Give mom a light machine gun
Based on the poem of the same name by Eduard Uspensky. The boy Vova is the only child in a huge family. All...
Ministry of Energy and Electrification of the USSR
I APPROVED
Deputy Minister
Energy and electrification of the USSR
V.L. Smirnov
INCREASED TIME STANDARDS
FOR REPAIR AND MODERNIZATION OF TECHNOLOGICAL CONTROL, AUTOMATIC CONTROL, PROTECTION, SIGNALING, COMPUTER EQUIPMENT, ELECTROAUTOMATICS, TELEMECHANICS AND COMMUNICATIONS EQUIPMENT AND SYSTEMS
AGREED BY: Central Committee of the Trade Union of Power Plant Workers of the Electrical Industry (Resolution No. 23 of October 19, 1988).
A COMMON PART
1. These consolidated time standards for the repair and modernization of technological control equipment and systems, automatic control, protection, alarms, computer technology, electrical automation, telemechanics and communications are designed for typical volumes of work based on differentiated industry time standards given in Appendix 1 to this collection.
2. The application of consolidated standards does not cancel the effect of the current industry standards listed in Appendix 1. The current industry standards, along with the consolidated standards, are used to adjust the consolidated standards in cases where work is performed in volumes that differ from the standard ones for which the consolidated standards are calculated.
3. Integrated time standards are recommended for use at enterprises of the USSR Ministry of Energy to standardize the work of workers and engineers by issuing standardized tasks and orders, with collective forms of organization and remuneration, when calculating the standard number of personnel of departments performing work included in the collection.
4. The development of integrated time standards is based on the following materials:
- instruction of the USSR Ministry of Energy dated November 10, 1987 No. BC-697-14;
- guidelines for standardizing the labor of workers in the repair of control and measuring instruments (standards publishing house, Moscow, 1976);
- guidelines for labor standardization in the energy sector dated 05/05/1976 No. NS-5694;
- current industry, inter-industry and local time standards for the repair of instruments and devices;
- technical and economic analysis and generalization of experience in carrying out repair and adjustment work by specialized enterprises of the Soyuzenergoavtomatika PA, repair enterprises of the Soyuzenergoremont VPO, thermal power plants and other energy enterprises;
- normative and technical documentation for instruments, monitoring and control system devices.
5. Integrated time standards take into account independent completed types of work and contain an enlarged list of basic operations for specific types of work. Detailed lists of technological operations taken into account by enlarged complex time standards are given in the relevant collections of industry time standards (see Appendix 1).
6. Integrated time standards (hereinafter referred to as time standards) are given for groups I, II, III of complexity of repair and maintenance work, as well as maintenance of instruments and devices.
7. The typical scope of work for repair complexity group III includes the following basic technological operations:
a) preliminary defectiveness of the product;
b) cleaning and washing of devices, components and parts;
c) disassembling the product and components into elements;
d) defectiveness of product elements and components;
e) repair of the mechanical part of the product;
f) repair of the electrical part of the product;
g) repair (painting) of the body, chassis of the product;
h) assembly and adjustment of components and the product as a whole;
i) setting up components and the product as a whole;
j) technological tests (bench testing of devices);
k) acceptance tests (passing quality control department);
l) presentation for verification (for measurement systems subject to verification);
m) preparation of acceptance documentation;
o) familiarization and study of technical documentation when mastering the repair of new types of devices.
8. The scope of work performed in complexity groups I and II includes only part of the typical scope of work contained in complexity group III.
9. In addition to basic repair and maintenance work on instruments, devices, monitoring and control systems, time standards take into account:
- time for preparatory and final work and maintenance of the workplace;
- time for receiving, delivering, moving equipment and materials, as well as time for performers to move within the working area of sites, workshops and laboratories;
- time for rest and personal needs within the limits of current standards;
- time to carry out organizational and technical events, including: issued work permits for the brigade in the conditions of operating workshops of energy enterprises, as well as management of work to ensure the execution of work in accordance with the requirements of PTE, PUE, PTB, PRB, PPB and other instructions.
10. When repairing and handing over instruments (measuring instruments) to the customer without presenting them to the state verifier, the coefficient K = 0.95 is applied to the time standards.
11. When performing work on imported equipment being repaired for the first time, as well as domestic equipment manufactured as prototypes (batch), the coefficient K = 1.2 is applied to the time standards.
12. When performing work on existing electrical installations under voltage above 1000 K, the coefficient K = 1.2 is applied to the time standards.
