The process of purchasing the necessary quality and quantity of raw materials for the enterprise
For the convenience of studying the material, we divide the article into topics: The economic essence of procurement activities consists of...
Reducing the harmful effects of vibration can be achieved by introducing technical and hygienic measures.
Hygiene measures include:
preventive and current sanitary supervision;
reduction of the working day by one third with breaks during the work shift every hour for 10-15 minutes;
compliance with the following microclimate parameters: temperature in the workplace not lower than 16 ° WITH , relative air humidity 40-60%, air movement speed up to 0.3 m/sec;
preliminary and periodic medical examinations;
providing workers with personal protective equipment.
TO technical activities include:
creation of a vibration-proof hand-held impact tool;
use of means and devices using vibration damping and vibration isolation;
balancing of rotating parts, timely replacement of parts and assemblies, elimination of backlashes;
installation of equipment using counter-directional horizontal and vertical vibrations;
placing equipment on a foundation whose level is lower than the foundation of the building walls;
providing foundations with a mass twice or more greater than the mass of the vibration-hazardous installation;
the use of spring, rubber, cork and combined shock absorbers, vibration-isolating pads and foundations.
Particular attention should be paid to stationary installations (crushers, screens, bunkers) and vehicles, including conveyors.
Reducing the vibration created by crushers is achieved by using shock absorbers (spring to reduce low-frequency vibration, rubber for mid- and high-frequency vibration). Cone crushers with a vibration-isolating base, consisting of a welded frame and six special steel glasses, in which special vibration isolators are placed, reducing the vibration level by 28 times, have been developed and implemented.
The simplified design of the suspended vibration-isolating base of the KMD-2200B crusher (the platform on which the crusher with drive is installed is suspended from 4 racks on ropes with a diameter of 52 mm) reduces vibration by 20 times.
As a rule, a technical measure to combat vibration allows
at the same time reduce the noise level. So, laying under the beds
crushers of rubber tiles reduces the noise level by 10-15 dB.
Fine Mesh Polyurethane Rubber Screens for Classification
materials, ores, coal with a particle size of 10-40 mm reduces the noise level by 15 dB with high screening efficiency (up to
95%)
and increased wear resistance compared to metal
approximately 10-15 times. At the sites of mills of the MShR and MShTs types, the noise level can reach 100-103 dB, in the premises of autogenous factories on the sites of gearboxes of the Ts2sh type - 110 dB, in workshops
where ShBM mills are installed - 108 dB; at the same time, all these installations are sources of vibration exceeding the standard
values 15-18 times.
If elastic rubber gaskets are installed between the mill body and the lining steel plates, vibration is reduced by 12 times and the noise level by 25 dB. Replacing steel lining plates with rubber ones in mills of the second and subsequent stages of grinding reduces vibration by 14 times and the noise level by 10-40 dB, and the weight of such a lining is 85% less, and the service life is three times longer.
A general recommendation for reducing vibration and noise in industrial mills lined with steel plates is to install sound-insulating casings made of steel sheets 0.5-1.5 mm thick at a distance of 60 mm from the mill body, filling the gaps between the casing and the casing with sound-absorbing material (shield felt, sheet metal). technical felt, polyurethane foam), which allows you to significantly reduce vibration and noise levels by 20 dB.
Vibration insulation of foundation slabs of ball, rod and Cascade type mills is achieved by using a base made of a reinforced concrete slab 800 mm thick and cassette vibration absorbers on which the slab rests. Vibration absorbers absorb dynamic loads, and the noise level is reduced by 10-20 dB. The use of vibration-isolating bases for fans (made of rubber), the introduction of less noisy equipment (autogenous mills, mills with increased level filling drums with crushed material, with friction fastening, gearless drives and a closed drive) make it possible, with a sharp decrease in vibration (to sanitary standards), to further reduce the noise level by 10-15 dB.
The use of warm, water-permeable gloves with double lining by workers at processing factories reduces local vibration transmitted to the hands by 2 times. Vibrating shoes are an effective way to reduce the impact of vibration.
The maximum permissible levels of vibration transmitted to the hands of workers are given in table. 2.1.
Table 2.1 – Maximum permissible vibration levels
Excessive noise has a harmful effect on the health of workers, contributes to the occurrence of injuries and reduces labor productivity. Working in a loud environment all day long can cause hearing fatigue. Long-term exposure to noise exceeding permissible limits leads to hearing loss. High-pitched noise negatively affects the organs that control a person’s balance in space. In practice, there have been cases of injury due to poor audibility of signals from transport and lifting vehicles.
Sound is wave-like propagating vibrations of the medium caused by vibrations of the body. The intensity (strength) of sound is expressed in W/m2 [erg/(sec*cm2)]. The unit of sound pressure is dyn/cm2, which corresponds to 0.1 n/m2.
The human ear perceives sounds with a frequency from 16-20 to 20,000 Hz. Sound vibrations with a frequency of less than 20-16 Hz are called infrasonic, and vibrations with a frequency of more than 20,000 Hz are called ultrasonic.
Industrial noise is a chaotic combination of complexes of simple sounds that cause an unpleasant subjective sensation, especially with high-pitched noise (clanging, creaking, etc.).
A person’s subjective perception of the loudness of sounds is in a logarithmic relationship with the change in sound intensity. This means that if the sound intensity increases by 1,000,000 times, the human hearing organs will perceive an increase in sound volume only by 6 times (Weber-Fechtner law).
To assess the loudness of sounds, an international loudness scale in decibels was developed, in which zero point the threshold of audibility is accepted, and the highest point of the scale is the volume that causes a sensation of pain in the hearing organs. The volume of sound depends on the vibration frequency, with the maximum sound perception being in the range from 1000 to 4000 Hz. Currently, the unit of sound volume is the background, which is equal in value to a decibel at a frequency of 1000 Hz.
Correct regulation of the maximum permissible volume of industrial noise is important. It has been established that low-frequency noise is less harmful than medium- and even higher-frequency noise. The Leningrad Institute of Occupational Safety and Health has proposed the following characteristics of the sources of industrial noise and the maximum permissible levels of their volume:
Vibrations (shocks) - vibrations of bodies with a frequency of less than 20-16 Hz. As the vibration frequency of vibrating bodies increases, noise also arises.
Prolonged exposure to high frequency and amplitude shocks causes vibration disease, affecting the neuromuscular and cardiovascular systems of humans and leading to joint damage. This may result in complete loss of ability to work.
The harmful effects of vibrations on the body can be general and local. Of particular concern is general exposure to vibration. According to the Moscow Institute named after. Eriman, the severity of the impact of vibrations on the human body is determined by the frequency and amplitude of vibrations.

