințele GOST 949.
Nota. Standardul nu definește designul supapei dincolo de lungimea filetului. În special, este permisă realizarea unei caneluri în loc de curățarea filetului.
5. Simbolul pentru filetele conice ale supapelor și buteliilor de gaz trebuie să includă litera „I” și diametrul nominal al filetului.
De exemplu: IV 19.2.
6. Deplasarea axială a planului principal L/, filete externe și interne (Fig. 3) față de locația sa nominală nu trebuie să depășească ±1,5 mm.
Pentru a crește durata de viață a buteliilor de gaz, se recomandă ca filetele acestora să fie realizate cu un decalaj negativ al planului principal (-D/,).
Să luăm un n k s. Deplasarea axiala a planului principal este rezultatul total al abaterii diametrului mediu, uiara, unghiului de flanc al profilului si unghiului de conicitate a filetului.
7. Abaterile maxime ale unor parametri de filet sunt date în anexă.
APLICARE
Informaţii
Abateri limită ale unor parametri de filet
Abaterile maxime ale unor parametri de filet indicați în desen și tabel sunt cele inițiale atunci când se proiectează un instrument de formare a filetului și se calculează calibrele de filet și nu sunt controlate pe filet decât dacă este specificat în mod specific.
e* - abaterea superioară a tăieturii vârfului și văii firului extern: ES - abaterea superioară a tăieturii vârfului și „monul tatălui” a firului de dimineață: ei - abaterea inferioară a tăieturii vârfului și văii a filetului exterior; EI - abaterea inferioară a superioare și inferioare a filetului intern: Ta - toleranța unghiului de înclinare a părții laterale a profilelor filetului
GOST 9909 -81 S. 4
DATE INFORMAȚIONALE
1. DEZVOLTAT ȘI INTRODUS de Ministerul Industriei Mașini-Unelte și Unelte
2. APROBAT ȘI INTRAT ÎN VIGOARE prin Rezoluția Comitetului de Stat pentru Standarde al URSS din 22 decembrie 1981 Nr. 5566
3. ÎN LOC DE GOST 9909-70 privind secțiunea. 1 și 2
4. Standardul respectă în totalitate ST SEV 2056-79
5. DOCUMENTE REGLEMENTARE ŞI TEHNICE DE REFERINŢĂ

Există o mulțime de cărți în lume. Și probabil că aveți o mulțime de basme, povești și colecții de poezii diferite acasă. Dar...

Succesul este un profesor prost. Îi face pe oameni deștepți să creadă că nu pot pierde.
Profesia „Operator de mașini” este liderul profesiilor populare pe piața muncii

Orientare în carieră pentru liceeni: program, subiecte, evenimente, chestionar

Manager de lucru cu populația de locuințe și servicii comunale fișa postului Fișele postului în locuințe și servicii comunale
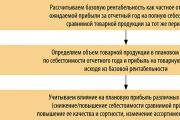
Planificarea profitului întreprinderii Determinați profitul planificat
Rata de rentabilitate
Centrele de ocupare a forței de muncă așteaptă ca angajatorii să raporteze despre lucrătorii prepensionați în decembrie Termenele limită, formularul și procedura de depunere a noului formular
Va fi necesar să se calculeze personalul mediu pentru 2016 în mai multe cazuri. În primul rând, pentru a completa...

Orice întreprindere operează într-un macro- și micromediu. Are o gamă întreagă de resurse care...

Dezvoltarea metodologică a unei lecții de lectură literară în clasa a III-a (UMK „Școala Rusiei”) „L. N. Tolstoi „Rechin”...

Tehnologiile informaționale pătrund în diverse domenii ale afacerii cu o viteză atât de mare încât uneori este dificil să le evaluezi...

Un vânt umed și rece a suflat dinspre mare, purtând peste stepă melodia gânditoare a stropii unui val care curgea pe țărm și...
Calitate, calitate, calitate... Cât de diferit este perceput și definit acest concept! În fig. 1...

Succesul este un profesor prost. Îi face pe oameni deștepți să creadă că nu pot pierde.
- Bill Gates...