Conducerea Gazprom - regii gazelor din Rusia Cine este în consiliul de administrație al Gazprom
Corporația Gazprom este unul dintre cei mai mari jucători din economia rusă și globală. Cum este structura...
Scopul RMS al uzinei este organizarea unui set de lucrări pentru exploatarea, întreținerea și repararea principalelor echipamente tehnologice și mecanice, precum și gestionarea acestui set de lucrări.
Structura RMS a întreprinderilor constă din trei forme de organizare a serviciului de reparații:
Descentralizat;
centralizat;
Amestecat.
Forma descentralizată se caracterizează prin faptul că reparatorii și mijloacele materiale și tehnice sunt dispersate în ateliere tehnologice, în care organizează și efectuează în mod independent reparațiile echipamentelor lor.
Avantaje: mobilitate ridicată, pornire rapidă a reparațiilor.
Dezavantaje: - necesitatea unui parc de masini mare si a facilitatilor de productie.
Forma centralizată se caracterizează prin faptul că tot personalul de reparații și toate mijloacele materiale și tehnice sunt concentrate în alte ateliere, divizii și organizații de reparații centralizate.
Avantaje: - calitate înaltă a reparaţiilor.
Dezavantaje: - cost ridicat al lucrărilor de reparații.
O formă mixtă este o formă combinată care combină ambele forme de reparații de mai sus. Cu asa ceva
sistem de lucru, pe lângă centralizarea serviciilor mecanice în afara atelierului, reparatorii lucrează chiar în atelier și au un atelier de reparații mecanice, cu un mic parc de mașini, și o arhivă tehnică.
Avantaj: - reparatiile sunt efectuate de reparatori de atelier.
Organizarea întreținerii și reparațiilor este efectuată de serviciul de reparații mecanice al uzinei, care este condus de OGM.
Pentru acest atelier acceptăm o formă mixtă.
1) Organizarea lucrărilor de exploatare, întreținere și reparare a utilajelor în atelierele întreprinderii.
2) Coordonarea activitatilor atelierelor si serviciilor uzinei in intocmirea programelor anuale si lunare de intretinere.
3) Elaborarea măsurilor de efectuare a reparațiilor și monitorizarea implementării acestora.
Există cinci opțiuni pentru repararea echipamentelor principale și auxiliare:
1) Reparatie la producator;
2) Reparație la o fabrică de reparații;
3) Reparații de către organizații speciale de reparații;
4) Reparatie la RMC al uzinei;
5) Reparație de către atelierul RMC.
RMS-ul atelierului este condus de un mecanic de atelier care supraveghează reparațiile efectuate în atelier și, de asemenea, monitorizează starea echipamentului atelierului. În subordinea mecanicului de atelier sunt: mecanici, sudori care efectuează mici reparații.
Scopul atelierului RMS este de a efectua toate tipurile de reparații de echipamente planificate, precum și cele neplanificate. Serviciul de reparații trebuie să funcționeze întotdeauna eficient și fără probleme, evitând opririle echipamentelor, care pot duce la pierderi de materiale.

Calculul se face folosind următoarea formulă
unde: K sp - coeficientul de salarizare,
K sp = 1,4 ÷1,8; luăm K sp = 1,4;
F n - timpul nominal anual de lucru al unui reparator, F n = 2002 ore;
K m - coeficientul de mecanizare a muncii, K m = 1,3;
K n - coeficientul de îndeplinire a normelor, K n = 1,2;
Costurile totale cu forța de muncă pentru reparațiile și inspecțiile tuturor echipamentelor de atelier, inclusiv echipamentele auxiliare și cantitatea acestora,
N1-τ | +n 2 ∙τ 2 +... + n m -τ n, (62) unde:
n m - numărul de mașini de același tip;
τ n - intensitatea forței de muncă pentru reparații echipamente, medie anuală (persoană ∙ oră);
pentru întreprinderile mici
τ = τ atunci ∙τ t ∙τ k; (63)
13262 ore - conform practicii.
Conform calculelor, Hsp = 5,8. Acceptăm Hsp = 6.
Responsabilitățile mecanicului de serviciu includ efectuarea întreținerii echipamentelor. Dacă în timpul unui schimb are loc o defecțiune a echipamentului mecanic, mecanicul de serviciu este primul care sosește pentru a repara defecțiunea.
Numărul de mecanici de serviciu este determinat de formula:
unde K d este coeficientul de luare în considerare a numărului de mecanici de serviciu, K d = 0,2.
Indicatorii rămași sunt similari cu cei dați la calcularea numărului de lucrători reparatori în atelier.
Luăm numărul de mecanici de serviciu egal cu 1, adică. 1 mecanic pe schimb.