According to current sanitary rules, the maximum permissible vibration amplitudes depending on the vibration frequency when working with hand-held pneumatic or electric tools are as follows:

Figure 2 shows a diagram of a device for measuring vibrations.
 Figure 2. Diagram of a device for measuring vibrations (VR-1 vibrograph):
Figure 2. Diagram of a device for measuring vibrations (VR-1 vibrograph): These activities can be summarized as follows:
As well as carrying out hygienic measures (for example, when working with a vibrating tool - assigning short breaks, showers and exposure to ultraviolet rays at the end of work, giving workers vitamins C and B2).
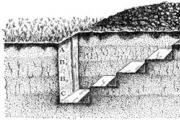
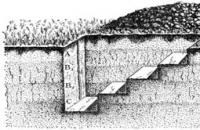
 Figure 3. Vibration-isolating foundation:
Figure 3. Vibration-isolating foundation: Before we begin to analyze the release and influence of noise, it should be noted that there are two types of sound signal: noise can be physical when it has an adverse effect on human health (nervous disorder, drowsiness, fatigue); there may be noise subjective when it calms a person or gives satisfaction. Regulatory norms are based on the difference between these concepts. We will further analyze methods for reducing the physical sound signal. In addition, the noise problem should be considered at two levels: in the workshop building and in the factory at various workplaces.
For industrialized areas, the permissible noise level should be 70 dB during the day (from 7 a.m. to 8 p.m.), 60 dB at night (10 p.m. to 6 a.m.) and 65 dB in between.
In the workshop building, the impact of noise on workers is considered in the area of exposure to noise levels up to 85 dB for 8 hours a day and 40 hours a week. For such a regime (8 hours a day and 40 hours a week), a level of 85 dB is accepted as acceptable and 90 dB as a dangerous level. Changing the time spent in the noise zone in one direction or another allows for a decrease or increase in the noise level. Thus, an increase in noise level by 3 dB should reduce the time workers spend in the area by half. A worker cannot remain in an area with a noise level of 105 dB for more than 15 minutes. The value of 90 dB is accepted as a necessity for the actual conditions of existing workshops. For new workshops, it is necessary to take any measures so as not to exceed the 85 dB barrier. In addition, this limit can be recalculated depending on the frequency of the sound. It must be taken into account that the frequency is also dangerous because it is not always felt by a person and can cause physiological deviations up to professional deafness.
When characterizing noise and studying its influence, it is first necessary to establish a reference point for measurements. Depending on the measurement method, the noise characteristics may vary. The physical measurement of an acoustic signal is the sound pressure level Lp, which is used to identify the sound emission mechanism and is expressed in decibels (dB).
Taking into account general data related, first of all, to the physiological state of the ear, the concept of an equilibrium curve corresponding to the ear’s perception of noise below 50 dB is introduced. The decibel value is used to characterize higher noise levels, although other specifications would be preferable. This balance significantly reduces sound components with frequencies less than 500 hertz.
Thus, measuring noise in decibels does not provide a complete picture to resolve all hygienic work problems, especially if the noise source is a small arc furnace, which is a source of minor noise. In addition, the propagation of noise, both in space and time, must be taken into account. The spatial evolution of noise makes it possible to recreate the noise propagation pattern, highlighting hazardous areas, or clarify the sound propagation. The time evolution of noise is used mainly for statistical analysis, which allows one to determine L 5 ; L 10 ... L 90 (where L n is the noise level after n% of time). The average noise level is expressed in terms of L eq and characterizes the average level in all frequency ranges.
For general characteristics the influence of noise on the condition of people takes into account a value called the level of acoustic evolution or the resulting noise L p, which takes into account noise of all tones and increases by 5-10 dB. Occupational health takes into account the “noise dose” that an individual receives over a specified period of time (eg 85 dB for 8 hours).
The sound power level is expressed by the equation:
L W = L I +10lgS.
The significance of a noise source is characterized by its power, which is defined as the integral of the product of sound intensity and the corresponding surface (S) surrounding the noise source. Sometimes it is assumed that L I =L n and L W is calculated by approximation. The concept of sound power allows a more reliable assessment of the direction of the acoustic flow and a more targeted solution to noise protection problems.
In reality, noise is a complex stream of signals that can be decomposed into various components of a given frequency. This sound flow can be assessed by one parameter - the noise level. Measuring the average spectrum (in a certain period) for several minutes serves as initial information for the subsequent solution of the issue of noise protection.
The problem of noise propagation can be considered in three main aspects:
The overall noise produced by an electric furnace melting shop comes from the ultra-high-power arc furnace, the scrap shop (scrap metal warehouse), gas treatment plants, pumping stations that supply water to the furnaces, and reaches a level of 65 dB at a distance of 500 m, although the main source of noise remains chipboard. By insulating the furnace bay or enclosing the furnace in a sound-insulating casing, the noise level in the workplace can be reduced by 20-30 dB.
The second area related to noise reduction includes:
In addition, operating personnel can be protected by isolating the furnace control panel and work areas in other areas. Nearby residential areas can be protected by insulating the external walls of the electric steel shop.
To evaluate the effectiveness of various measures to reduce the spread of noise in space, a heavy-duty electric arc furnace with a capacity of 100 tons and a transformer with a capacity of 75 MV×A was taken as the basis. The average noise level created by a chipboard at a distance of 5 m from the furnace casing or 8 m from the furnace axis during melting is 110 dB. The following 4 options are being considered:
Acoustic characteristics of furnace spans of an electric furnace melting shop
| Options under consideration | Dimensions, m | External surface area, m2 | a common | Note |
| Classic span | 100x80x30 | 26800 | 0,20 | The beneficial effect of openings on a |
| Classic span with dividing wall | 80x30x | 11400 | 0,15 | Divider only the wall has noise protection treatment |
| Compact soundproof span | 50x30x | 7800 | 0,34 | The walls and roof have a noise-proof coating |
| Classic span, stove in a noise-proof casing | 100x80x30, casing | 420 | 0,32 | The casing has a noise-proof coating |
As can be seen from the table, equipping the workshop with an additional dividing wall does not reduce the spread of noise. Coefficient a, defined as the ratio of absorbed power to the original sound power and characterizing the noise-absorbing property, even decreases. Two other options - placing the furnace in a noise-insulating casing and insulating the entire span - give almost equally positive results.
Common vibration reduction methods are;
weakening of vibration at the source of their formation through design, technological and experimental solutions (technical method);
reducing the intensity of vibrations along the path of their propagation (technological method);
Eliminating the causes of vibration in machines and mechanisms using design and technological solutions is the most rational measure (eliminating imbalances, backlashes, gaps, replacing crank mechanisms with cam mechanisms, etc.). The weakening of vibration at the source of their formation is carried out during the manufacture of equipment.
Reducing the intensity of vibration along the propagation path can be achieved by damping, dynamic damping and vibration isolation.
Vibration isolation is a method of protection against vibration, which consists in reducing the transmission of vibration from excitation sources to the protected object using additional elastic connection devices - foundations and vibration isolators placed between them. This elastic connection can be used to reduce the transmission of vibration from the base to a person or to a protected unit.
Vibration isolators are spring, rubber and combined. Spring vibration isolators have a number of advantages compared to rubber vibration isolators, since they can be used to isolate both low and high frequencies, and also retain their elastic properties longer. If vibration isolators transmit higher frequencies (due to low internal losses of steels), they are installed on rubber gaskets (combined vibration isolator). Solid rubber gaskets must be in the form of ribbed or perforated plates to ensure deformation in the horizontal plane.
Vibration insulation is also carried out by using flexible inserts in air duct communications, load-bearing structures of buildings, and in hand-held power tools.
The main indicator that determines the vibration isolation of a machine or unit installed on vibration isolation with a certain rigidity and mass is the transmission coefficient or vibration isolation coefficient. It shows what proportion of the dynamic force or acceleration from the total force or acceleration acting from the machine is transmitted by vibration isolators to the foundation or foundation.
where f = ω/2π - frequency of the disturbing force; in case of imbalance of the machine rotor (electric motor, fan, etc.).
f =nm/60, where n is the rotation speed, rpm, m is the number of harmonics (m = , 2, 3, ...) other frequencies of disturbing forces can also occur.
Machine natural frequency

