Vertical differentiation Oligopolistic pricing models
In conditions of horizontal differentiation, the buyer's choice is determined by commitment to a particular brand,...
Operational production planning is the final stage of in-plant planning. It should ensure the specification and detailing of the production program, its timely delivery to performers (shops, sites, workplaces), as well as the achievement of coordinated work of all divisions of the association or enterprise. The ultimate goal of operational production planning is to ensure uniform output of products in given quantities and on time, with high quality of manufactured products and the best use of production assets.
The main functions of operational production planning are: development of calendar-planned production flow standards (production cycle duration, backlog size, size of parts batches, etc.); volumetric calculations (loading of equipment and space); drawing up operational programs for production and procurement shops of the main production, operational accounting and monitoring the progress of their implementation; control over the state of work in progress in workshops and inter-shop warehouses; operational regulation of production progress, identification of deviations and implementation of measures to eliminate them; control over the provision of workshops with scarce materials, tools, containers, purchased products, and transport; preparing and holding dispatch meetings, etc.
Operational production planning at enterprises is usually carried out by the production dispatch department, headed by the production manager. The structure of this department and its quantitative composition are determined by the structure of the enterprise, the volume of production, the range of products produced, and the number of industrial production personnel. The approximate structure of the production and dispatch department of a plant producing electronic products is shown in Figure 1.
Figure 1 - Structure of the production and dispatch department of the plant
The body for operational planning and regulation in the workshop is the planning and dispatch bureau, which includes planning, dispatch control, and transport groups. Workshop production storerooms are also created at the bureau.
Operational and production planning is carried out in two stages. The first stage is the development, based on the production program, of operational plans for the manufacture and release of products. This stage is called operational scheduling. The second stage - dispatching - consists of continuous operational and production accounting, control and regulation of the implementation of plans through the prompt elimination of deviations from the specified regime that arise during the production process.
For any enterprise, rhythmic work is of great importance, during which at each workplace and production site, in each production unit, a strictly defined amount of production will be performed in a given unit of time. Such work, as a rule, is very effective, rational and has a sign of high production culture.
However, as production experience shows, it is sometimes very difficult to achieve a strictly defined and pre-calculated production rhythm. To do this, it is necessary to ensure complete coordination of the actions of all structural divisions over time, ensure their production proportionality, constantly monitor possible failures in the agreed rhythm of production and introduce amendments to its progress if somewhere in some area the established rhythm is disrupted.
Deviations from the planned rhythm can lead to huge economic losses at the enterprise: downtime of workshops and areas, and additional costs for restoring normal production.
To prevent this from happening, each service must coordinate actions with all departments of the enterprise. Such consistency is achieved in the process of performing a special management function called operational production planning.
Operational production planning consists of developing the most important volumetric and calendar indicators of the production and economic activities of the enterprise. Any process of operational planning involves the implementation by economists-managers of such stages of activity as the choice of an enterprise development strategy, justification of the form of organization of production, determination of the logistics scheme for the movement of material flows, development of basic calendar and planning standards, operational planning of the work of production units, organizational preparation of production, direct organization operational work, ongoing monitoring and regulation of production progress.
The main task of operational production planning is to ensure the smooth and rhythmic progress of all production processes at the enterprise, to organize the coordinated work of all divisions of the enterprise (association) to ensure uniform, rhythmic output of products in the established volumes and nomenclature with the full and rational use of existing economic and production resources in order to best satisfy the basic needs of the market and maximize profits.
In the process of operational production planning:
a production plan is developed by the enterprise for the months of the year;
volumetric calculations of equipment and space loading are performed;
calendar and planning standards are selected;
operational calendar production plans and production schedules for units and parts are developed by workshops and sections by month, week, day, shift (and sometimes hourly schedule);
daily shift planning is organized.
Operational production planning plays a major role in ensuring timely release and delivery of products to consumers based on the rational use of limited economic resources in the current period of time. Operational planning at an enterprise helps solve the following organizational and economic problems:
achieving coordinated work at all levels of production on the basis of a single market goal, providing for uniform production and sale of goods;
improving the entire system of intra-company planning by increasing the reliability of calendar and planning calculations and reducing labor intensity;
increasing the flexibility and efficiency of on-farm planning based on more complete consideration of consumer requirements and subsequent adjustment of annual plans;
ensuring continuity in the production planning process and achieving closer interaction between strategic, tactical and operational plans;
creation at each enterprise of a system of operational production planning that meets modern market requirements and the level of development of a particular enterprise.
Thus, operational production planning plays a major role in ensuring timely release and delivery of products to consumers based on the rational use of limited economic resources in the current period of time. Operational planning of product production in market conditions is the leading task of comprehensive planning for the socio-economic development of an enterprise.
Operational and production planning is the final stage of building a general enterprise.
The operational plan details the overall production plan, dividing the main tasks or areas into divisions, departments, and areas. During the development of operational plans, tasks for working groups (brigades, teams) for each quarter, decade or shift are specified, the volumes, rates, and range of product output are specified.