13. The time standards of this collection are established per unit of equipment (device, device, kit, circuits, systems, etc.).
14. Qualification composition and the actual number of performers are established by the responsible work manager in accordance with the current "Unified Tariff and Qualification Directory of Work and Professions of Workers" (issue 1, 2, 9. M. Mashinostroenie, 1985) and the CS of positions of managers, specialists and employees (issue 1 , Economics, 1986)
15. The collection presents the average category of work, despite this, when rationing and determining the level of performers, it is necessary to take into account the presence of engineering labor when performing work in any section and the average for engineering labor in sections is:
01, 07, 03, 08, 09 - 15%
02, 04, 05 - 25¸30%
06 - 35¸40%
10 - 60%
16. Integrated time standards have been developed for the nomenclature, composition and scope of work of final repair products Price List 06/26/19.
If the composition and scope of work differs from those adopted in the Price List and consolidated standards (differences in the condition of equipment, repair technology, etc.), enterprises, on the basis of data from consolidated standards, as well as differentiated standards, can develop and apply local consolidated time standards.
17. When introducing more advanced forms of labor organization, production technology, equipment, tooling or more at enterprises completed projects organizing jobs that provide more high level labor productivity of workers and engineers, local, more progressive time standards are developed and introduced in the prescribed manner.
18. When introducing time standards, the conditions for the production of work in workshops, on production sites and workplaces are given in accordance with the requirements for repair and adjustment work for each type of instruments, devices, monitoring and control systems.
19. Time standards for the repair of instruments and devices given in the collection apply to the repair of equipment in the production conditions of energy enterprises and specialized repair enterprises (centralized repair).
LABOUR ORGANIZATION
You can download the entire document by clicking on the link at the top of the page.
A table is compiled for calculating the time spent on maintenance of instrumentation and automation equipment (Table 15). Table 15 defines the total time spent on daily maintenance, current and major repairs, removal and installation, start-up and commissioning, verification, which are included in the formulas for calculating the number of personnel in the operation and repair departments of the instrumentation and automation service.
In table 15, in columns 5, 8, 11, 14, 17, 20, two numbers are given. The upper number indicates the total time spent, the lower number indicates the level of work required to perform daily maintenance, repair, verification, commissioning and adjustment, removal and installation.
Calculation of the number of electromechanics in the instrumentation and automation department is performed using the formula:
where A I - turnout electricians on duty;
– the total time spent on daily maintenance of the entire fleet of devices (man-minutes), calculated in table 14;
k з = 1.1 – safety factor, taking into account the implementation of unforeseen work not provided for by time standards;
T cm – duration of the work shift.
We take T cm = 480 minutes.
![]()
The payroll number of personnel, taking into account all cases of absenteeism provided for by law, is determined by the formula:
where K c is the transition coefficient, or the coefficient of the payroll staff of workers. It is determined by dividing the nominal working time fund (N) by the effective working time fund (E) of one employee per year.
At 41 hours working week these indicators are equal: H = 2075 hours,
E = 1832 hours (with a 15-day regular vacation).
![]()
We are hiring one electrician for the Operations Department.
Calculation of the number of electromechanics in the instrumentation and automation repair department is carried out using the formula:
 (5)
(5)
where is the total time spent on current and major repairs, startup and adjustment, removal and installation, verification (Table 15).
![]()
The headcount of the instrumentation and automation service personnel:
We are hiring one electrician for the repair department.
To determine the qualifications of personnel, it is necessary to calculate the total time spent on performing work by category.
Thus, for the operation department, the total time spent on performing work in category II is determined according to Table 15:
Thus, for the operation department, the total time spent on performing work in category III is determined according to Table 15:
![]()
Thus, for the operation department, the total time spent on performing work in category IV is determined according to Table 15:
![]()
where n – the number of devices whose maintenance is performed by an electromechanic of category II, category III or category IV.
We will determine the number of personnel in the operation department working in categories II, III and IV
For category II:
![]()
We are hiring one electrician of the second category.
For III category:
![]()
We are hiring one third-class electrician.
For IV category:
![]()
We are hiring one IV category electrician.
Since the operation department can hire one electrician, we are hiring one IV category electrician.
For the repair department, the total time spent on performing maintenance work on instrumentation and automation equipment is determined by III, IV, V categories from Table 15.
For 1st category:
For category II:
For III category:
For IV category: ![]()
According to category V: ![]()
For category VI:
We determine the number of personnel in the repair department working in the corresponding categories.