where x c tat = mg/c is the static settlement of the vibration isolator (spring, rubber) under the influence of the machine’s own mass M, cm. It can be determined – x c tat = g /(2πf 0)².
The greater the static settlement, the lower the natural frequency and the more effective the vibration isolation.
Insulators - shock absorbers begin to have an effect (KP<1)лишь при частоте возмущения f эф
>f = 
When f ≤  vibration isolators transfer vibrations completely to the foundation (KP = 1) or even enhance them (KP > 1). The higher the f/f0 ratio, the higher the vibration isolation effect.
vibration isolators transfer vibrations completely to the foundation (KP = 1) or even enhance them (KP > 1). The higher the f/f0 ratio, the higher the vibration isolation effect.
Consequently, for better vibration isolation of the foundation from machine vibration at a known frequency of the disturbing force f, it is necessary to reduce the natural frequency of the machine on vibration isolators f 0 to obtain large ratios f/f 0, which is achieved either by increasing the mass of the machine [M] or by reducing the rigidity of the vibration isolation "c ". With a known natural frequency f 0, the vibration isolation effect will be higher, the greater the disturbing frequency f compared to the frequency f 0.
Vibration isolation will be more effective if the foundation on which the unit is mounted is sufficiently massive. This requirement is met in cases where the condition is met
(f p 2 /f 2 - 1)M/4m > 10,
where fp is the natural frequency of vibrations of the foundation closest to the frequency of the driving force; M - foundation mass (kg); m is the mass of the insulating unit (kg).
The CP value for effective insulation ranges from 1/8 1/6 with a ratio of the forced frequency to the natural frequency of the system equal to 3 - 4.
Vibration damping is used to isolate a person from vibrating equipment. Vibration damping is understood as reducing the level of vibration of the protected object when additional reactance is introduced into the system. More often, this is achieved when installing units on vibration-damping bases. The mass of the foundation is selected in such a way that the amplitude of vibrations of the base of the foundation in any case does not exceed 0.1-0.2 mm, and for especially critical structures - 0.005 mm.
The weakening of vibration transmission to the foundation is usually characterized by the amount of vibration isolation (VI).
VI = ∆Z = Z 01 -Z 02 = 
But more often the vibration amplitude is used as a criterion for the vibration parameter. It is used to limit vibration of units and foundations - it determines the acting dynamic forces.
VI = ∆Z = 
where the sign "1" refers to the vibration parameters before the events, and "2" - after the events, after vibration protection.
VI = ∆Z = 
If the level of vibrational velocity of the unit and the normalized value of the vibration velocity level Z norm are known, then the required amount of reduction in the logarithmic level of vibration velocity ∆Z = Z - Z norm can be determined.

Vibration damping - vibration absorption - the process of reducing the level of vibration of a protected object by converting the energy of mechanical vibrations of an oscillating system into thermal energy in the process of dissipating energy into the surrounding space, as well as in the material of elastic elements. These losses are caused by friction forces - dissipative forces, to overcome which the energy of the vibration source is continuously and necessarily consumed.
If energy dissipation occurs in a viscous medium, then the dissipative force is directly proportional to the vibration velocity and is called damping.
Vibration damping consists of reducing the level of vibration of the protected object by converting the energy of mechanical vibrations of the oscillating system into thermal energy.

the relationship between vibration velocity and driving force, where F m is the driving force;
μ - resistance coefficient, active component of vibration resistance;
(mω - s/ω) - reactive part of the resistance;
mω - inertial resistance (mass per angular frequency);
с/ω - elastic resistance (stiffness coefficient per angular frequency);
 - mechanical impedance of the system.
- mechanical impedance of the system.
Vibration damping is determined by the system resistance coefficient "μ", with a change in which the mechanical impedance of the system changes. The higher , the greater the vibration damping effect can be achieved.
For vibration damping, materials with high internal friction (plastics, wood, rubber, etc.) are used. Elastic-viscous materials - mastics - are applied to vibrating surfaces.
To combat acoustic vibration of ventilation and air conditioning systems, air ducts are connected to fans through flexible inserts; when passing through building structures, shock-absorbing couplings and gaskets are put on the air ducts.
Vibration damping is carried out:
By making oscillating objects from materials with a high loss factor, e.g. from composite materials: two-layer - “steel-aluminium”, from Cu – Ni, Ni – Co alloys, as well as plastic coatings on metal, etc. Vibration damping materials are characterized by a loss coefficient "η": "Cu - Ni" alloys - 0.02-0.1; layered materials - 0.15-0.40; rubbers, soft plastics – 0.05 - 0.5; mastic - 0.3 - 0.45.
By applying materials with a high loss coefficient to oscillating objects.
The action of such coatings is based on weakening vibration by converting vibrational energy into heat during deformation of the coatings.
Vibration-absorbing coatings are divided into hard and soft coatings.
Hard– roofing felt, plastic, bitomized felt, glass insulation.
Soft– soft plastics, rubber, foam plastics.
Mastics– Anti-vibration, VD 17 – 58.
Dynamic blanking- vibration damping - weakening of vibrations by attaching additional reactive impedances to the system - an additional oscillatory system, the natural frequency of which is tuned to the main frequency of the unit. In this case, vibration is reduced by selecting the mass and stiffness of the vibration damper.
In the direction of propagation, vibration is reduced using additional devices built into the machine structure, using damping coatings, and also using antiphase synchronization of two or more excitation sources.
According to the principle of operation, dynamic vibration damping means are divided into dynamic (spring, pendulum, acting in antiphase to the oscillatory system) and shock (spring, pendulum - as noise mufflers).
Dynamic vibration damping is also carried out when the unit is installed on a massive foundation.
The vibration damper is rigidly mounted on a vibrating unit, therefore, at each moment of time, vibrations are excited that are in antiphase to the vibrations of the unit.
Without taking into account friction, the following condition must be satisfied:

Where f- frequency of natural vibrations of the machine (unit); f 0 - exciting frequency.
The disadvantage of dynamic damping is that the dampers act only at a certain frequency corresponding to its resonant vibration mode: pendulum or impact vibration dampers for damping vibrations with a frequency of 0.4 - 2.0 Hz; spring - 2.0 - 10.0 Hz; floating – above 10 Hz.
Students, graduate students, young scientists who use the knowledge base in their studies and work will be very grateful to you.
Posted on http://www.allbest.ru/
Ministry agriculture Russian Federation
Department of Science and Technology Policy and Education
Federal State Educational Institution
higher professional education
"Krasnoyarsk State Agrarian University"
Khakass branch
DEPARTMENTGENERAL EDUCATIONDISCIPLINE
COURSEWORKJOB
By discipline Life safety
TOPIC: Methods to combat vibration .
First year student
Specialties Economics and management in the agro-industrial complex enterprise
Zalevskaya Natalya Viktorovna
cipher 07 group E-86
Abakan - 2009
Introduction
4. Methods and means of protection against vibration
Conclusion
Bibliography
Introduction
In the context of the emergence of a market economy, life safety problems are becoming one of the most acute social problems. This is due to injuries and occupational diseases, one of which is vibration disease.
In my work I will tell you about what vibration is and what methods exist to combat this unfavorable production factor negatively affecting labor productivity and health of workers. Today, this problem is especially acute in agricultural enterprises, despite the fact that more than half of industrial and agricultural enterprises belong to the class of maximum professional risk. When working in vibration conditions, labor productivity decreases and the number of injuries increases.
The relevance of the work is due to the fact that currently managers of small and medium-sized businesses do not pay enough attention to protecting their employees from adverse production factors, one of which is vibration.
The purpose of this course work is to consider and explore vibration and methods to combat it.
To achieve this goal, it is necessary to solve the following tasks:
· study literature on the topic of vibration
understand what vibration is
· analyze the effect vibration has on the human body
· discuss methods and means of vibration protection
1. What is vibration?
Vibration is an oscillatory mechanical movement of a point or system in which the values of at least one coordinate alternately increase and decrease over time.
Vibration impact is characterized by the amplitude and frequency of oscillations, as well as their vibration speed (vibration velocity) Vv and vibration acceleration (vibration acceleration) Av The possibility of changing the parameters of vibration oscillations within a very wide range makes it necessary to use, as in the case of sound impacts, logarithmic characteristics for comparison of actual ones vibration values with threshold values of its sensation.
For vibration speed, this characteristic is designated as the vibration speed level Lvs and is also measured in decibels (dB):
Lvs=20 lg(Vv/Vv0)
Where V в0 is the threshold value of a person’s sensation of vibration acceleration, accepted international standard like 5*10 -8 m/s.
The vibration level is calculated in the same way.
rhenium Lvu, dB:
Lvy =20 lg (Ab / Av0).
Where Av0 is the threshold value for a person to feel vibration acceleration, accepted by the international standard as 3*10 -4 m/s 2 .
A very important feature of human perception of vibration is that the person himself is, from a mechanical point of view, a multi-link elastic-oscillatory system with a sufficiently large number of resonant frequency possibilities. Therefore, for humans, there is not just one dangerous resonant frequency of forced oscillations caused by vibration effects, but a whole spectrum of resonant frequencies, each of which leads to its own negative somatic consequences. As a result, vibration pathologies are in second place in terms of the frequency of their occurrence in the list of occupational diseases (after dust-induced pulmonary diseases).
1.2 Methods of transmission, directions and source of vibration
When characterizing vibration impacts, they are divided, firstly, into general ones, i.e. acting on the entire human body at once, and local, the effect of which is limited to the limbs or individual parts of the body; secondly, the direction of vibration action is also important for a person - vertical or horizontal. Depending on the source of occurrence, three categories of vibration are distinguished:
1. transport; 2. transport and technological; 3. technological.
Vibration is normalized in accordance with GOST 12.1.012-78 “SSBT. Vibration. General requirements safety", as well as in accordance with SN No. 3044-84 "Sanitary standards for vibration of workplaces" (general vibration) and SN No. 3041-84 "Sanitary standards and rules for working with machines and equipment that create local vibration transmitted to the hands of workers "In particular, studies have shown that a person perceives the general vertical direction of vibration more heavily when in a sitting position with a local frequency resonance for his head in the range of 20-30 Hz, and horizontal vibration impacts when standing with a frequency resonance of 1.5-2 Hz . This is due, among other things, to the amount of energy transferred to a person from the source of vibration influences and to the influence various directions vibrations on the human vestibular apparatus.
2. The effect of vibration on the human body
When working in vibration conditions, labor productivity decreases and the number of injuries increases. At some workplaces in agricultural production, vibrations exceed the standardized values, and in some cases they are close to the maximum; vibration levels on the controls do not always correspond to the standards.
The most harmful effect on the human body is exerted by vibration, the frequency of which coincides with the natural frequency of individual organs, the approximate values of which are as follows (Hz): stomach - 2...3; kidneys - 6...8; heart - 4...6; intestines - 2...4; vestibular apparatus - 0.5..L.3; eyes - 40...100, etc.
The effect on muscle reflexes reaches 20 Hz; The seat on the tractor loaded with the operator's weight has a natural vibration frequency of 1.5...1.8 Hz, and the rear wheels of the tractor have a natural vibration frequency of 4 Hz. Vibration is transmitted to the human body at the moment of contact with a vibrating object: when acting on the limbs, a local vibration occurs, and a general vibration occurs on the whole body. Local vibration affects neuromuscular tissues and the musculoskeletal system and leads to spasms of peripheral vessels. With prolonged and intense vibrations, in some cases, an occupational pathology develops (it is more often caused by local vibration): peripheral, cerebral or cerebral-peripheral vibration disease. In the latter case, changes in cardiac activity, general excitement or, conversely, inhibition, fatigue, pain, and a feeling of shaking are observed. internal organs, nausea. In these cases, vibrations also affect the osteoarticular apparatus, muscles, peripheral circulation, vision, and hearing. Local vibrations cause vascular spasms that develop from the end phalanges of the fingers, spreading to the entire hand, forearm, and covering the vessels of the heart.
The human body is considered as a combination of masses with elastic elements. In one case it is the entire torso with the lower part of the spine and pelvis, in the other it is the upper part of the torso combined with the upper part of the spine tilted forward
Summarizing the above, we can conclude that a person feels discomfort and a disruption of the normal state, quickly turning into painful sensations, in a wide range of vibration influences at frequencies of 0.7-90 Hz. Trying to avoid obviously painful and unpleasant sensations from the action of vibration, but being unable to completely eliminate its impact during the execution process labor activity, a person chooses operating frequencies of mechanisms and machines that are less noticeable to him, located outside the above-mentioned resonant range, i.e. less than 0.7 Hz or more than 90 Hz. But the effect of both very low and high vibration frequencies, even with all their invisibility and often familiarity, turns out to be harmful to human health.
Typically, the vibration spectrum is dominated by low-frequency vibrations that have a negative effect on the body. Some types of vibration adversely affect the nervous and cardiovascular systems, the vestibular apparatus. For a person standing on a vibrating surface, there are 2 resonant peaks at frequencies of 5...12 and 17...25 Hz, for a person sitting at frequencies of 4...6 Hz. For the head, resonant frequencies are in the region of 20...30 Hz. In this frequency range, the amplitude of head vibrations can exceed the amplitude of shoulder vibrations by 3 times. Vibrations of internal organs, chest and abdominal cavity exhibit resonance at frequencies of 3.0...3.5 Hz.
The maximum amplitude of vibrations of the abdominal wall is observed at frequencies of 7...8 Hz. As the frequency of vibrations increases, their amplitude when transmitted through the human body weakens. In a standing and sitting position, these weakenings on the pelvic bones are equal to 9 dB per octave of frequency change, on the chest and head - 12 dB, on the shoulder -12...14 dB. These data do not apply to resonant frequencies, under the influence of which the oscillatory speed increases rather than weakens.
Depending on the parameters (frequency, amplitude), vibration can have both positive and negative effects on individual tissues and the body as a whole. Vibration is used in the treatment of some diseases, but most often (industrial) vibration is considered a harmful factor. Therefore, it is important to know the boundary characteristics that separate the positive and negative effects of vibration on a person. The beneficial value of vibration was first noticed by the French scientist Abbé Saint Pierre, who in 1734 designed a vibrating chair for couch potatoes, which increased muscle tone and improved blood circulation. At the beginning of the 20th century. in Russia, Professor of the Military Medical Academy A.E. Shcherbak proved that moderate vibration improves tissue nutrition and accelerates wound healing.
Industrial vibration, characterized by a significant amplitude and duration of action, causes irritability in workers, insomnia, headaches, and aching pain in the hands of people dealing with vibrating tools. With prolonged exposure to vibration, bone tissue is rebuilt: on x-rays you can see stripes similar to traces of a fracture - areas of greatest stress where bone tissue softens. The permeability of small blood vessels increases, nervous regulation is disrupted, and skin sensitivity changes. When working with hand-held power tools, acroasphyxia (symptom of dead fingers) may occur - loss of sensitivity, whitening of fingers and hands. When exposed to general vibration, changes in the central nervous system are more pronounced: dizziness, tinnitus, memory impairment, impaired coordination of movements, vestibular disorders, weight loss.
Basic vibration parameters: frequency and amplitude of vibrations. A point oscillating with a certain frequency and amplitude moves with continuously changing speed and acceleration: they are maximum at the moment of its passage through the initial rest position and decrease to zero in extreme positions. Therefore, oscillatory motion is also characterized by speed and acceleration, which are derivatives of amplitude and frequency. Moreover, the human senses do not perceive the instantaneous value of vibration parameters, but the actual value.
Vibration is often measured with instruments whose scales are calibrated not in absolute values of speed and acceleration, but in relative decibels. Therefore, the vibration characteristics are also the level of oscillatory speed and the level of oscillatory acceleration.
Considering a person as a complex dynamic structure with time-varying parameters, we can identify frequencies that cause a sharp increase in the amplitudes of vibrations of both the entire body as a whole and its individual organs. When vibration is below 2 Hz, acting on a person along the spine, the body moves as a single unit.
Resonant frequencies depend little on the individual characteristics of people, since the main subsystem that responds to vibrations are the abdominal organs, vibrating in the same phase. Resonance of internal organs occurs at a frequency of 3...3.5 Hz, and at 4...8 Hz they shift.
If the vibration acts in a horizontal plane along an axis perpendicular to the spine, then the resonant frequency of the body is due to the flexion of the spine and the stiffness of the hip joints.
The resonance area for the head of a sitting person corresponds to 20...30 Hz. In this range, the amplitude of vibration acceleration of the head can be three times greater than the amplitude of vibration of the shoulders.
The quality of visual perception of objects deteriorates significantly at a frequency of 60...70 Hz, which corresponds to the resonance of the eyeballs.
Japanese researchers have found that the nature of the profession determines some of the characteristics of vibration.
For example, gastric diseases are widespread among truck drivers, radiculitis is common among skidder drivers at logging sites, and decreased visual acuity is observed among pilots, especially those working in helicopters. Disorders of nervous and cardiovascular activity in pilots occur 4 times more often than in representatives of other professions. Particularly dangerous is jerky vibration of large amplitude, causing microtrauma to internal tissues and organs with their subsequent reactive changes.
Low-frequency vibration also has a very negative effect on all metabolic processes of the human body.
The safety of human work in the presence of vibration effects is regulated by special normative document, but it will apparently never be possible to completely eliminate vibrations from people’s lives.
Therefore, one should strive for a worldwide weakening of their effects both at the design stage and at the stage of operation of equipment.
So that a person does not experience pain and can continue to work for the time allowed by standards, with an increase in the frequency of vibrations, the amplitude of their vibrations must be reduced.
3. Standardization and means of vibration assessment
Rationing. The purpose of vibration regulation is to prevent functional disorders and diseases, excessive fatigue and decreased performance. Hygienic standards are based on medical indications. Rationing establishes the permissible daily or weekly dose that prevents functional disorders or diseases of workers in working conditions.
To regulate the effects of vibration, four criteria have been established: ensuring comfort, maintaining performance, maintaining health and ensuring safety. In the latter case, maximum permissible levels for workplaces are used.
In relation to vibrations, there are technical (applies to the source of vibration) and hygienic standards (determines the maximum vibration limit at workplaces). The latter limits the levels of vibration speed and acceleration in octave or one-third octave bands of geometric mean frequencies.
In the hygienic assessment of vibrations, the normalized parameters are the root mean square values of vibration velocity (and their logarithmic levels) or vibration acceleration, both within individual octaves and third-octave bands. For local vibration, standards introduce restrictions only within octave bands. For example, when regular breaks are established during a work shift during local vibration, the permissible values of the vibration velocity level are increased. In the integral frequency assessment, the normalized parameter is the corrected value of the controlled vibration parameter, measured using special filters. Local vibration is assessed using the average corrected value over the exposure time.
Vibration affecting a person is normalized for each established direction. Hygienic vibration standards for frequency (spectral) analysis are established for an exposure duration of 480 minutes. Hygienic standards in logarithmic levels of root-mean-square vibration velocity values for general local vibration depending on the category (1.2, For, b, c, d) are given in GOST 12.1.012-78; The norms for the integral assessment based on the frequency of the normalized parameter are also indicated there. These values form the basis of the standards SN 245-71 and the requirements within the framework of the SSBT.
Vibration is classified according to the following criteria: by the method of impact on a person - general and local; according to the source of occurrence - transport (when moving cars), transport-technological (when combining movement with technological process, for example, when mowing or threshing with a self-propelled combine, digging trenches with an excavator, etc.) and technological (when operating stationary machines, such as pumping units); according to the vibration frequency - low-frequency (less than 22.6 Hz), medium-frequency (22.6. ..90 Hz) and high frequency (more than 90 Hz); the nature of the spectrum - narrow and broadband; duration of action - constant and intermittent; the latter, in turn, is divided into time-fluctuating, intermittent and pulsed.