În metalurgia neferoasă, există două tipuri de reparații: curent (T) și capital (K).
În timpul reparațiilor de rutină, mașina este dezasamblată parțial în componente și piese, piesele și componentele individuale sunt înlocuite sau restaurate, mecanismele de control ale acestora sunt inspectate, căptușeala este înlocuită sau restaurată și mașina este testată.
Dacă mașina are piese cu durate de viață diferite, atunci se efectuează două reparații de rutină.
Reparațiile curente, în funcție de capacitatea întreprinderii, sunt efectuate fie de forțele de atelier, RMS din fabrică, fie de echipe speciale de reparații.
Reparațiile curente sunt efectuate conform programelor de întreținere preventivă programate. Costurile efectuării reparațiilor curente sunt incluse în costul atelierului.
În timpul unei revizii majore, mașina este complet dezasamblată în părți, curățată, reparată piese de bază, piese înlocuite sau restaurate, asamblată, reglată, testată la ralanti și sub sarcină. In functie de capacitatea intreprinderii si de tipul utilajului, aceasta reparatie se realizeaza de catre atelier, intreprindere, sau cu implicarea intreprinderilor speciale de reparatii. Finanțarea reparațiilor capitale se face din cheltuielile de amortizare. Executat conform programelor PPR.
Există trei tipuri de metode de reparare:
Individual,
Impersonal,
Amestecat.
1.Individual - prin această metodă, piesele uzate sunt îndepărtate din mașina reparată și trimise la atelierele de restaurare. Ulterior piesele sunt instalate în aceeași mașină. Această metodă este utilizată în întreprinderile cu putere redusă.
2. Impersonal - prin această metodă, piesele uzate sunt îndepărtate din mașina reparată și trimise la ateliere de restaurare, iar piesele fie noi, fie restaurate anterior, preluate din depozitul de piese de schimb, sunt instalate în mașină. Este utilizat în întreprinderile în care întreruperile lungi în funcționarea liniilor tehnologice sunt inacceptabile, precum și în întreprinderile de mare capacitate.
Această metodă are două dezavantaje:
Așa-numita „moarte a capitalului”;
Nevoia de spațiu suplimentar de depozitare pentru piese și
noduri Există două tipuri de metode de reparare „impersonale”:
a) MANPADS - înlocuirea periodică a trusei de reparații;
b) Metoda agregatului-nod.
3. O metodă mixtă este o combinație în anumite proporții de metode individuale și „impersonale”.
Sunt utilizate trei sisteme de întreținere preventivă programată:
Post-examinare;
PPR standard;
Sistem PPR periodic.
1. Post-inspecție - sistemul PPR prevede o inspecție periodică (o dată pe lună) a echipamentului atelierului de către un mecanic, în timpul căreia acesta face o concluzie despre necesitatea reparațiilor (utilizate în întreprinderile cu putere redusă).
2. Lucrări standard de întreținere - constă în utilizarea unei resurse alocate, la epuizarea căreia echipamentul, în ciuda stării sale tehnice, este înlocuit sau reparat. Este utilizat în cazurile în care o posibilă defecțiune ar putea duce la pierderi umane sau pierderi materiale majore.
3. Sistem periodic - este asociat cu efectuarea reparatiilor conform programului de intretinere. Este utilizat în întreprinderi cu o încărcătură completă de echipamente (non-stop).
Acceptăm o metodă de reparație individuală și un sistem PPR periodic.
Calculăm graficul PPR folosind metodologia propusă în „Regulamentul privind PPR...”.
Datele inițiale pentru calcul sunt standardele pentru frecvența și intensitatea forței de muncă a tipurilor de reparații, din „Regulamentul privind PPR...”. Datele inițiale sunt date în Tabelul 5.1.
Tabelul 5.2
Programul PPR.
| Echipamente și scurte caracteristici tehnice |
Durata, h |
Număr într-o buclă |
|||
| Lift H=18m |
|||||
| transportor cu șurub diametru = 0,5 |
|||||
Separator de aer |
|||||
| Filtru cu sac |
|||||
| Moara cu bile de macinare uscata |
|||||
Constă în curățarea echipamentului, așezarea acestuia într-un recipient special și apoi trimiterea acestuia către producător.
La uzina de producție, echipamentul este despachetat, apoi dezasamblat în componente și piese, iar piesele sunt examinate pentru depanare. Părțile inutilizabile sunt sortate, părțile uzate sunt restaurate. Apoi mașina este asamblată și pornită la ralanti (rodare). Apoi este ambalat în același recipient și trimis consumatorului.
Avantaje:
a) înlocuirea pieselor uzate cu piese cu aceleași intervale de toleranță;
6) reparatii intr-un timp mai scurt;
c) calitate superioară a reparaţiilor.