Thus, the fundamental task of operational planning can be called ensuring the cyclical and uninterrupted operation of production lines.
A chaotically operating enterprise cannot use its capacities with maximum efficiency, which leads to significant losses. At certain periods of time, the equipment is idle, and the staff receives a salary simply for the fact of being present at the workplace. A suddenly received order can put an excessive load on the mechanisms, employees will be forced to go to the machines overtime, and the manager will have to pay for these hours with appropriate allowances.
While working according to an approved schedule known to the heads of departments allows one to normalize the economic activity of the enterprise, as well as identify additional reserves for increasing the efficiency of the process.
In practice, OOP is expressed in various types of activities of economic planning services: drawing up programs for a given period, forming budgets, monitoring the implementation of the plan, adjusting current tasks.
In conditions of continuous production, technical and economic planning must ensure the synchronous operation of all lines. The solution to this difficult problem is achieved through various activities.
Due to the nature of mass production, the schedule usually covers a quarterly period, broken down by months or decades; Each subprogram is adjusted taking into account the results of the previous period.
However, the planning accounting period can be a shorter period: a decade, a week, a day. The choice of the duration of the planning accounting period (the time for which calendar plans and/or schedules are developed) depends on the specifics of the organizational structure of the enterprise, the nature of the products produced, and the characteristics of the production lines.
As the final stage in building a basic enterprise strategy, operational planning contributes to business processes, making the production process more understandable, predictable and effective.
At various industrial enterprises, several types of planning are used, combining the necessary directions according to production needs.
The set of methods for implementing production planning depends on the individual operational planning system used at a particular enterprise.
The theory of operational production planning distinguishes between two main and two mixed types of management techniques.
Volumetric method. The goal of the volumetric method is the rational distribution of tasks of the enterprise's master plan across areas and time periods - from the division to the workplace; from a block to an hour. During distribution, the condition of production equipment, assembly areas and other technical parameters is taken into account, which allows optimizing the process of operating production facilities.
The main tasks of volumetric planning:
The volumetric program consists of two parts: directive (quantity, timing, production volumes) and volumetric (economic justification of the possibilities for achieving specified indicators).
Calendar approach. This technique is used to fix the timing of loading lines, as well as the release of products and assembly units of the product for each product range. The method is based on calculations of production cycles of composite parts and complete sets of products.
Volume-calendar method. Since the calendar, or, as it is also called, method of planning production needs, does not take into account the limited capabilities of production capacities, many enterprises prefer to use a mixed type of planning.
The space-calendar program is constructed in the following way:
Volume-dynamic planning method. This technique is considered the most advanced of the existing ones, since it provides for the mutual influence of such important indicators as timing, volume, and the dynamics of the production of goods or services. Since the volumetric-dynamic method operates with these indicators within the framework of real market conditions, the manager receives not average normative figures, but an objective picture of the prospects and needs of production, consistent with the essence of the company’s strategic objectives.
So, summarizing the above, we can highlight the main functionality of economic planning services:
The functions of the planning department are carried out most fully if production planning is subject to the general principles of enterprise planning and the specific needs of a particular company.
The structural content of a particular EPP system depends on the dynamics of demand for goods or services offered by the company, the type of production, and the necessary costs.
The feasibility of implementing a particular system is assessed by a number of characteristics:
The operational planning system must comprehensively manage all issues of production regulation and ensure consistency of tactical tasks with strategic plans.
The criteria for assessing the effectiveness of OPP are:
Experts call one of the most important parameters for assessing the planning system the maintenance of consistency, cyclicality and uniformity of all services and production units.
Based on the type of production management organization, the owner can choose one of the most common scheduling systems.
Due to the variety of specific circumstances that arise during the business activities of a particular company, many organizations use different varieties of the above systems.
In the realities of mass production, three systems show the highest results.
Operational planning of serial production work is carried out on the platform of one of the following systems, which can be used either in their pure form or combined in the most optimal way.
Complete group system. When the planning service accepts a group (set) of production parts as an accounting and accounting unit, we are talking about planning the production process using cyclic sets. This technique works well in conditions of extended production cycles and high labor costs.
The essence of the method is that specialists classify production units according to various criteria: processing routing; frequency of launching the line; duration of the production cycle. Then, for each subgroup of elements, an assembly launch deadline is set, taking into account production needs.
The use of a cycle kit system allows us to minimize the stock of raw materials: parts do not lie on shelves, but arrive for assembly exactly on schedule. Consequently, the enterprise reduces the volume of work in progress, freeing up additional working capital.
Complete machine system. The technique is based on the sequential transfer of kits along the production chain. The workshop does not begin manufacturing or otherwise processing parts until the previous department has supplied a complete set of assembly units.
All packages that must be completed by the crew during the scheduled period are assigned numbers. The last of the serial numbers indicates the finished units of production indicated in the general plans.