Vibration standards are established for three mutually perpendicular directions along the axes of the orthogonal coordinate system. When measuring and assessing general vibration, it is necessary to remember that the X axis is located in the direction from the back to the chest of a person, the Y axis is from the right shoulder to the left, and the Z axis is vertical along the body. When measuring local vibration, it should be taken into account that the Z axis is directed along the hand tool, and the X Y axis is perpendicular to it.
The standard sets standards separately for transport vibration (category 1), transport-technological (category 2) and technological (category 3); Moreover, the standards for the third category are divided into subcategories: For - for vibration operating at permanent workplaces of industrial premises; 3b - in workplaces of warehouses, household, duty rooms and utility rooms in which there are no vibration-generating machines; Sound - in premises for mental workers.
Assessment tools. Vibrations are measured with vibrometers of types NVA-1 and ISHV-1. The NVA-1 equipment, complete with piezometric sensors D-19, D-22, D-26, allows you to determine low-frequency vibration velocity and vibration acceleration. The vibration measuring complex consists of a measuring transducer (sensor), an amplifier, bandpass filters and a recording device. Controlled parameters are the effective values of vibration velocity, acceleration or their levels (dB) in octave frequency bands. The vibration parameters are determined in the direction where the oscillatory speed is greatest.
4. Basic methods of vibration protection
To protect against vibration, the following methods are used: reducing the vibration activity of machines; detuning from resonant frequencies; vibration damping; vibration isolation; vibration damping, as well as individual means protection
vibration person protection rationing
4.1 Reducing vibration at its source
In order to reduce vibration at the source of its occurrence, it is necessary to reduce the variable forces acting in the system, which is achieved by replacing dynamic technological processes with static ones (for example, it is recommended to replace forging and stamping with pressing, the operation of impact straightening-rolling, pneumatic riveting-welding, etc. ) it is also recommended to carefully select equipment operating modes so that vibration is minimal. A great effect is achieved by careful balancing of rotating mechanisms, the use of special gearboxes with low vibration levels and other measures. It is important that the corresponding vibration frequencies of the unit or installation do not coincide with the frequencies of the variable forces that cause vibration. Otherwise, resonance may occur, which will increase the amplitude of vibrations (vibration displacement) of the device, which can lead to its breakdown or destruction. Resonant operating modes of equipment can be eliminated and thus the level of vibration can be reduced either by changing the mass and severity of the vibrating system, or by establishing a new operating mode of the unit.
4.2 Reducing vibration parameters along the path of its propagation from the source
Protection against vibration by vibration damping (vibration absorption) is the conversion of the energy of mechanical vibrations of the system into thermal energy, this is achieved by using special materials in the designs of vibrating units (for example, alloys of copper-nickel, nickel-titanium, titanium-cobalt systems), using two-layer materials such as steel- aluminum, steel-copper. Traditional materials also have good vibration-damping properties: plastics, wood, rubber. A significant effect is achieved by applying vibration-absorbing coatings - various elastic-viscous materials, such as plastic or rubber, as well as various mastics - to oscillating parts. Well-known vibration-absorbing mastics are the so-called “Antivibrits” (“Antivibrit-2”, “Antivibrit-3”), made on the basis of epoxy resins.
Vibration damping or dynamic damping of vibrations is achieved primarily by installing vibrating machines and mechanisms on strong, massive foundations. The mass of the foundation is calculated in such a way that the amplitude of vibration of its base is in the range of 0.1-0.2 mm, and for particularly important structures - 0.005 mm. If any unit vibrates with a certain frequency, then its vibration can be reduced by installing a dynamic vibration carrier on the unit - an independent oscillatory system with mass m and stiffness q. For vibration of the protected unit, its oscillation frequency is f and the vibration damper's oscillation frequency is f 0 .
The vibration damper, rigidly fixed to the protected unit, oscillates in antiphase with the main installation, as a result of which the vibration level is reduced. However, it operates at a certain (fixed) oscillation frequency corresponding to the resonant operating mode. When the oscillation frequency of the main installation changes, the resonance between it and the vibration damper disappears, which sharply reduces the efficiency of the latter.
Enough effective way protection - vibration isolation, which consists in reducing the transmission of vibrations from a vibrating device to the protected object by placing elastic devices between them. These devices are called vibration isolators. The effectiveness of vibration isolators is characterized by the transmission coefficient (CT), which is calculated using the following formula:
KP=F m main /F m Mash 3
where F m main is the amplitude of the force transmitted to the supporting structure;
F m Mach is the amplitude of the variable force created by the vibrating unit.
Spring supports or elastic gaskets made of rubber, cork, etc. are used as vibration isolators. It is possible to use a combination of these devices (combined vibration isolators). To reduce the vibration of a hand tool, its handles are made using elastic elements - vibration isolators, which reduce the level of vibration. The vibration protection methods discussed above refer to collective protection methods. Personal protective equipment includes special mittens, gloves and pads. To protect feet, vibration-proof shoes are used, equipped with pads made of elastic-damping materials (plastic, rubber or felt) in order to prevent vibration illness for personnel working with vibrating equipment.
The duration of work with a vibrating tool should not exceed 2/3 of the work shift. Operations are distributed among workers so that the duration of continuous vibration, including micro-pauses, does not exceed 15...20 minutes. It is recommended to take breaks of 20 minutes 1...2 hours after the start of the shift and 30 minutes 2 hours after lunch.
During breaks, you should perform a special set of gymnastic exercises and hydro procedures - baths at a water temperature of 38 ° C, as well as self-massage of the limbs. If the vibration of the machine exceeds the permissible value, then the time of contact of the person working with this machine is limited.
To increase the protective properties of the body, efficiency and work activity, you should use special complexes of industrial gymnastics, vitamin prophylaxis (twice a year a complex of vitamins C, B, nicotinic acid), and special nutrition.
Conclusion
In this course work We considered that vibration is an oscillatory mechanical movement of a point or system in which the values of at least one coordinate alternately increase and decrease over time.
Vibration is classified according to the following criteria: by the method of impact on a person - general and local; by source of occurrence - transport (when moving machines), transport-technological (when combining movement with a technological process, for example when mowing or threshing with a self-propelled combine, digging trenches with an excavator, etc.) and technological (when operating stationary machines, for example pumping units ); by vibration frequency - low-frequency (less than 22.6 Hz), mid-frequency (22.6...90 Hz) and high-frequency (more than 90 Hz); the nature of the spectrum - narrow and broadband; duration of action - constant and intermittent; the latter, in turn, is divided into time-fluctuating, intermittent and pulsed
The most severe consequences of long-term exposure to vibration on the human body manifest themselves in the form of a common occupational disease - vibration disease. Vibration frequencies in the range of 30-250 Hz are characteristic and most critical for the development of this disease.
In industrial conditions, hand-held machines, the vibration of which has maximum energy levels (maximum level of vibration velocity) in low frequency bands (up to 36 Hz), cause vibration pathology with predominant damage to neuromuscular tissue and the musculoskeletal system. When working with hand-held machines, the vibration of which has a maximum energy level in the high-frequency region of the spectrum (above 125 Hz), mainly vascular disorders occur. When exposed to low-frequency vibration, the disease occurs after 8... 10 years, and when exposed to high-frequency vibration - after 5 years or earlier. The general vibration of different parameters causes varying degrees of severity of changes in the nervous system (central and autonomic), cardiovascular system and vestibular apparatus.
Vibrations are measured with vibrometers of types NVA-1 and ISHV-1. The NVA-1 equipment, complete with piezometric sensors D-19, D-22, D-26, allows you to determine low-frequency vibration velocity and vibration acceleration. Considering a person as a complex dynamic structure with time-varying parameters, it is possible to identify frequencies that cause a sharp increase in the amplitudes of vibrations of both the entire body as a whole and its individual organs. The safety of human work in the presence of vibration effects is regulated by a special regulatory document, but completely eliminate vibrations from human life will apparently never be possible. Therefore, one should strive for a worldwide weakening of their effects both at the design stage and at the stage of operation of equipment. So that a person does not experience pain and can continue to work for the time allowed by standards, with an increase in the frequency of vibrations, the amplitude of their vibrations must be reduced
To protect against vibration, the following methods are used: reducing the vibration activity of machines; detuning from resonant frequencies; vibration damping; vibration isolation; vibration damping, as well as personal protective equipment
The main methods of vibration protection are divided into two groups:
reduction of vibration at the source of its occurrence;
reduction of vibration parameters along the path of its propagation from the source.
Due to the unsatisfactory state of affairs with life safety, the country annually suffers large human, financial, economic, material and moral losses. Ensuring production safety and labor protection of workers is one of the most important problems national security countries.
On at the moment In our country, many enterprises do not comply with safety regulations, and working conditions cannot be called favorable. That is why this topic is so relevant today and deserves special attention.
Bibliography:
1. Sanitary and epidemiological rules and regulations SanPiN 2.2.2/2.4.1340-03 Date of introduction: June 30, 2003 Registered with the Ministry of Justice of the Russian Federation on June 10, 2003 No. 4673
2. Federal law on the basics of labor protection in the Russian Federation
3. State standard of the Russian Federation GOST R 12.0.006-2002 "System of occupational safety standards. General requirements for the occupational safety management system in an organization" (adopted by Resolution of the State Standard of the Russian Federation of May 29, 2002 No. 221-st) (as amended on June 26, 2003 .)
4. Life safety. Second edition, revised and expanded / L.A. Murovey. Moscow. Publishing house UNITY-DIANA - 2003 - 431 p.
5. Life safety. /A.I.Lobachev. Publishing house Moscow Law, 2006
6. Life safety. Second edition. L.A. Murovey. Moscow 2003 - 206 pp.
Posted on Allbest.ru
The concept of vibration, its effect on the human body. Characteristics of vibration effects. Standardization and means of vibration assessment. Ensuring comfort, maintaining performance, health and safety. Methods and means of protection against vibration.
presentation, added 01/26/2014
Increase in occupational diseases and industrial injuries. Life activity of workers. The concept of industrial vibration. The effect of vibration on the human body. Standardization and means of vibration assessment. Methods and means of protection against vibration.
course work, added 10/07/2008
Basic concepts of occupational hygiene and ecology. The essence of noise and vibration, the effect of noise on the human body. Permissible noise levels for the population, methods and means of protection. The effect of industrial vibration on the human body, methods and means of protection.
abstract, added 11/12/2010
Oscillations. Mechanical vibrations. Vibration. Resonant frequencies. Division of vibration according to the method of transmission to a person. Vibration disease. Hygienic regulation of vibrations. Normalization of vibration velocity and vibration acceleration.
report, added 05/31/2007
The main types of vibrations and their effects on humans. General and local vibration. Vibration reduction methods. Personal protective equipment against noise and vibration. The concept of noise. The effect of noise on the human body. Methods to combat noise in production.
presentation, added 03/15/2012
Basic parameters characterizing vibration. The degree of impact of vibration on human physiological sensations, sanitary standards. Vibration measurement and standardization. Means and methods of vibration protection. Vibration isolation, vibration damping and vibration damping.
abstract, added 03/25/2009
Research and evaluation of various aspects of vibration control in production. Analysis of the degree of negative impact of vibration on the human body. Determination of directions and measures to reduce this impact, assessment of their practical effectiveness.
article, added 07/21/2014
General information about vibration and noise, their sources, impact on the emotional and physical state of a person. Permissible level of general and local vibrations, indicators of their impact on the body. Methods for ensuring operator vibration safety.
abstract, added 11/27/2011
Vibration as a harmful factor in the activities of machinists railway. Physiological mechanisms of the damaging effects of vibration on the body, occupational diseases drivers and conductors. Means and methods of protection against vibration in production.
course work, added 02/17/2012
The concept of vibration, its sources and types, influence on the human body. Studying measures to combat noise and vibrations, ways to increase the protective properties of the body. Organization labor process when working with this production factor.
The relationship between the amplitude of the oscillatory velocity V K and the disturbing force F is expressed by the formula
where F is the disturbing force, N;
μ – viscous friction coefficient, N s/m;
f – oscillation frequency, Hz;
m – system mass, kg;
с – system stiffness coefficient, N/m.
The denominator of this expression represents the total mechanical resistance that the system provides to the disturbing variable force F.
The value μ in expression (7.8) is the active part of the resistance, measured in N s/m, and the value ![]() – reactive. The reactive component of resistance consists of inertial resistance and elastic resistance.
– reactive. The reactive component of resistance consists of inertial resistance and elastic resistance.
Based on the analysis of formula (7.8), it can be argued that to reduce V K it is necessary:
resonance phenomenon.
There are six ways to combat vibration: reducing vibration at the source, detuning from the resonance mode, vibration damping, vibration isolation, vibration damping, and the use of personal protective equipment.
Reducing vibration at the source (reducing the disturbing force F) is the main way to combat vibration. It is produced by carrying out static and dynamic balancing of the rotating parts of the machine, replacing rolling bearings with plain bearings; use of structural materials with increased internal friction. The use of special types of gearing and surface cleanliness of gears makes it possible to reduce the vibration level by 3-4 dB.
Detuning from resonance modes is achieved either by changing the characteristics of the system (mass and stiffness) and, accordingly, the natural frequency of vibration of the machine, or by changing the angular velocity and, accordingly, the frequency of the disturbing force. The rigidity characteristics of the system are changed by introducing stiffeners into the structure or changing its elastic characteristics.
The natural frequency f 0 of a vibrating system is determined by the formula
![]() (7.9)
(7.9)
Vibration isolation. Between the source of vibration and its receiver, which is also an object of protection, an elastic damping device is installed - a vibration isolator (Fig. 7.2).