For 1st category:
![]()
For category II:
![]()
For III category:
![]()
For IV category:
![]()
According to category V:
![]()
For category VI:
![]()
Since the repair department can hire one electrician, we are hiring one electrician of the VI category.
Table 15 - Time spent on maintenance
|
Name |
Quantity, pcs |
Daily Maintenance |
Maintenance |
Major renovation |
Removal and installation |
Start-up and commissioning | |||||||||||||||||
|
t i person-min. per day |
N i person-min. per day |
t i person-h |
N i P i person-hour |
t i person-h |
N i P i person-hour |
t i person-h |
N i P i person-hour |
t i person-h |
N i P i person-hour |
t i person-h |
N i P i person-hour |
||||||||||||
|
Temperature sensor | |||||||||||||||||||||||
|
Temperature converter | |||||||||||||||||||||||
|
Indicating and recording device | |||||||||||||||||||||||
|
Manual dial | |||||||||||||||||||||||
|
Magnetic switch | |||||||||||||||||||||||
|
Manual control unit | |||||||||||||||||||||||
|
Thyristor converter | |||||||||||||||||||||||
|
Fan | |||||||||||||||||||||||
|
Electric motor | |||||||||||||||||||||||
|
Torch presence sensor | |||||||||||||||||||||||
|
Programmable controller | |||||||||||||||||||||||
|
II category | |||||||||||||||||||||||
|
III category | |||||||||||||||||||||||
|
IV category | |||||||||||||||||||||||
|
VI category | |||||||||||||||||||||||
|
Total amount | |||||||||||||||||||||||
MINISTRY OF AUTOMOBILE INDUSTRY
INDUSTRY STANDARD
Standard time standards for repairs of waste measuring instruments / in circulation at enterprises and organizations
OST 37.002.0924-81
Developed by the Research Institute of Automotive Industry Technology (NIITavtoprom)
And about. director: institute
Chief technologist for standardization and. quality
Chief metrologist Topic leader
S.V. Podsobdyaev
|
■-CH iAJLsL+s&y ■" |
Responsible executor,//
y*S, Temirov S*A. Silkin M*A.Putshchev A*Y.Khovrkn a
Managers!. department of organization of production and labor (/. "L*.
Agreed
"Head of the Labor Organization Department and wages ^
T-80 group
INDUSTRY STANDARD ■
Standard time standards for repairs OST 37.002,0924-81
working measuring instruments in circulation in the provinces - Introduced for the first time in companies and organizations
By order of the Office of the Chief Technologist of the Ministry of Automotive Industry dated 19 81 JS in!
The validity period is set from. 07 198 2 g*
until 01.07 198 7g*
Standard time standards apply to the repair of working measuring instruments mass-produced by the domestic industry and used in factories," in research and development organizations, at service stations (hereinafter referred to as enterprises) of all-Union industrial and production associations of the Ministry of Automotive Industry. The standard contains standard norms of piece time for the repair of working measuring instruments (MI) and are intended for rationing labor, establishing production tasks, calculating and planning the number of instrument mechanics, mechanics for instrumentation and automation and electric mechanics for the repair of thermal control devices and automation of thermal devices.
Tariffication of work on the repair of measuring instruments was carried out in accordance with the “Unified Tariff and Qualification Directory of Work and Professions of Workers”, approved by the State Committee of the Council of Ministers of the USSR for Vosros. labor and wage staff and the All-Russian Central Council of Trade Unions (Resolution J6 22 of January 21, 1969, issue II, 2nd edition, Moscow, 1972).