Defecte: cost ridicat al reparațiilor.
O fabrică de reparații este de obicei situată în apropierea întreprinderilor care au același tip de echipamente, precum și echipamente cu caracteristici tehnologice similare. Această uzină este dotată cu parc de mașini necesar, parc tehnologic, scule și dispozitive, căi de acces etc.
Există două opțiuni pentru repararea echipamentelor folosind instalații de reparații:
1) Când echipamentul care este reparat este trimis direct la fabrică pentru reparare. La fabrică, echipamentul este despachetat, dezasamblat în ansambluri și piese, echipamentul este depanat, piesele uzate sunt restaurate sau înlocuite cu altele noi. Mașina este asamblată, se efectuează rodajul și apoi echipamentul este trimis consumatorului.
Dezavantaj: calitate scăzută a manoperei în comparație cu producătorul.
2) Uzina de reparatii trimite specialisti in reparatii la intreprinderea unde se efectueaza reparatiile. Totodata, compania pune la dispozitie acestor specialisti instrumentele necesare, conditii de lucru, materiale, iar in unele cazuri, mecanici si sudori.
Acestea sunt organizații care angajează în personalul lor ingineri și reparatori de înaltă clasă. Acestea sunt dotate cu echipamentul necesar pentru a efectua reparații de orice complexitate. Printre avantaje se numără calitatea înaltă a reparațiilor efectuate într-un timp scurt, iar dezavantajele sunt costul ridicat al reparațiilor.
Întreprinderea organizează un atelier de reparații mecanice, dotat cu mașinile-unelte necesare, accesorii și scule și
de asemenea site-uri de reparatii. RMC-urile sunt dotate cu personalul necesar de întreținere.
Munca lor (lucrarea RMC) se bazează pe grafice PPR. Conform acestui grafic, se efectuează toate tipurile de inspecții și reparații ale uzinei, iar RMC raportează mecanicului șef al uzinei.
Atelierul are un anumit personal de mecanici care efectuează munca zilnică de rutină. Pentru perioada reparatiilor, din acest personal este alocata o echipa de reparatii condusa de un maistru. Remunerația pentru membrii echipei de reparații este fie la bucată, fie la bucată - bonus. La finalizarea reparației, reparatorii efectuează lucrări de rutină zilnică. Avantajul este stimularea muncii reparatorilor și fluctuația redusă a personalului.
Sarcina principală a serviciului de lubrifiere este de a oferi o lubrifiere fiabilă și economică în toate etapele de viață a echipamentului.
Organizarea instalațiilor de lubrifiere în atelier ar trebui să se bazeze pe certificarea echipamentelor cu pregătirea hărților și a tabelelor de ungere.
Certificarea acoperă toate echipamentele și mecanismele tehnice, de ridicare și transport care consumă lubrifianți. Pe baza hărților și tabelelor de lubrifiere, se fac calcule ale necesarului de lubrifianți pe tip și marcă, pe baza consumului pe schimb, pe lună și pe tot parcursul anului. În conformitate cu standardele de consum și cu tabelele de lubrifiere, cantitatea necesară de lubrifianți este determinată pentru fiecare echipament. Calculele necesarului de lubrifianți efectuate de mecanicii atelierelor și altor întreprinderi de producție, verificate și rezumate în OGM, servesc drept bază pentru elaborarea aplicațiilor adecvate. Sosirea, depozitarea și livrarea lubrifianților în zonele de producție se efectuează de către angajații depozitului de lubrifianți al atelierului.
Tabelul 5.3
Aplicație pentru combustibil și lubrifianți
Schema locului de muncă al mecanicilor și dispunerea echipamentelor auxiliare este prezentată în Fig. 16.
Diagrama camerei lăcătușului
 |
1 - masina de gaurit vertical;
2- masina de ascutit;
3- dulap pentru depozitarea sculelor și echipamentelor;
4- strung;
5- masa metalica
6.7-banc de lucru
Există trei tipuri de depozite:
1) Depozite deschise;
2) Închis, neîncălzit;
3) Cele închise încălzite.
Acest atelier are un depozit deschis, care este protejat de efectele precipitațiilor printr-un baldachin. Acest depozit depozitează piese și componente ale mașinilor, precum și diverse tipuri de consumabile care nu se tem de precipitații. Atelierul dispune și de un depozit închis în care sunt depozitate echipamentele, piesele și ansamblurile, care sunt ferite de expunerea directă la precipitații și razele solare. Consumabilele precum rulmenții sunt depozitate în dulapuri speciale cu o temperatură ambientală constantă.