Rice. 7.2. Vibration-isolating supports: a – spring; b – rubber vibration isolators
The purpose of vibration isolation protection is to reduce the transmitted displacement. The degree of realization of this goal is characterized by the dynamic transmission coefficient K p, which can be determined from the expression
where F OCH is the force acting on the base, N;
Fmash – disturbing force created by the machine, N.
The smaller Kp, the higher the vibration isolation. Good vibration isolation is achieved at K p = 1/8 ... 1/15.
The effectiveness of vibration isolation can be assessed in decibels using the formula
Used as vibration isolators elastic materials: springs, rubber, cork, felt The choice of one material or another is usually determined by the amount of required static deflection and the conditions under which the vibration isolator will operate.
Vibration damping (increase in m) is realized by increasing the effective rigidity and mass of the machine body by combining them into a single closed system with the foundation using anchor bolts or cement grout (Fig. 7.3).
Another way to suppress vibrations is to install dynamic vibration dampers, which are an additional oscillatory system with mass and stiffness C 1, the natural frequency of vibrations of which is determined by the formula
A dynamic vibration damper is attached to a vibrating unit, so at every moment of time, oscillations are excited in it, which are in antiphase to the vibrations of the unit.
The disadvantage of a dynamic vibration damper is that it suppresses vibrations only at a certain frequency corresponding to its own frequency.