Reproduction is prohibited
Official publication
OST 3?.. 002. 0924 -81 Page Yu
Table I
Time standards for repairing instruments for measuring geometric quantities
|
Name of devices* Hill |
J^/nna repair repair _ | ||||||
|
time standards in hours |
time standards in hours |
time standards in hours |
|||||
|
X. Calipers | |||||||
|
ШЦ-Ш-320-1000 | |||||||
|
ШЦ-Ш-500-1600 | |||||||
|
ШЦ-111-800-2000 | |||||||
|
ШД-Ш-1500-3000 | |||||||
|
ШЦ-111-2000-4000 | |||||||
|
2* Rod gauges |
|||||||
|
3. Height gauges |
|||||||
|
4, Micro-megasmooth |
|||||||
OST 37.002.0934. 81 SarL1 Table continued. I
|
Name of priors. Type ___ £Р1ппп_Difficulties^of repair__ I group I P group "w group |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Name of devices. Type
OST, 37,002.0924- 8 1 Page 12
Continuation of Table X
time standards in hours
Repair complexity group
P group j Ш group
norms \paa-time- series
time standards in hours
Lever micrometers with graduation 0.01mm
mRI-700 MRI-800 MRI-900 MRI-YOOO 9. Lever brackets SR-25 SR-50 SR-75 SR-ХОО CP-I25 CP-I50 ХО.Indicator brackets SI-50 SI-ХО SI-200 SY- 300 SI-400 SI-500 SY-600 SI-700 SI-850 SI-1000 I. Indicator thickness gauges THI0-60 TPI0-60 TP25-60 TP2&-I00 TP50-160B
OST 37,002.09^81 SurLZ
Table continued
|
Repair complexity group _ |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Class; exactly
Name of devices. Type
12. Gluoinometer micrometric
13. Indicative depth gauge
14. Micrometric bore gauges
HM50-75 (HM75-I00) HM75-600 HMI50-I250 HM800-2500 15*Indicator bore gauges Model 126 Model 128 NY-50 NY-YuO
16. Nutrients 0.0
Model 103
Model 104
Bore gauges with a division price of 0.002 we
Model 105
Model 109
17. Spring measuring head (icrocator)
>with price, case-X mm
OST 37.Sh3.0U24- 8 1 Page 14 Continuation of Table 1 ’
X8. Small-sized spring measuring head (micator) 05IPM, 1I1SHU, 2IPM 02ISH 19"Indicators of multifunctional 20. Lever-gear indicator 21. Dial indicators ICH-2, ICH-5, ICH-HO 1Y4T, 2YChT TsCh-25* ICh-50 ZIChT 22. Goniometers with vernier UN mod.127 23"Sine bars LSH Model 134 LSH Model 139 lei Model 135 24. Optical goniometer UMO 25. Micrometers with inserts for measuring trapezoidal threads MVT 26. Micrometers with inserts for measuring metric and inch threads ShVM measurement range About... 100 in 25 mm 100 ... 350 in 25 mm Name of devicesDip |
|
Names of devices.Til
Well?, Dental gauges ShY8,MB-21
28. Gear micrometers (normal gauges)
MB-25, MZ-50, MZ-75
29. Normal gauges GOST 5368-73 GOST 7760-74 BZ-5045, J BV-5046
30. Rulers J1T-X-20U, LT-X-320
31. Rulers Lch-X-200, LCh-1-320
32. Rulers LD-1-80.LD-1-125; LD-X-20i;DY-1-Za0
33. I-section calibration rulers
34. calibration rulers (bridge)
SHYOOOO; ShM-1600 ShM-400; ShM-2500
35* Straight edges, triangular
36. Flat pattern squares
ULP-1-60, ULP-1-Yu0, ULP-X-166
37* Lekad corners-tiles
UL-1-60, UL-1-100
OST 37,.002„0E24 - 81 StrL5 Continuation of table, X
ill group
OST 37*002.0924
|
Continuation of the table. I |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Name of devices. Type
For slabs of class X, K = 1.2 is accepted, 6th category of mechanic.
For scraping steel plates, K-1.3 is accepted. For finishing of slabs after scraping, K is accepted: = o.8 from the standard for scraping.
45. Line meter 1st category
4o.3 tangential meters ZT-Yu, ZG-50 A, B
47. Pedometers for monitoring the main pitch of gear wheels I-I6
48. Bieniemer>r for control
gear wheels B-10M A, B
49. Prior universal for control of gears 18500
50. Devices for monitoring the circumferential pitch and accumulated error of gear wheels "1900,
51-Rack for measuring heads with a division value of 0.01 mm
52.£."1 end plane-parallel lengths, set
OST 37.002.0924-81 Page*7 Continuation of the table. I
Gr^pl a_^ complex ti_re s he t a____
I: group, times-)norms
time in hours
P group.
time standards in hours
JLrpynna rank
set to I 1.0
set ns 2 1.0
set "g 3 1.0
set No. 4 1.0
OST 37.002.0924 - Y Skhr.18 continuation taol. 1
times, norms
row ‘Time-
* chenies per hour
Name of devices. Type
End length measures, plane-parallel set:
set no. 5 set no. 6 set no. 7 set no. 8
set No. 9 set W 10
53. Angular prismatic measures
set no. I
set no. 2
54. Measuring set model PK-1 model PK-2
55. Pdoscopic paral sidewalls
56. Radius side panels
2 mm high 5 mm high 10 mm high 15 mm
57. Autocolpimators AKT-250, AKT-400, AKT-1000
58". Goniometer GS-5
59. Optical head ODG-Yu
60. Dividing head 0DG-60 -
OST 3V.002.0924- 81 Page XO
|
Continuation of Table* I |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
OST 37.0030924-81 Page 2
I. GENERAL PROVISIONS
1L. The development of time standards is based on technical calculations, time observations at industry enterprises and statistical material from industry enterprises and enterprises of other ministries involved in the repair of measuring instruments.