With such a system, it is impossible to comply with the schedule for the simultaneous launch of all assembly units; some parts are stored in warehouses for a long time, so planning by assembly numbers is applicable in mass production with a small line of components.
Lead planning. Lead is usually the calendar period of time by which the previous production phase must be ahead of the next, but lead can also be expressed in the number of finished packages. The plan groups parts and processes according to the timing of release and transfer to the necessary stages of processing (assembly). Leads ensure timely delivery of parts and components to workshops, eliminating interruptions in the production process. The accounting unit can be a series, a set, or a separate assembly element.
Backlog planning. Backlogs are intentionally created surpluses of intermediate products that help maintain specified advance standards. Calculation of standards for backlogs is carried out according to the work schedules of departments, the duration of the production cycle, and the number of processed parts per shift.
Based on the number of backlogs, shops are given planned targets, where production volumes are expressed in conditional sets, without differentiation based on calendar advances. The conditional set is used as a calculation unit for planning, and the backlog volume can be measured in the number of pieces or shifts required to process inventory.
As a result, the rhythmic operation of interdependent nodes and sections is ensured.
If a company is engaged in small-scale or even piece production of goods, operational production planning at the enterprise acquires special distinctive features.
The development of operational plans in small-scale production is usually linked to the technical requirements of individual orders.
Based on these circumstances, managers of enterprises specializing in rare or unique products usually prefer to use one of the planning systems described below.
For any type of production, a company can use the “warehouse” planning method, which allows you to accumulate standardized or similar assembly elements to use them as needed.
Regardless of the size or specifics of the company, operational production planning has a tangible impact on productivity. Therefore, a competent EPP should be based on the principles of a scientific approach to planning, flexibility, and the ability to respond to changes in market conditions.
Practice shows that centralization of planning at various enterprises can be effectively combined with the involvement of shop managers and even line employees in the development of schedules. Combining different approaches to operational planning allows you to improve the quality of operational management and production control.
Operational planning (OPP) is the final stage within production planning. It is designed to concretize and bring the plans of the enterprise to the workshop, site, workplace, to ensure uniform and comprehensive implementation of plans for the production of finished products with rational use of resources. At the level of a workshop (production unit of an organization) and a site (team), operational calendar plans are developed in which monthly programs (tasks) are divided into shorter periods of time: a decade, a day, a shift.
Mutual coordination of shop plans is carried out using intershop planning.
Intra-shop planning coordinates the work of sections, teams, workplaces and auxiliary services of the workshop.
Depending on the focus of the tasks and methods for solving them, two interrelated stages are distinguished in operational planning: volume and calendar planning; dispatching.
Volume planning is associated with the distribution of the enterprise’s annual production program among departments involved in the main production process, broken down by quarters and months. As a result of volumetric planning, the production capacity of the enterprise is rationally loaded. When solving volumetric planning problems, mathematical programming methods are used.
Scheduling includes the distribution of the program by production departments and calendar periods of time, as well as strict coordination of the elements of the production process over time. Scheduling is associated with the calendar coordination of the execution of individual operations, products, assembly units at specific workplaces or in structural divisions. In the process of scheduling, calculation and analytical methods are used, including mathematical programming methods, graphical and network methods for constructing work schedules, etc.
The cycle time in various production organizations is characterized by significant individual characteristics associated with the type of production organization, volumes, nomenclature, complexity of products and their dimensions, etc. This determines the need to use different approaches to operational and production planning or different operational planning systems.
Dispatching aims to regulate the progress of production, operational control and accounting of product output.
Under operational planning system the methodology and technique of performing operational planning functions are understood. The most common in mechanical engineering are, for example, custom, complete and detailed planning systems and a number of their varieties. Operational planning systems have unified procedures for making planned decisions, however, depending on the type of production, these procedures have features.
Scheduling is carried out on the basis of calendar planning standards (CPN). Calendar planning standards - this is a set of norms and standards for the most efficient organization of the production process in time and space based on rational principles of its organization.
The main CPIs include the frequency of launch into production and the size of the batch for the launch and release of products, the amount of work in progress, etc. Each operational planning system uses its own CPI composition, adopted planning and accounting unit, differentiation of planning time periods, methods for determining the production program, etc.
The defining element of the operational planning system is the planning and accounting unit.
Under planning and accounting unit refers to the primary object of planning and accounting: a part, an assembly unit, a group of parts, a set of parts, a product as a whole or a set of individual works. The choice of planning accounting units, the detail of calculations, and the degree of centralization of their implementation depend on production conditions.
In steadily repeating production, planned calculations are carried out centrally at the enterprise level. In other cases, most of the calculations are transferred to the workshop.
One of the main elements of operational planning at an enterprise is the principles of planning, which determine its nature and content. A. Fayol identified four basic principles of planning: unity, continuity, flexibility and accuracy. I. Ansoff substantiated another key principle of planning - the principle of participation. In addition, the principles of independence and efficiency are highlighted.
Unity - An enterprise is a complex, multi-level socio-economic system, consisting of a number of subsystems, each of which carries out a planning function, i.e. planning must be systematic.