Întreprindere, atelier_________________________________________________________________
Permis de munca nr._____
Pentru a efectua lucrări cu risc ridicat
1. Maistru ________________________________________________________________ (întreprindere, atelier, funcție, prenume, I, O.)
2. Permis pentru executare________________________________________________________________
(locul de lucru, denumirea echipamentului, rezumatul muncii)
3. D coborârea la lucru ___________________________________________________________
(funcție, prenume, I, O.)
4. Măsuri pentru asigurarea siguranței muncii:
4.1 Oprire_________________________________________________________________
(loc de oprire, poziție)
4.2. Dezactivați ________________________________________________________________
(comutator, supapă, linie etc., îndepărtați eticheta)
4.3. Instalați ________________________________________________________________
(scurtcircuit, punct mort, prize, lumini de avertizare etc.)
4.4 Prelevarea unei probe pentru analiza aerului _____________________________________
4.5. Protejați _________________________________________________________________
(zona de lucru, afișe)
4.6. Asigurați măsuri de siguranță atunci când lucrați la înălțime și în puțuri _____________
_____________________________________________________________________________
4.7. Avertizați ____________________________________________________________
(șoferi de macarale adiacente și macarale de trave adiacente cu semnătură în jurnalul de bord)
______________________________________
4.8 Avertizați măsurile de siguranță în apropierea șinelor de cale ferată ______________________
______________________________________________________________________________
(instalarea de indicatoare, afișe, garduri, fundături etc.)
4.9. Indicați rutele către locul de muncă _____________________________________________
(atașați o diagramă dacă este necesar)
4.10. Evenimente suplimentare ________________________________________________
______________________________________________________________________________
5. Avizul a fost eliberat de ________________________________________________________________
(funcția, numele complet)
6 Activități finalizate:
7 De acord: supraveghetor de tură (secție) _________________________________________
_____________________________________________________________________________
(nume, semnătură)
7.1. __________________________________________________________________________
(post nume, semnătură)
8 S-au îndeplinit măsurile, s-a asigurat siguranța muncii, s-a familiarizat și instruit maistrul de muncă cu condițiile de muncă, am acordat permisiunea - permițându-i să lucreze ________________________________________________________________________________
9 Familiarizat si instruit cu conditiile de munca, verificat pregatirea, acceptat locul de munca - seful de munca________________________________________________
(funcție, prenume, semnătură, dată, oră)
________________________________________________________________________________________________________________
1 Lucrarea a fost finalizată, comanda de lucru a fost aprobată de producătorul lucrării ______________________
___________________________________________________________________________
(data, ora, functia, prenume, semnatura persoanei care admite)
Când se pregătește repararea echipamentelor mari și complexe, se întocmește un proiect de organizare a muncii (WOP), care este elaborat de organizația care execută și convenit cu clientul.
Proiectul de organizare a reparatiilor trebuie sa prevada mijloacele tehnice de mecanizare a lucrarii de efectuat, compunerea si calificarea personalului de reparatii. Organizarea recepției, livrării și depozitării unităților și pieselor de echipamente. Organizarea zonelor și șantierelor de reparații și instalare la locul de muncă, precum și măsuri de siguranță pentru implementarea acestora.
ERP reglementează procedura de realizare și măsurile de asigurare a operațiunilor perioadelor de pregătire, demontare și restaurare și montare.
1) În prima etapă, este necesar să se scrie din „normele standard...” o listă a tuturor operațiunilor de reparații efectuate, cu indicarea numărului de componente, intensitatea forței de muncă a operațiunilor și categoria reparatorilor.
2) Determinați dimensiunea aproximativă a echipei pentru efectuarea operațiunilor de reparații folosind formula:
H k = τ k / t K =25,4/8 =3,175 persoane. (65)
Acceptăm cea mai apropiată valoare - componența echipei este de 3 persoane: mecanici de 3, 4, 5 categorii,
unde τ k este intensitatea standard de muncă pentru efectuarea unei reparații, oră-persoană;
t K - timp de reparație, oră
3) Reguli pentru întocmirea unui program:
Trebuie să existe o rotație strictă a operațiunilor;
Reparatorii trebuie să treacă de la o operațiune la alta fără întrerupere;
În fiecare zi de reparație ar trebui să existe același număr de reparatori;
Respectați operațiuni logice, din punct de vedere al siguranței;
Reparatorii nu trebuie să interfereze între ei.
4) Lungimea segmentului de pe grafic este determinată de formula:
T 0 = (τ 1 + τ 2 + ... +τ n)/n rem (66)
unde τ 1, τ 2, τ n este intensitatea muncii a operației, indicată pe grafic printr-un segment, persoană-oră;
Prem - numărul de reparatori la această operațiune, oameni.