1.2. Time standards are established taking into account the following labor organization:
carrying out repair work in enclosed spaces that comply with the norms and rules for the design of industrial buildings and structures in compliance with safety, fire protection and industrial sanitation requirements;
equipping workplaces with the necessary exemplary measures, instruments, installations, fixtures, tools, equipment and their rational use;
performance of work by workers of appropriate qualifications; manual movement of material, workpieces, mechanisms and devices within the working area up to 50 m, weighing up to 20 kg;
use in work of raw materials and materials that are appropriate technical specifications for measuring instruments;
performing the necessary set of repair work in accordance with defect detection documents;
receipt of devices in; repairs in single copies or small batches, etc.
1.3. The time standards for repairing measuring instruments do not take into account the work “performed by production departments:
movement of materials, workpieces, mechanisms and devices over a distance of more than 50 m and weighing more than 20 kg; repair of electric motors;
cleaning and washing the outside of devices from dirt when they are received for repair from production departments and services of enterprises;
production of spare parts requiring machining(heat treatments) and coatings;
removal of old paint in electric ovens, - in chemical solutions, removal of corrosion and scale using special equipment or devices;
grinding the surface of instrument bodies, applying primer, putty, painting by spraying or other methods in specially equipped rooms by painters, etc.
OST-37.002.0924- 8Х etr. 20
^“p 0 d 0valuation. A *abG"1
|
Name of devices* Type |
Fragile ^false^ti jje^oM | ||||||
|
P group w | |||||||
|
norms1time-[number of times per hour |
[norms [time; IlONI j [ E _ h _ 1 | ||||||
|
73. DOUBLE microscope | |||||||
|
74. Reading microscope |
|||||||
|
75- Opticator 01P, 02P | |||||||
|
76. Vertical optimeter |
|||||||
|
77. Horizontal optimometer |
|||||||
|
78. Device for measuring threaded rings | |||||||
|
79. Hourly projector ChP-2 | |||||||
|
80. Large projector BP-3 | |||||||
|
81. Spherometers |
|||||||
|
82. Flat plates |
|||||||
|
PI-oOV, pi-bon | |||||||
|
PI-YUON, PI-120N 83. Plane-parallel glass plates | |||||||
|
PM-40/ PM-65, PM-90 84. Flat glass plates for interference measurements | |||||||
|
lower and upper | |||||||
OST 37.002.092^81 Page 3
1.4. Performance of work by performers is not; those categories or professions that are established in this industry standard, as well as shortcomings in the organization of work cannot serve as a basis for changing time standards towards an increase.
1.5. When introducing at an enterprise a more advanced organization of production, labor, work technology, equipment, tooling, etc., which increases the productivity of workers, than is provided for in standard standards, local standards should be developed and introduced in the prescribed manner.
X.6. When repairing new, poorly mastered devices of the same type, as well as similar foreign types of devices, it is allowed to apply an increasing factor of up to 1.5 to time norms.
1.7. To calculate the number of instrument mechanics, one should be guided by the “Methodological instructions for calculating the number of departmental metrological services departments” MI 185-79, approved by Gosstandart.
1.8. After the 5-year period for testing the standard, taking into account the materials of enterprises (organizations), the range of measuring instruments, time standards, qualifications of repairmen and organizational issues will be revised.
1.9. For rational organization labor and definition of the content of work during the repair of measuring instruments for all types of measurements specified in the standard will be developed by NIITavtoprom in the 1st half of 1982.
2. kdasifshschya ton RAYUT BY TSHISH COMPLEXITY AND NZBSH NRSHENI ON RSHONKH MEANS OF MEASUREMENTS BY TYPES OF MEASUREMENTS
2.1. To standardize the work of mechanics in repairing measuring instruments of all types, depending on the nature and extent of damage, time standards provide for a conditional division of repair of instrumentation into three groups of complexity:
2.2. The first group of complexity involves the following work:
opening the measuring instrument, cleaning it from dust and dirt, lubricating it;
defect detection, elimination of minor damage caused by current operation;
replacement of protective glasses, feathers, indicators;
OST 37*002.0924-81 Page 4
repair of individual components and assemblies, with correction and replacement of individual damaged parts that do not require alignment and adjustment of these components;
adjustment of the measuring system without disassembling it; preparation of the device for verification.