Rice. 7.3. Installation of units on a vibration-damping base: a – on the foundation and soil; b – on the ceiling
Vibration damping (increasing μ) is a reduction in the vibration of an object by converting its energy into other types (ultimately into heat).
Vibration damping can be implemented in machines with intense dynamic loads using materials with high internal friction: cast iron with low carbon and silicon content, alloys of non-ferrous metals.
Vibration-damping coatings are used to reduce vibrations propagating through pipelines and air ducts. Such materials include: mastic coatings (plastic, mastic, plastic compound, anti-vibration, etc.); sheet coverings (foam plastic, hair felt, foam rubber, mineral wool board, sponge rubber, vinipore, foil insulation, glass insulation, hydroisol, etc.). The thickness of the coatings is taken equal to 2-3 thicknesses of the damped structural element. Lubricating oils dampen vibrations well.
Vibration damping is realized by using surface friction (for example, springs, a stack of iron sheets) and installing special dampers (shock absorbers).
Use of personal protective equipment. Personal protective equipment against vibration of arms and legs differs from ordinary types of workwear and safety footwear in the presence of special elastic-damping elements that absorb vibration.
Hands are protected from contact vibration using vibration-proof mittens and gloves. They are either completely made of elastic-damping material, or a damping element is attached to the palm side of the mitten, which is made of foam rubber, foam plastic, sponge rubber, elastic tubular elements, etc. The thickness of the gasket should be minimal to ensure damping and freedom of movement of the hand, and amounts to from 5 to 10 mm.
Anti-vibration shoes are made with elastic soles, with removable elastic heels and outsoles, and with an elastic insole.