T o1 = 0,6 / 3 = 0,2 ore;
To2 = (0,1+0,5)/1 =0,6 ore;
To3 = (0,8 + 2,0)/2 = 1,4 ore;
To4 = 0,8/1 = 0,8 ore;
To5 = (0,5+ 0,5)/2=0,5 ore;
T o6 = 0,5 / 1 = 0,5 ore;
T o7 = 0,6 /1 = 0,6 ore;
T o8 = 5,0 / 2 = 2,5 ore;
T o9 = (1,5 + 0,4)/1 = 1,9 ore;
T o10 =3,0/3 = 1 oră;
To11 = (0,6+ 1,2)/2 = 0,9 ore;
T o12 = 0,9/1 = 0,9 ore;
T o13 = (0,8 + 0,6 + 0,8 + 0,2) /3 = 0,8 ore;
T o14 = 2,0 / 3 = 0,67 ore;
T o15 = 1,5 /3 = 1,5 ore
5) Atunci când alți reparatori sunt implicați în operațiunile de reparație cuprinse în formula (5.11), lungimea segmentului este ajustată.
6) Când reparatorii trec de la o operație la alta, expresia (5.11) este ajustată.
7) Dacă reparatorii care nu sunt asociați cu activitățile de reparații și service mecanic al atelierului sunt implicați în efectuarea de operațiuni individuale, atunci o linie separată este alocată în programul de funcționare pentru aceste tipuri de lucrări. Complexitatea efectuării muncii acestor lucrători nu este luată în considerare în (5.10).
8) Dacă repararea echipamentului necesită o cantitate mare de muncă de sudură, atunci în reparații sunt implicați sudori gaz-electric. Intensitatea muncii a sudorilor gazo-electrici nu este luată în considerare în expresia (5.10). Dacă volumul lucrărilor de sudare nu este mare, atunci aceste operații pot fi efectuate de mecanici de 4 și 5 categorii. Complexitatea lucrării în acest caz este luată în considerare în expresia (5.10).
Tabelul 5.4
Lista defectelor
| Nu. |
Nume și domeniul de activitate |
Numele piesei |
Materiale necesare |
|||||
| detaliu |
Cantitate, buc |
Greutate, kg |
Dimensiunea numelui |
Brand, GOST |
Unitate măsurare |
Cantitate, buc |
||
| Reparatie cutie de viteze |
Rulmenți Unelte |
Distanțiere din carton Ulei industrial I-20 |
GOST 20346-74 GOST 20793-72 |
|||||
| Corpul tobei Capac tambur |
Tablă de oțel |
GOST 19904-74 |
||||||
| Rulmenți GOST 5721-75 |
Distanțiere din carton |
GOST 20376-74 |
||||||
Tabelul 5.5
Lista pieselor de uzură
| Unitățile și detaliile acestora |
Desen nr. sau GOST |
Cantitate pe unitate |
Numărul este calculat pe baza intensității forței de muncă calculate în programul de lucru (Tabelul 6.6) și pe baza echilibrului timpului de muncă (Tabelul 6.8).
Calculul numărului de personal de serviciu
1. Numărul personalului de serviciu se determină după următoarea schemă:
1.1. Se stabilește numărul de prezență al lucrătorilor pe tură- :
 , (6.11.)
, (6.11.)
Unde,  - total din punct de vedere al intensității muncii de întreținere (vezi graficul de întreținere);
- total din punct de vedere al intensității muncii de întreținere (vezi graficul de întreținere);
T - fond de timp efectiv pentru producție continuă (vezi bilanțul planificat al timpului de lucru);
t - durata schimbului (8 ore).
1.2. Se stabilește numărul de lucrători prezenți pe zi -  :
:
 , (6.12.)
, (6.12.)
unde c este numărul de schimburi pe zi.
1.3. Pentru a răspunde lucrătorilor absenți din diverse motive, se calculează numărul personalului de serviciu-  dupa formula:
dupa formula:
 , (6.13.)
, (6.13.)
unde k este coeficientul de salarizare.
Se accepta numarul de personal de serviciu in numar de __ persoane, conform categoriei 5.
2. Numărul personalului de reparații se determină după următoarea schemă:
Personalul de reparații al atelierului repară echipamentele, lucrând de obicei în tură de zi (adică producția este intermitentă).
La calcularea numărului de echipe de reparații, se ține cont de faptul că organizarea lucrărilor de reparații este mixtă, adică reparațiile majore sunt efectuate de antreprenori, astfel încât calculul numărului nu ia în considerare intensitatea forței de muncă a reparațiilor majore. .
2.1. Determinăm numărul personalului de reparații:
 , (6.14.)