2.3. The second group of repair complexity includes the work provided for by the first group of complexity, and additionally:
unit-by-unit disassembly and assembly of measuring instruments, cleaning, washing; elimination of damage, jamming, adjustment work; repair or replacement of failed components and individual parts (no more than half of the total);
draining and filling with working fluid, soldering work; production of simple parts, touch-up of individual places (no more than half of the device body) with removal of corrosion, complete setup, adjustment and adjustment of the device (adjustment to accuracy class);
preparing the device for trust.
2.4. The third group of repair complexity includes the work provided for by the first and second complexity groups and additionally:
complete detailed disassembly and assembly of the device, cleaning and washing;
inspection and testing of all parts, identifying parts unsuitable for use, replacing them with new ones;
adjustment, fitting and finishing operations performed manually or using special equipment; lubrication of all rubbing surfaces; restoration of inscriptions or signs; preparing the device for trust.
2.5* The determination of the complexity group and the corresponding time standard is made before repair on the basis of defects identified during inspection and recorded in the defect sheet (card), taking into account the above list of repair operations.
2.6. If previously undetected or unconfirmed defects are identified during repairs, changes to the established complexity group and time standard are allowed.
OST 37.002.SE24 - 81 Page 5
2.7. After completion of the repair, the measuring instruments are submitted for verification to a state or domestic verifier with the preparation of the necessary documentation. A device that does not meet the technical specifications after repair is considered rejected.
2.c. An example of the scope of work when repairing instruments for measuring geometric quantities.
Repair of measuring instruments according to subclauses 2.8.1-2.8o is carried out according to the third complexity group
2.8. H. jolt and corner measures: washing and finishing;
correction of warping and other surface defects of tiles
and prisms by grinding, thermal or electrical methods and
adjustment from one size to the nearest another.
Note: When repairing a universal measuring tool with carbide surfaces: the time standard for the corresponding tool should be used with a factor of 1.2.
2.8.2. Calipers:
cleaning, disassembling, identifying defects; correcting the taper of the rod, straightening, removing dents and nicks, removing burrs;
eliminating frame motion, fine-tuning the rod and frame; sharpening dull sharp edges for marking; grinding, grinding and finishing of jaws of external and internal dimensions;
replacement of worn-out parts; assembly, setting the vernier to "O"; preparation for verification.
2.8.3. Micrometric measuring instruments: cleaning, disassembling, washing, identifying defects; fixing the locking device; elimination of backlash of the micrometric screw; correction of the thread of the micrometric screw of the sleeve; elimination of drum distortions;
replacement of worn-out parts; elimination of overlap of the scale drum sleeve; grinding in and finishing of measuring surfaces; adjustment and preparation for verification.
OST 37.002.0924^81 Page b
2.8.4. Lever-mechanical measuring instruments; disassembly, cleaning, washing, identifying defects; elimination of nicks and backlashes in precision threads, replacement of micro-
grinding, finishing, polishing of tips; correction or replacement of springs; repair, straightening, replacement of arrows;.
grinding, grinding and finishing of worn working surfaces; replacement of worn-out parts; lubrication of rubbing surfaces; assembly;
painting of the body and casings; adjustment, tuning, adjustment of the device; preparing the device for verification.
2.8.5. Universal - goniometers; disassembly, washing, identifying defects; eliminating axle play;
replacing the micrometer screw;
grinding in and fine-tuning the measuring surfaces of the protractor and additional square, assembly, fitting work for installation at 0";
preparing the device for verification.
2.8.6. For optical-mechanical devices in the first complexity group, the following work is provided:
replacing unusable fasteners, cleaning burrs, eliminating backlash, eliminating parallax in sharpened elements;
eliminating jams in moving parts of eyepieces and stages;
cleaning and lubrication of moving parts of interfaces with a complete overhaul of individual components;
troubleshooting of individual elements taking into account accuracy standards; preparing the device for verification.
The second complexity group includes work provided for by the first complexity group and in addition;
OST 37.002.0924-81 Page 7
loose disassembly, cleaning, oiling and assembly of the device to eliminate defects in carriages, headstocks and other components;
replacement or repair of individual parts (gears, levers, glass slides, screws, etc.);
adjustment, adjustment of the drive according to the instructions.