For the convenience of studying the material, we divide the article into topics: The economic essence of procurement activities consists of...

Business Lines is one of the TOP 7 market leaders for the provision of courier and transport services in Russia. Provides services for...
In the field, soils are studied and identified and given names based on morphological characteristics. According to morphological...

A criminal case against the deputy head of department “T” of the department of economic security and anti-corruption...

GlassEye 2000 Professional Plus is software for amateurs and professionals in the field of decoration...

The purpose of the lesson To become familiar with the construction, structure and purpose of castles in Medieval Europe Objectives To explain...
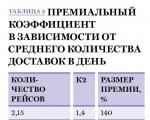
In this article we will look at examples of KPIs, features of calculating the key identifier for various specialists,...
The terms “plan-actual control” and “plan-actual analysis” began to be used relatively recently, although the method...
To track your parcel you need to take a few simple steps. 1. Go to main page 2....

In almost every commercial company in the list of contractors you will find the name “Transport company...

What a beautiful autumn morning! The sun, waking up, caresses the golden foliage with its rays. Nature is colored...

Appendix 1. List of goods not related to goods for personal use Appendix 2. List...

Not every restaurant can pay for the services of a high-class head waiter. And some are beginners...

PROFESSIONAL TRAINING IN THE WORK PROFESSION "OPERATOR OF AUTOMATIC AND AUTOMATIC HYDRAULIC LIFT OPERATOR" Get...

Business Lines is one of the TOP 7 market leaders for the provision of courier and transport services in Russia. Provides...
In the field, soils are studied and identified and given names based on morphological characteristics. By...