, (6.14.)
unde k este coeficientul de conformitate cu standardele (1.1);
T este fondul de timp efectiv pentru producția discontinuă.
2.2. Determinăm numărul de personal:
 , (6.15.)
, (6.15.)
unde k este coeficientul de salarizare (1.15).
Repartăm numărul calculat de lucrători pe categorii:
1. Personal de serviciu – toți lucrătorii de clasa a 5-a
2. Personal de întreținere: categoria a 6-a (maistru) – 1 persoană. (maistru);
Categoria a V-a – ... persoane;
Categoria a IV-a - ... persoane;
Categoria a 3-a - ... oameni.
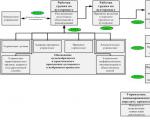
Calculul numărului de manageri, specialiști și organizații din sectorul public
Nevoia de ingineri, specialisti si personal specializat se determina in conformitate cu structura de conducere aprobata. Rezerva pentru personalul inginer si tehnic este planificata numai pentru personalul de tura (maistru de tura).
Pe baza tabelului de personal, se calculează numărul de angajați:
 , (6.16.)
, (6.16.)
Calculul fondului de salarii pentru personalul atelierului (de șantier).
În această secțiune trebuie să răspundeți la următoarele întrebări:
1. Conceptul de fond de salarii.
2. Conceptul și componența salariilor de bază și suplimentare ale lucrătorilor.
Calculul salariilor pentru muncitori
I. Calculul salariilor pentru personalul de serviciu se efectuează conform următoarei scheme(electrician de serviciu categoria a 5-a pentru repararea echipamentelor) :
1.1. Determinăm fondul de salarii pentru personalul de serviciu, frec.:
 , (6.18.)
, (6.18.)
1.2. Stabilim prima, frec.:
 , (6.19.)
, (6.19.)
Pentru personalul de serviciu – 75-85%.
1.3. Stabilim plata pentru orele de noapte:
 ,frec., (6,20)
,frec., (6,20)
unde k este coeficientul de noapte (se ia egal cu 13%)
1.4. Stabilim plata suplimentara pentru orele de seara:
 ,frec., (6,21)
,frec., (6,21)
unde k este coeficientul de seară (luat egal cu 7%)
1.5. Determinăm plata suplimentară pentru orele de vacanță:
 ,frec., (6,22)
,frec., (6,22)
unde k este coeficientul de vacanță (luat egal cu 2%)
1.6. Determinăm fondul de salariu de bază:
1.7. Determinăm salariul de bază ținând cont de coeficientul regional (CR):
1.8. Determinăm fondul de salarii suplimentar:
 , (6.25)
, (6.25)
Unde,  - absenteism de la locul de muncă.
- absenteism de la locul de muncă.
pentru personalul de serviciu, vezi tabelul 6.8.
1.9. Stabilim statul de plata pentru anul:
1.10. Stabilim salariul mediu lunar:
 , (6.28)
, (6.28)
unde 12 este numărul de luni dintr-un an.
Salarizarea personalului reparator se intocmeste in acelasi mod, insa trebuie avut in vedere ca procesul de productie este continuu.
II. Calculul salariilor pentru personalul de reparații se efectuează conform următoarei scheme:
2.1. Determinăm fondul tarifar pentru salariile personalului de reparații, ruble:
, (6.29.)
unde C" este tariful orar, frecați.
2.2. Stabilim prima, frec.:
, (6.30.)
Pentru personalul de reparații – 75-85%.
2.3. Determinăm fondul de salariu de bază:
 (6.31)
(6.31)
2.4. Determinăm salariul de bază ținând cont de coeficientul regional (CR):
Unde RK este coeficientul regional (luat egal cu 1,2).
2.5. Determinăm fondul de salarii suplimentar:
, (6.33)
unde este coeficientul suplimentar admisibil;
Calculul numărului de lucrători în producție continuă:
unde F z.v. - timpul total anual alocat reparațiilor și verificării echipamentelor de instrumente și automatizări, precum și întreținerii de rutină?
etaj F - fond util de timp de lucru pe an. Numărul de muncitori necesari pentru înlocuire din cauza absenteismului este de 12,5% din numărul obișnuit de muncitori.
H = 2176/1688 = 2 persoane
unde Ch p este numărul de mecanici și reparatori.
H = 409/1688 = 1 persoană
unde Ch d este numărul de mecanici de serviciu.