The third group of complexity includes works of the first and second groups of complexity, as well as:
disassembling the optical components of the device, washing, cleaning eyepieces, lenses, lenses, prisms, mirrors, scales, scales, re-calibration of scales, pasting of optical parts, their frill and adjustment;
disassembly and repair of mechanical components of the device, their lubrication, adjustment, fine-tuning of precise connections;
setting up and adjusting the device as a whole, submitting the prior for verification.
2*9* An example of the scope of work for three groups of repair complexity for electrical measuring instruments, based on the above list of repair operations.
2*9.1. First difficulty group:
opening the device, external and internal inspection, cleaning the housing, moving system, switches, etc. from dust and dirt, lubricating rubbing surfaces;
eliminating minor defects on the surface of the case, replacing or gluing glass, securing terminals, securing control knobs, checking the serviceability of the clamping block, straightening the hands, etc.;
checking gaps and balancing the measuring mechanism, checking the switch for the type of work and measurement limits;
checking and adjusting the tape drive mechanism of the synchronous motor and the gearbox of the recording mechanism;
adjusting the sharpness of the light beam in devices with light reading and in light beam oscilloscopes, replacing up to IQ% of faulty resistors with adjusting them to a value of +20# from the nominal value;
adjusting the device, adjusting the device readings to the accuracy class without disassembling the measuring system; preparing the device for verification.
OCT d7.002.0924-81 Page 8
2.9.2. The second complexity group includes work provided for by the first complexity group and in addition:
partial disassembly of the moving system with replacement or correction of damaged parts;
repair or replacement of transformers, coils; troubleshooting electrical circuits; checking, adjusting or replacing shunts, relays, capacitors; correction or replacement of thrust bearings, suspensions, braces, weights, corrector, locking device; partial replacement of body parts; core filling;
checking and adjusting the optical system, lighting device and light strip;
magnetization of magnets and repair of magnetic circuits; installation of guy ropes;
assembling and adjusting the device, bringing its readings to the limits specified in the instructions^, if necessary, re-calibration with replacement of the scale; body color.
2.9.3. The third complexity group includes work provided for by the first and second complexity groups and in addition:
complete disassembly and inspection of all components and parts, replacement of damaged components and parts;
disassembling the counting mechanism and replacing broken gears; repairing damage to the tape drive mechanism, gearbox and synchronous motor;
repair of the recording mechanism;
adjustment of shoulder-bridges, replacement of contacts, terminals, etc.; repair of power supplies; grooving and grinding of engine manifolds; replacing up to 30% of resistors and adjusting the resistors included in the device to a nominal value of up to IOO56;
replacing unsuitable magnets; replacement of limit switches and type of work; re-calibration of the device when replacing the scale; prior assembly;
OST 37:002.0934 - 81 Page 9
for all parameters, adjustment of readings within the limits of permissible errors, and in devices of electrodynamic and errodinamic systems, adjustment of the spread of the magnitude of the counteracting and rotational torques;
re-calibration of the device with replacement of the scale to other limits; frill and adjustment. according to the parameters within the accuracy specified in the instructions.
2.10. Time standards for repairing measuring instruments are given in table; 1-9*
TIME STANDARDS FOR ADJUSTING I&C DEVICES, TECHNOLOGICAL PROTECTION AND SIGNALING AT THERMAL POWER PLANTS
A COMMON PART
1. These Time Standards for setting up instrumentation and automation devices, technological protections and alarms at thermal power plants are recommended for use at enterprises of the Ministry of Energy of the Russian Federation and are intended for issuing standardized tasks to time workers and orders to piece workers.
2. To develop the Time Standards, we used;
Photochronometric observations;
Technical calculations;
Technical descriptions and operating instructions for devices, drawings developed by manufacturers;
Guidelines for labor standardization in the energy sector (Instruction of the Ministry of Energy and Electrification of the USSR dated May 10, 1976 No. NS-6594);
Results of an analysis of labor organization and measures to improve it at thermal power plants of the USSR Ministry of Energy.
3. Time standards are calculated using the formula:
Where: T op - operational time for surgery, person-hour;
a about - time for workplace maintenance, percentageoperational time;
a pz - time for preparatory and final work, percentage of operational time;
a excellent - time for rest and personal needs, percentage of operational time;
a Fri - time for technological breaks, percentage of operational time;
4. Time standards are established for adjustment work performed by at least two performers in operating workshops, and are indicated inman-hours (person-hour).
5. The standards take into account the time for:
Preparatory and final work - 5.7% of operational time;
Workplace maintenance - 3.0% of operational time;
- rest and personal needs - 10% of operational time;
Technological breaks - 3.0% of operational time;
The performer’s transitions within the work area at a distance of up to 50 m and when performing work at a height of up to 1.5 m.