Continuity- the planning process at the enterprise must be carried out constantly within the life cycles of programs and projects, and the developed plans must be constantly adjusted.
Flexibility - the focus and preliminary parameters of plans must change when unforeseen circumstances arise, so it is necessary to provide financial reserves.
Accuracy- plans must be drawn up with maximum accuracy, i.e. must be detailed and specific.
Participation- every employee of the enterprise becomes a participant in the process of planned activities, regardless of the position and function performed by him, as a result of which each employee understands the goals and objectives of the enterprise as a whole and its individual divisions.
Independence- vertically there is integration and differentiation of planned tasks, horizontally - coordination of plans among the divisions of the enterprise.
Efficiency - planning costs should not exceed the effect of it, i.e. plans should be specified and detailed to the extent necessary to determine the level of profitability of products.
The implementation of these principles allows you to plan the production process in accordance with the needs of buyers and manufacturers, significantly reducing labor costs, material costs, the amount of inventory and the volume of work in progress.
Objects of planning at the enterprise are the functions that it performs during operation. According to the specifics of their activities, enterprises perform different functions. Since enterprise planning is not only a business process, but also a management process, planning objects include all functional processes, including production and management, that are carried out in specific departments.
As for the structural divisions of the enterprise, planning objects include:
Performers.
The subject of enterprise planning are resources, since decision-making on the development of an enterprise is always associated with the use of resources, and not only available, but also all necessary resources are taken into account.
The purpose of resource planning is primarily their optimization.
Most often we are talking about the following types of resources:
Labor (enterprise personnel);
Material;
Financial;
Informational.
Specialists, along with the listed types of enterprise resources, highlight temporary resources and entrepreneurial talent, which is a type of human resources represented by the activities of coordinating and combining all other resources. Entrepreneurial talent is manifested in the ability to carry out production and commercial activities as rationally as possible, based on innovation, responsibility and a propensity to take reasonable risks.
Planning can be considered as a function of enterprise management. Enterprise management is the purposeful, streamlining influence of the management team, coordinating and uniting workers for joint work activities.
Operational planning is the basis for making decisions related to the management of various divisions of the enterprise, and represents management activities: determining the goals and objectives of managing individual divisions, developing ways to implement the presented plans to achieve set goals, coordinating the work of all divisions, in other words, developing development opportunities the enterprise as a whole, as well as calculation of the volume of necessary resources and their distribution.
Planning as a management function is interconnected with other functions:
Organization;
Motivation;
Coordination (regulation);
Control.
The main purpose of operational planning is the implementation of the production program according to the criteria of quantity, quality, timing and costs.
Based on the set goal, the following operational planning tasks can be identified:
Ensuring the rhythmic execution of the production program;
Reduced production defects;
Economical use of resources;
Labor protection of workers and the environment.
The model of the operational management process at an enterprise details the sequence of steps of this process, and includes three main key stages:
Operational planning;
Operational organization;
Operational control and regulation.
Operational planning is the adjustment of plans and bringing them to specific executors with the rational use of all enterprise resources.
The operational organization includes the following components:
Adjustment and distribution of functions;
Assessment of planning options;
Possibility of redistribution of resources.
Operational control and regulation are necessary for the successful completion of decisions made, both at the strategic and tactical (current) level.
Operational solutions have a number of distinctive features:
Focus on short-term goals and opportunities;
Subjectivity in assessing some planning indicators;
The degree of risk associated with the adjustment of all plans of the enterprise.
The following planning stages are presented in the literature:
1) Analysis of the business plan (tactical plan or production program of the enterprise for the next year) for its completeness, reliability, validity and effectiveness of implementation, if necessary, clarification of the plan indicators.
2) Study of design, technological and planning documentation, production conditions, methods, structure and qualifications of the organization’s personnel, etc.
3) Carrying out schedule calculations and developing standards for organizing processes for loading production facilities and workers, the need for material resources, etc.
3) Development of nomenclature and calendar plans for the launch (production) of products by divisions of the organization, drawing up shift-daily assignments, their execution and approval.
4) Operational management of the implementation of operational calendar plans (accounting, control, analysis, stimulation, regulation).
The presented goals, objectives and stages of operational planning are common to all industries, regardless of the form of ownership, type of production and other factors. The scope of work on operational planning is determined by the level of analysis and the number of planned indicators. The variation in the number of planned indicators and the depth of their analysis depends on the specifics of the operating activities of the enterprise itself. Therefore, an important stage in operational planning is the need to describe the most specific indicators for individual aspects of activity, taking into account their feasibility.
Under indicators refers to brief characteristics of economic processes in quantitative or qualitative terms. It is possible to obtain an indicator based on generalized observations of a certain number of analogues; in this case, the indicators under consideration represent certain properties of analogous objects. The number and adequacy of indicators is determined at the level of a specific enterprise.
Strategic planning is the development of long-term plans or, in other words, projects the development of an enterprise into the future.