Tabel 7. - Calculul fondului de salarii anual
|
Titlul articolelor |
Reparator |
Electrician |
|
1. Sistemul de remunerare. |
bonus de timp |
bonus de timp |
|
2. Conditii de munca. |
normal |
normal |
|
3. Categoria tarifară. |
||
|
4. Tarif orar, rub./oră |
||
|
5. Numărul de lucrători |
||
|
6. Fond de timp efectiv, persoană oră/an |
||
|
7. Fond tarifar, rub./an |
||
|
8. Plăți suplimentare la fondul tarifar (bonus, muncă de noapte etc.) |
||
|
9. Contribuții la fonduri (pensii, medicale, fond de muncă, asigurări sociale) |
||
|
10. Fond anual, rub./an |
Producția anuală este calculată folosind formula:
q - productivitatea orară;
F D - timpul de funcționare a echipamentului pe parcursul anului;
unde F P1, F T1 - timp de nefuncționare în timpul reparațiilor și opririlor tehnologice înainte de automatizare;
F Р2, F Т2 - timp nefuncțional în timpul reparațiilor și opririlor tehnologice după automatizare;
Producția anuală este calculată înainte și după automatizare:
Înainte de automatizare: t/h GJ/an
După automatizare: t/h GJ/an
Costurile suplimentare - K D includ:
1. Costul estimat al lucrărilor de proiectare - Kpr (datele întreprinderii)
K pr = 70.000 rub.;
2. Costul estimativ al clădirii pentru adăpostirea echipamentului de instrumentare și automatizare-Co.
S - suprafața clădirii pentru instrumentare și automatizare, mp. (date despre intreprindere);
C - cost de 1 mp. (date companie) = 35.000 rub.
Coeficientul K, care ia în considerare costurile lucrărilor la instalații sanitare, electrotehnică și racordarea obiectelor (1.2-1.3);
3. Costul estimat al instrumentelor și echipamentelor de automatizare este Ks, pentru a determina care tabel este alcătuit.
Tabel 8. - Costul estimativ al instrumentelor și echipamentelor de automatizare
|
Justificarea costului estimat |
Elemente ale circuitului de control și reglare |
Tip, marca, modificare |
Cantitate (bucati) |
Costul estimat pe unitate |
Cost total estimat |
|
Analizor de gaze |
Hobbit TM-1СО-1СН4 |
||||
|
Senzor releu |
|||||
|
Diafragmă |
|||||
|
Actuator |
MEO 40-0,25 P=0,1 |
||||
|
Vas de condensare |
|||||
|
Controlul flăcării |
|||||
|
Manometru de semnalizare |
|||||
|
miliampermetru |
Disc-250 1021 |
||||
|
Convertor |
Metran 45DD |
||||
|
Dispozitiv analogic |
|||||
|
Regulator |
|||||
|
Autoritatea de reglementare |
|||||
|
Convertor termic de rezistență |
|||||
|
termometru |
|||||
|
Amplificator |
|||||
|
Fotosenzor |
|||||
|
Indicator de presiune |
TOTAL: 545818r
În plus, estimarea pentru instrumente și echipamente de automatizare include (K c2):
1. Instalarea instrumentației și automatizării - 20% din K s1 - 109.163 ruble;
2. Costul materialelor de instalare este de 15% din K s1 - 81.872 ruble;
3. Echipamente electrice și instalarea acestuia 13% din K s1 - 70.954 ruble;
4. Costuri generale - 10% din K s1 - 54.580 de ruble;
K c2 =316569 frecare.
Ks=545818+316569=862387 rub.
Costurile de capital suplimentare sunt calculate folosind următoarea formulă:
Kd = Kpr + Ko + Ks
Kd = 70000+840000+862387=1772387 rub.
Restabilirea funcționalității echipamentelor pierdute în timpul funcționării acestuia trebuie efectuată prin implementarea pe scară largă a:
1. Metoda de revizie dispersată a echipamentelor.
Esența acestei metode este de a efectua lucrări la reparații majore ale echipamentelor, acolo unde este posibil și fezabil din punct de vedere tehnic, în părți în zilele opririlor programate pentru reparații de rutină. Acest lucru vă permite fie să reduceți durata timpului de nefuncționare în timpul reparațiilor majore, fie să le eliminați complet pe acestea din urmă.
Durata perioadei în care pot fi efectuate reparații majore folosind o metodă dispersată nu trebuie să depășească durata ciclului de reparare a echipamentului
2. Metoda de înlocuire a agregatelor.
Utilizarea metodei de înlocuire a agregatelor asigură o reducere semnificativă a timpului de nefuncţionare a echipamentelor pentru reparaţii. În unele cazuri, este recomandabil să înlocuiți întreaga mașină sau mecanism, de exemplu, o masă de ridicare, cutie de viteze etc.