The time spent on preparatory and final work and maintenance of the workplace includes time for:
Receiving work assignments, tools, devices, technical documentation;
Instruction on how to perform the work;
Delivery of devices, tools, technical documentation;
Workplace maintenance.
6. The standards do not take into account the time for:
Dressing up;
Permission to work;
Closing the order;
Handing over the order;
Workers move over a distance of more than 50 m.
7. When testing cable lines with a number of cores higher than 10, apply the time standard with the following coefficients: 1.30 for a number of more than 10 to 19 cores; 2.30 - over 19 to 37 cores; 3.00 - over 37 cores.
8. The scope of work on setting up instrumentation and automation devices, process protection and alarm systems includes:
Familiarization with technical documentation, drawings;
Inspection of the circuit;
Checking the reliability of contacts;
Continuity testing of individual circuits;
Checking electrical strength and determining insulation resistance;
Checking individual elements and replacing faulty ones;
Laboratory testing of regulators;
Static adjustment of regulators;
Setting parameters for dynamic adjustment of regulators;
Putting the regulators into operation and adjusting the settings;
Testing of individual circuits and complex circuit testing;
Adjustment of the mechanical part of regulating, control and otherexecutive bodies;
Setting up an IMS measuring control system;
Paperwork.
9. The name of the profession "Electrical mechanic for repair of thermomechanical control devices and automation of thermal processes" (hereinafter for brevity - electrician) and the categories of workers are indicated in accordance with the "Unified Tariff and Qualification Directory of Work and Professions of Workers." Vol. 9., Moscow, 1985. The name of the profession "Commissioning and testing engineer" (hereinafter for brevity - engineer) is indicated in accordance with the "Qualification directory of positions of managers, specialists and employees." Moscow, Economics 1989
10. The performance of work by workers whose qualification categories do not correspond to the categories of workers given in these Standards cannot serve as a basis for changing the time standards for these works.
11. If in the Standards the values of length, time, etc. are given with the word “up to”, they should be understood as “inclusive”.
12. For work not covered by these Standards, local technically sound time standards are established.
13. Before the introduction of these Time Standards, it is necessary to establish organizational and technical conditions in workshops, production areas and workplaces (labor organization, equipment, etc.) in accordance with these Standards and carry out production training for workers.
14. When introducing at enterprises more advanced than those provided for by these Standards, organization of production, labor, technological work, equipment, machinery, fixtures or standard designs for organizing workplaces, etc., ensuring a higher level of worker productivity, are developed using the technical methodlabor standards and local time standards are put into effect in the prescribed manner.
15. With the introduction of these Time Standards, all previously existing standards for the relevant work, except for the more progressive ones, are cancelled.
Characteristics of the equipment used
You can download the entire document by clicking on the link at the top of the page.

Based on the poem of the same name by Eduard Uspensky. The boy Vova is the only child in a huge family. All...

Appendix 1. List of goods not related to goods for personal use Appendix 2. List of goods for...

Not every restaurant can pay for the services of a high-class head waiter. And some novice restaurateurs generally...

PROFESSIONAL TRAINING IN THE JOB PROFESSION “OPERATOR OF AUTOMATIC AND AUTO-HYDRAULIC LIFT OPERATOR” Get a profession...
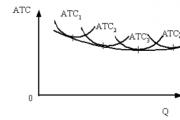
In the short-term time interval, when one factor of production remains unchanged. The law requires...
Send your good work in the knowledge base is simple. Use the form below Students, graduate students, young...

We need help to understand the following question: how to correctly reflect the personal name in the staffing table...

Send this article to my email In order to effectively manage retail businesses...

Education and career exhibitions provide ample opportunities for those who want to learn about training programs and...

Competitive and educational program “Along fairy tale paths.” Goal: To consolidate and expand children's knowledge about...

Program updates The basic ITS service is to receive regular updates to 1C programs. Information about...

Let me present to your attention the integrated musical and sports entertainment “Secrets of the Winter Forest”...
K. D. Ushinsky “Alien Egg” Early in the morning old woman Daria got up, chose a dark, secluded place in the chicken coop,...

In the new edition 1.5 of "1C:Accounting 8.0"*, released in October 2005, the functionality has been significantly expanded...

Appendix 1. List of goods not related to goods for personal use Appendix 2. List...

Not every restaurant can pay for the services of a high-class head waiter. And some beginners...