Operational planning is aimed at short-term assessment of the activities of the enterprise and its specific divisions.
Comparative characteristics of strategic and operational planning are presented in Table 1.
Table 1 - Comparison of strategic and operational planning.
For any enterprise, rhythmic work is of great importance, during which at each workplace and production site, in each production unit, a strictly defined amount of production will be performed in a given unit of time. Such work, as a rule, is very effective, rational and has a sign of high production culture.
However, as production experience shows, it is sometimes very difficult to achieve a strictly defined and pre-calculated production rhythm. To do this, it is necessary to ensure complete coordination of the actions of all structural divisions over time, ensure their production proportionality, constantly monitor possible failures in the agreed rhythm of production and introduce amendments to its progress if somewhere in some area the established rhythm is disrupted.
Deviations from the planned rhythm can lead to huge economic losses at the enterprise: downtime of workshops and areas, and additional costs for restoring normal production.
To prevent this from happening, each service must coordinate actions with all departments of the enterprise. Such consistency is achieved in the process of performing a special management function called operational production planning.
Operational production planning is the final stage of in-production planning. It is organically connected with technical and economic planning, being its continuation, carried out during the implementation of the annual plan. Operational planning is designed to ensure timely and high-quality implementation of annual tasks provided for by plans for the socio-economic development of an enterprise or firm.
Operational planning refers to the implementation of the current activities of economic planning services over a short period, for example, the development of an annual production program, the preparation of quarterly enterprise budgets, monitoring and adjustment of the results obtained, etc.
Operational production planning consists of developing the most important volumetric and calendar indicators of the production and economic activities of the enterprise. Any process of operational planning involves the implementation by economists-managers of such stages of activity as the choice of an enterprise development strategy, justification of the form of organization of production, determination of the logistics scheme for the movement of material flows, development of basic calendar and planning standards, operational planning of the work of production units, organizational preparation of production, direct organization operational work, ongoing monitoring and regulation of production progress.
home task operational production planning consists of
security on pre acceptance of the harmonious and rhythmic progress of all production processes,in organizing coordinated work of all departments of the enterprise(association) to ensure uniform, rhythmic production of products in established volumes and range with full and rational use of available economic and production resources with the goal of best satisfying the basic needs of the market and maximizing profits.In the process of operational production planning:
Operational production planning plays a major role in ensuring timely release and delivery of products to consumers based on the rational use of limited economic resources in the current period of time. Further development of operational planning at domestic enterprises will help solve the following organizational and economic problems:
· achieving coordinated work at all levels of production on the basis of a single market goal, providing for the uniform production and sale of goods;
· improving the entire system of intra-company planning by increasing the reliability of calendar and planning calculations and reducing labor intensity;
· increasing the flexibility and efficiency of on-farm planning based on more complete consideration of consumer requirements and subsequent adjustment of annual plans;
· ensuring continuity in the production planning process and achieving closer interaction between strategic, tactical and operational plans;
· creation at each enterprise of a system of operational production planning that meets modern market requirements and the level of development of a particular enterprise.
In operational production planning, depending on the indicators being developed, the following basic methods are used: volumetric, calendar, as well as their varieties: volumetric-calendar and volumetric-dynamic.
Volumetric methoddesigned to distribute the annual production volumes and sales of the enterprise's products into individual divisions and shorter time intervals - quarter, month, decade, week, day and hour. This method provides not only for the distribution of work, but also for optimizing the use of production assets and, first of all, technological equipment and assembly areas over a planned time interval. With its help, monthly production programs of the main workshops are formed and the timing of product release or order fulfillment is planned in all manufacturing departments of the enterprise.
Calendar method is used to plan specific timeframes for the launch and release of products, standards for the duration of the production cycle and advances in the production of individual works relative to the release of finished products intended for sale. This method is based on the use of progressive time standards for calculating production cycles for the manufacture of individual parts, planned sets of products and assembly processes. In turn, the production cycle of the main product serves as a regulatory basis for the formation of draft monthly production programs for the remaining production shops and areas of the enterprise.
Volume-calendar method allows you to simultaneously plan the timing and volume of work performed at the enterprise as a whole for the entire stipulated period of time - year, quarter, month, etc. With its help, the duration of the production cycle for the release and delivery of products to the market is calculated, as well as the load indicators of technological equipment and assembly stands in each division of the enterprise. This method can be used to develop monthly production programs for both producing and non-producing workshops and areas.
Volume-dynamic method provides for close interaction of such planned indicators as timing, volumes and dynamics of production of products, goods and services. In market conditions, this method makes it possible to most fully take into account the volume of demand and production capabilities of the enterprise and creates a planning and organizational basis for the optimal use of available resources at each enterprise. It involves constructing schedules for fulfilling consumer orders and loading production sites and production shops.
In accordance with the considered methods, it is necessary to distinguish between types of operational production planning: calendar, volumetric and mixed.
At industrial enterprises, it is customary to distinguish between several types of operational planning.