Calculul numărului de muncitori este necesar pentru a determina necesarul de producție pentru forța de muncă, compoziția cantitativă și profesională a lucrătorilor care pot asigura funcționarea normală a șantierului lor, pentru a determina standardele de producție pentru fiecare muncitor (în ture, în ore). Pentru a calcula numărul de lucrători, apoi fondul de salarii anual, este necesar, în primul rând, să se întocmească un bilanț al orelor de lucru pentru lucrătorii angajați în producție continuă, ținând cont de faptul că unii lucrează într-un singur schimb și intermitent. (de exemplu, personalul de reparații al unei secții de gaz și inginerie mecanică) tabelul 4.
Bilanțul anual al timpului de muncă al executantului Tabel 4
|
Indicatori |
Productie continua |
Producție discontinuă |
|
1. Fond de timp calendaristic Tk |
||
|
2. Weekend-uri și sărbători |
||
|
3. Fond de timp nominal Tn |
||
|
4. Absențe justificate planificate de la serviciu: |
||
|
4.1 Concediu regulat și suplimentar |
||
|
4.2 Absenteism din cauza bolii |
||
|
4.3 Concediu pentru studenți |
||
|
4.4 Îndeplinirea sarcinilor publice |
||
|
5. fondul efectiv al timpului de lucru (D) |
Să calculăm raportul de salarizare pentru producția continuă folosind formula:
Ksp = Tk: D = 365: 225 = 1,62
Să calculăm raportul de salarizare pentru producția discontinuă folosind formula:
Ksp = Tn: D = 250: 217 = 1,15
Aceste date sunt introduse în Anexa 8, Col. 6
Să calculăm statul de plată al angajaților, având următoarele date:
numărul reparatorilor de categoria a 5-a este de 3 persoane.
numar reparatori categoria a IV-a - 3 persoane.
număr de reparatori de serviciu - 6 persoane.
numarul de sudori electrici si gaz din categoria a 5-a este de 1 persoana.
numarul de sudori electrici si gaz din categoria a IV-a este de 1 persoana.
numarul de sudori electrici si gaz de serviciu - 3 persoane.
1) Se calculează statul de salariu (coloana 7): numărul de lucrători pe zi (coloana 5) înmulțit cu coeficientul de salarizare (coloana 6)
Să facem calcule folosind exemplul reparatorilor de serviciu.
De exemplu, salariul pe zi este de 6 persoane, iar raportul de salarizare este de 1,62. 6 x 1,62 = 10, adică Lista reparatorilor de serviciu va fi de 10 persoane.
De exemplu, 6 x 8 x 11 = 528 de sărbători legale
După numărătoare 7 calculăm statul de plată al lucrătorilor din serviciul de reparații al ESPC-1: 25 persoane.

Corporația Gazprom este unul dintre cei mai mari jucători din economia rusă și globală. Cum este structura...

Cultura rusă modernă a secolului 21 necesită o analiză multilaterală și aprofundată. Ea este în strânsă legătură cu...

Proiectul de creație este o lucrare finală independentă pe tema „Tehnologie și formare profesională”. Arată...

Un medic veterinar este un medic care diagnostichează, tratează și previne diferite boli la animale, inclusiv...

Elena Shishkina Prezentare „Ziua Pământului” Prezentare „Ziua Pământului”. Scop: să formeze idei că planeta...

Sunteți interesat de un post vacant postat pe un site de angajare. Ce să faci mai departe? Specialisti in cautarea de locuri de munca...

Abilitățile profesionale și calitățile personale sunt un punct obligatoriu la completarea unui formular de cerere sau pentru orice...

Un test poate răspunde la o întrebare complexă - cine am fost într-o viață trecută, ce am făcut și ce fel de viață am dus. De mai jos...
Scale: stiluri de luare a deciziilor de management: laissez-faire, marginal, implementator, autoritar,...
La dezvoltarea unei afaceri, este foarte dificil să se evite o creștere necorespunzătoare a personalului. Cu cât întreprinderea este mai mare, cu atât...

Anii de naștere: 1927, 1959, 1991, 2023, 2055 Culoare: Albastru-verde Simbolismul semnului: Nemurire, longevitate,...
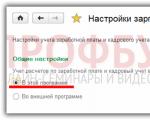
Pentru a introduce cu succes documentul de concediere, vom verifica setările programului 1C 8.3 pentru a evita erorile în...

Kaizen (改善 kaizen) este o filozofie sau practică japoneză care se concentrează pe continuu...

Slide 2 OBIECTIVUL LECȚIEI Educațional: Să-i învețe pe elevi să în mod independent (folosind instrucțiunile și tehnologia...

Cultura rusă modernă a secolului 21 necesită o analiză multilaterală și aprofundată. Ea este în strânsă legătură cu...

Proiectul de creație este o lucrare finală independentă pe tema „Tehnologie și formare profesională”. El...