Depending on the content and timing, operational planning is divided into two types: calendar and current. These types of operational planning are carried out by economists-managers and specialists from planning and production departments and workshops of the enterprise.
Operational scheduling - this is the detailing of the enterprise’s annual production plan according to the start-up and completion dates of each type of product, the distribution of annual planned targets among production divisions, as well as the timely delivery of these indicators to each main workshop, and within it to each production site and workplace , to specific performers of work. With its help, daily shift assignments are developed, and the sequence of work performed by individual performers is agreed upon.
Initial data For the development of calendar plans, use:
· annual production volumes;
· labor intensity of the work performed;
· timing of delivery of goods to the market and other indicators of the socio-economic plans of the enterprise.
Current planning is inextricably linked with the operational control and regulation of the progress of production processes, as well as the progress of production and the consumption of various resources.
Depending on the scope of application (or where it is carried out), operational planning at most enterprises in various industries is divided into inter-shop and intra-shop planning.
Intershop planning ensures the development, regulation and control of the implementation of plans for the production and sale of products by all workshops of the enterprise, and also coordinates the work of the main and auxiliary workshops, design and technological, economic planning and other functional services.Intershop planningmust ensure the well-coordinated rhythmic operation of the main workshops, their uninterrupted supply and maintenance by auxiliary workshops and services.
The initial data for inter-shop planning are the consolidated product sales plan and the order portfolio.
During intershop planning, the following is carried out:
At enterprises, as a rule, production programs are developed and issued to workshops by planning services for the next year with a quarterly and monthly breakdown.
Intra-shop planning is aimed at the rhythmic implementation by sections and their workplaces of a given monthly program. The content of intra-shop planning is the development of operational plans and the drawing up of current work schedules for production sites, production lines and individual workplaces based on annual plans for the production and sale of products from the main workshops of the enterprise.
The variety of production features necessitates the creation of various systems operational scheduling(OKP).
In modern production, various operational planning systems are widespread, determined by both internal factors and external market conditions.
Under operational planning system production is usually understood as a set of various methods and technologies of planned work, characterized by:
· degree of centralization of planned work,
· object of regulation,
· composition of calendar and planning standards,
· the procedure for accounting and movement of products,
· planning and accounting unit,
· differentiation of planned processes,
· composition, procedure for registration and movement of planning and accounting documentation
in order to achieve planned market results with minimal expenditure of economic resources and working time.
To the main characteristics any operational planning system includes:
· methods of completing calendar tasks for departments of the enterprise;
· the procedure for coordinating and interrelating the work of workshops and sections;
· selected planning and accounting unit;
· duration of the planning period;
· methods and techniques for calculating planned indicators;
· composition of accompanying documentation, etc.
The choice of one or another operational planning system in market conditions determined:
· volume of demand for products and services;
· type, scale and volume of production;
· nomenclature and technical characteristics of products;
· degree of unification and applicability of parts and assembly units;
· costs and results of planning;
· production structure of the enterprise, workshop and site.
· organizational structure of the enterprise;
· and other factors.
Currently the most famous are detailed, custom And complete operational planning systems and their varieties, used in many large domestic enterprises and foreign companies, as well as in small and medium-sized businesses.
At the core detailed The system lies in the precise planning of the tact and rhythm of work of production lines and production areas, the correct determination of normal technological, transport, insurance, interoperational and cycle backlogs and their constant maintenance during the production process at a strict calculated level. The use of this system requires the development of complex calendar and operational plans containing indicators of production volume and the route of movement of parts of each type through all production stages and technological operations. Therefore, it is advisable to use detailed planning when there is a limited and stable range of products, which occurs in conditions of large-scale and mass or low-production production.
Detailed planning system is designed for high organized and stable production. According to this system it is planned to the progress of work, technological operations and production processes for each part is regulated for a certain planned period - hour, shift, day, week, etc.
CustomThe operational planning system is used mainly in single and small-scale production with its diverse product range and small volume of products and production services. In this case, the planning object, or the main planning and accounting unit, is a separate production order, including several similar works of a specific consumer-customer. This planning system is based on calculations of the duration of production cycles and lead standards, with the help of which the deadlines required by the customer or the market for completion of both individual processes or works, and the entire order as a whole, are established.
CompleteThe system is mainly used in series production. As the main planning and accounting unit, various parts included in an assembly unit or a general set of goods, grouped according to certain characteristics, are used. With a complete planning system, calendar assignments for production departments are developed not according to individual parts, but according to enlarged groups or sets of parts for a unit, machine, order or a certain amount of work and services. This system helps reduce the labor intensity of both planning and calculation work and the organizational and managerial activities of the personnel of the linear and functional services of the enterprise. With this system, the flexibility of operational planning, current control and regulation of production progress significantly increases, which, in conditions of market uncertainty, serves as an important means for enterprises to stabilize production.
In addition to these operational planning systems, enterprises use their various varieties.
IN massive most often used in production:
· batch-periodic system;
· planning system based on the launch (release) rhythm.
At batch-periodic The system, in accordance with the assembly requirements, establishes a certain frequency of production of batches of parts and assembly units, which, taking into account the regular mode of their acquisition and consumption, turns into a standard calendar schedule for the work of the site and workshop.
With a planning system according to the rhythm of launch (release) The productivity of all production units of the site is leveled. Planning accounting units are a product, an assembly unit, a part.
Planning by tact product release involves equalizing the duration of technological operations at all stages of the overall production process in accordance with a single estimated time for performing interrelated work. Tact in this case serves as the most important planning and economic regulator of the progress of production in the workplace.
IN serial used in production:
· planning system for cyclic sets (complete-group system);
· planning system by assembly numbers;
· advance planning system;
· backlog planning system.
When planning By cycle kits parts are combined into groups (sets) depending on the general frequency of their production, the duration of the production cycle and the route of movement. Consequently, the planning and accounting unit is a cyclic (group) set of parts. For each group of parts, a differentiated deadline for submission for assembly is established. The use of a cycle kit allows you to reduce the holding of parts and, consequently, the volume of work in progress, as well as the item number of the production program.
This system is used when:
· the production of products is significant and their production can be distributed over several months in the annual plan;
· assembly is relatively long (more than one month) and labor-intensive, which necessitates differentiating the timing of parts supply.
Planning system by part numbers (machine kit) is characterized by the fact that the production of parts and assembly units for a given machine by each subsequent workshop begins only after the previous workshop has supplied all the parts and assembly units included in it. A planning and accounting unit is a set of parts and assembly units. All assembly units to be completed with parts of each workshop during the planned period of time are assigned serial numbers. The last number is assigned to finished products of each name, which must be released as planned. With this planning system, the timing of the simultaneous launch and release of the entire set of parts, as a rule, cannot be met, which is explained by the requirements for uniform loading of the equipment. Most of the kit parts are released before their general availability date, i.e. lies between workshops awaiting the next stage of production. This limits the possibilities of using a machine-packed system. It is used in mass production when the number of parts included in a machine kit is small.
With a planning system advances For each batch (series) of products manufactured in the previous link, a lead in launch and production is established in comparison with the subsequent production link.
Leading refers to the calendar period of time by which each previous part or stage of the production process must advance the next in order for it to be completed on schedule in relation to the final stage of processing or assembly of parts.
Advance planning is characterized by the distribution and grouping of parts and work according to production dates and the organization of their timely production and transfer to the appropriate stages of production, depending on the estimated time advances.
A planning accounting unit is a set (series) of products of the same name, or maybe a separate part or assembly unit of a product. This system is the most universal and widespread in production.
Planning system on the backlog is based on the creation of a standard non-decreasing reserve for each part and assembly unit, the level of which is determined by the standard advance. Calculation of standard backlogs and advances is made on the basis of work schedules of sites, durations of production cycles and daily demand for parts of a given item. After the reserves have been created, in accordance with the standards, planned tasks are set for all workshops in conditional sets without differentiation by calendar advances. The difference between the actual and standard reserves for a part as of a certain date is the number of parts intended for assembly. The result of dividing this difference by the number of parts that make up one conditional set determines the number of products provided with this part.
Inventory planning involves maintaining at the required estimated level the stock of blanks, semi-finished products and components intended for further processing and assembly at each stage of production. To ensure the rhythmic operation of interconnected production areas and production lines, the normal sizes of production reserves are determined, which represent the corresponding stock of workpieces. By purpose, reserves can be technological, transport, insurance, inter-operational or inter-cycle. The backlog size can be set in parts or days. The total normal stock is usually taken equal to the sum of all the components of the stocks of blanks and parts.
The planning and accounting unit of the backlog planning system is a conditional set, the production of which ensures the production of products in a given volume for a day, a five-day period.
IN single And small-scale used in production:
· custom planning system;
· complete assembly planning system.
At custom The planning system for each order (taking into account the deadline for its completion) builds an end-to-end calendar schedule for technical preparation of production and order fulfillment, which is consistent with the schedule for the preparation and production of other orders. The planning and accounting unit for assembly shops is an order, for processing and procurement shops - a set of parts to order. With this planning system, parts and assembly units are kept for a long time.
At complete assembly In the planning system, parts are supplied for assembly in several queues in the form of assembly kits. For each queue, the composition of the assembly kits from which the product is assembled is established. The deadline for submitting assembly kits is determined by the calendar advance of the beginning of this assembly line in relation to the release date of products. A planning and accounting unit is a set of parts for an assembly unit.
For unified And normalized parts that are regularly consumed in assembly use a “to stock” planning system. The goal is to maintain a stock of parts in a warehouse that guarantees uninterrupted supply to the assembly shop through the timely release of batches of parts into production. The average daily requirement of the assembly shop for these parts is established based on the annual need for this part. Warehouse planning, or to the market, is carried out when products are produced and supplied for sale in significant volumes with low labor intensity and a small number of technological operations. With this system, the planning and production department determines the required number of finished parts, which must constantly be at the intermediate or final stages of production and sale of products.
Simultaneously with the establishment of a planning accounting unit, the selection of a planning accounting period is also carried out.
Under planning accounting period is understood as a period of time, a multiple of a month, after which a workshop or site must report on the implementation of plans for the product range planned for this period. The duration of the adopted planning and accounting period determines the degree of differentiation of the timing of launch and production of products in a workshop or on a site and determines the scale of enlargement of volumetric calculations of the load of groups of workplaces when constructing operational calendar plans.
Planned period is the period of time during which it is economically feasible and technically possible to build operational calendar plans for the work of workshops and sections. Purpose planning period is to create favorable conditions for truly managing the technical and economic indicators of the work of a workshop, site, performing timely operational preparation of production, and, finally, to regulate the frequency of constructing calendar plans for the work of workshops and sites.
At choice planning accounting period, it is necessary that its duration is equal to or a multiple of the duration of the month, and the reduced costs associated with the construction and regulation of work schedules for workshops and sections are minimal.
At definition It is advisable for the planning period to have the same duration for all divisions and services of the association and equal or a multiple of the duration of the year, and also ensure the implementation of the minimum reduced costs for the development of calendar plans for the work of workshops and sections according to these plans.
Operational and production planning consists in developing specific production tasks for certain periods of time (month, decade, day, shift, hour) both for the enterprise as a whole and for its divisions, and in regulating the progress of production according to operational accounting and control data.
Operational production planning includes:
distribution of the annual (quarterly) production program by month;
development of calendar-planning standards and drawing up calendar schedules for the production and release of products;
development of nomenclature and calendar plans for the production of components and parts on a monthly basis for the main workshops of the enterprise, volumetric calendar calculations;
development of monthly operational detailed programs for workshops and sections. Carrying out verification calculations of equipment and space loading;
drawing up operational calendar plans (schedules) for the manufacture of products, assemblies and parts by month, week, day, etc.;
organization of daily shift planning;
organization of operational records of production progress;
control and regulation of production progress.
Each of the listed elements builds on the purpose of the previous ones and is the starting point for the subsequent ones.
Operational planning is carried out both on a plant-wide scale and within individual workshops, and therefore it is divided into inter- and intra-shop planning.
The main task of operational production planning is the organization of uniform, rhythmic and coordinated work of all production divisions of the enterprise to ensure timely production of products in the established volume and range with the most efficient use of all production resources.
In a market economy, the role of uniform production and sale of finished products, taking into account the needs of the consumer, increases. Under uniform release means strict adherence to the production schedule and delivery of products to consumers in order to timely meet their needs.
Uniform production output is ensured by the rhythmic operation of the enterprise. Under rhythmic work enterprise is understood as the systematic implementation by all departments of the enterprise of a plan for the production of products of the appropriate range and quality according to a predetermined schedule, providing for compliance with production deadlines, the uninterrupted flow of the production process and the full use of production resources.
Irregularly operating enterprises are characterized by: significant downtime of equipment and workers due to improper organization of production (materials and components were not supplied on time, technical documentation was not prepared, failure of tools and technological equipment, equipment malfunction, etc.); frequent violation of technological and production discipline; deviation of the quality parameters of the materials used and manufactured products from those established in the technical documentation and the appearance of defects. Rhythmic work indicates the coordinated organization of all departments of the enterprise and a high production culture.
In conditions of horizontal differentiation, the buyer's choice is determined by commitment to a particular brand,...
Vertical product differentiation involves the distribution of products in an industry market in accordance with their...

A citizen of the Russian Federation (each individual) is a consumer of state resources: water (for hot and cold), electricity, etc....
In many areas of life there are such concepts as centralization and decentralization. These concepts entered the written...

Get acquainted with draft orders of management relating to its activities. 3.8. Sign and endorse documents...

08/23/2019 Every citizen who has an official place of employment has the right to go to. But no one...

1. Working conditions according to the degree of harmfulness and (or) danger are divided into four classes - optimal,...

Decree of the Government of the Russian Federation dated April 30, 2013 N 382 (as amended on October 1, 2018) “On holding a public...

Corvette "Boikiy" (hull number 532) is the third in a series of Project 20380 ships built by JSC...
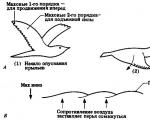
Let's consider the horizontal air flow relative to the inclined surface of the wing in the case when it...
1. Is the statement true: “Caring for offspring leads to a reduction in the birth rate in animals”? Prove your point...

Features and habitat of the burial ground bird It’s simply amazing why it wears such a proud, beautiful...

1. Definition and origin of life script. Script theory was first developed by Eric Berne and...

General information about the use of online cash registers In accordance with Federal Law No. 290-FZ dated 07/03/2016...
Vertical product differentiation involves the distribution of products in an industry market in accordance with...

A citizen of the Russian Federation (each individual) is a consumer of state resources: water (for hot and cold),...