Network EECC - free search for business partners in Russia and abroad
Not so "stupid" were Americans, as their famous satirik called, when it turned out that it was in the US ...
Control over the welds is the necessary part of the admission of various structures to operation. Ways and results of verification actions are reflected in a special act.
Files
In fact, a variety of methods, such as ultrasonic, magnetic, chemical, capillar, and other high-tech methods, can apply for the study of welds. However, the classic one to this day is current and in demand - the usual visual inspection. His goal: Make sure that the seam is high-quality, well suited does not have cutting, influx, burns, excessive scalyness and other flaws. The advantages of this type of study are quite obvious: it does not require much costs, while accessible and informative is also available, but along with this there are also its minuses: the subjectivity of the examination, low reliability, the ability to explore only the visible part of the seam.
Visual inspection can be carried out as a naked eye (usually, if we are talking about large, well-visible seams), and with the help of various devices, such as lenses, microscopes, endoscopes, flaw detectors, etc.
They are used to identify the smallest hidden defects, which are difficult to detect with a simple inspection of the external side of the weld (for example, microscopic cracks, cauldron, bundles, fesomes, etc.). In this case, there are devices that are intended only for use in laboratories and those that can be used in the fields. The latter can withstand any temperature and weather (including those who have an increased coefficient of radiation, chemical, bacteriological, etc. danger to humans).
The purpose of such a deep survey is quite obvious: as a rule, any designs under which welding use are designed to withstand a certain, quite serious load (especially for building structures). And any deviation from the technical norms that occurred in their manufacture threatens the fact that the design will not stand and break, which in turn can lead not only to financial losses, but also to the threat of life and the health of people.
Often welded seams are checked not only after making a design, but also in the process of its operation - this is due to the fact that they may be subject to corrosion and other adverse effects. Also, regular checks are needed when surfacing several layers on the worn out structure, each performed layer is monitored, the length of the seam, the thickness of the base metal is measured, and these data are mapped to the installed standard for this site, taking into account its load.
The frequency of inspections is determined by the norms of legislation, as well as internal regulatory legal acts of the company.
Timely and high-quality visual inspections make it possible to detect the destruction of the seam as early as possible, as well as understand the reasons and find a way to eliminate them.
The original check of the quality of the seam makes the welder itself, which performed it. Further control is carried out by other employees: for example, the head of the plot, engineer, etc. It is important that these persons possessed necessary knowledge According to the technique of visual testing of welds, and also were equipped with the necessary devices and devices. They should also have an idea of \u200b\u200bhow to form an act of visual inspection of welds.
Today there is no single standard of act, which means that it is possible to do it in arbitrary form. However, if inside the organization has its own template of the document, which is designed and approved by the manual, then it should be used. Well, if the format of the act will be listed in the accounting policy of the enterprise.
With regard to the execution of the act, no requirements are not extended, that is, it can be written by hand or dial on a computer, for it a form with a branded logo and details and an ordinary piece of paper will fit. The only thing: if an electronic form was made, then it should be printed to prostate in it signatures responsible persons. The act is done in a single original instance that is necessarily assigned to the number.
Information about the act must be made to a special accounting log in which it is enough to make a mark about its number and the date of creation. The storage period of the finished act is determined by the enterprise administration individually, based on the norms established by the legislation, as well as the internal needs of the company.
The act should be stored in a separate folder or in the structural unit in which it was formed or in the archive of the organization.
If you need to make an act of inspection of welded seams, which you have never done before, use the sample below and read comments on it - they will help you make the required document without errors and ambiguities.
In order to carry out a high-quality and full assessment of the performance of various systems and structures in industrial enterprises, the welds are carried out, using several methods, for example,. All methods are divided into the principle of impact on the object under study on two extensive groups: non-destructive testing methods and methods of destructive control. Preferably and practical in the application of the first group methods, but many of them are quite expensive and have their own characteristics. Therefore, it is economically more profitable to start any control of the weld from the simplest method - visual quality control.
This method of control is considered the most accessible and operational and therefore is a mandatory, preliminary method of examination, before carrying out any other method of testing seam.
The control of any welding compound begins to be carried out even with the direct creation of the weld. Visual control is part of the work of the welder, and it periodically conducts an external inspection (on the impairment, cutting and loyalty of the category) several times until the end of the entire work. Also, this is the oldest method of controlling the final work and the essence of it was not significantly changed, but the implementation technique in recent years was improved. Check welded
Visually - measuring control (VIC) welds is an external inspection of sufficiently large welded structures, both the naked eye and using various technical devices for identifying smaller defects that are not amenable to initial visualization, as well as using visual information converters to telemetry. Vic belongs to organoleptic (carried out by the senses) methods of control and is carried out in the visible spectrum of radiation. The visual examination in search of theoretical defects is made from the outer side of the weld, where, when they are detected, you can make minimal measurements using optical instruments and tools, enter into an act of visual inspection.
Controller specialists when conducting visual control of welded connections use several types of tools.
For control in different conditions Works:
Using these instruments allows you to carry out a more accurate search for defects and carry out visual-optical control of the quality of welds on any objects.
Visual optical control is the second stage of visual control with a wider, increased range of research through the use of optical instruments. Depending on the application, the method is intended for the three main groups:
Visual control of welded seams is required in the conditions of unsuitable organs of human senses. In such areas as: elevated temperatures, dangerous radiation background, external chemically active environment and others. As well as under conditions where the configuration of the object under study and its design does not allow to fully analyze the quality and measurement of the defects of welds (for example, due to the high height of the object or the underground location). Then in addition to optical instruments to search and analyze hidden objects uses:
Thus, visual information transducers make it possible to monitor the welding seams of a bath with a hot metal during the mirror process.
Measuring control is an important component of VIC, which is carried out in accordance with the strict control rules and regulatory documents regulating quality. It consists in assigning a category defect or type one of the characteristics in the form of a specific physical value obtained by practical measurement. Measuring agents and their metrological indicators are indicated in regulatory documents.  Merial tool
Merial tool
When measuring control, the following tools are used, which can be included in the mandatory set of technical supervision inspector or supplement it:
This method of control, Vic belongs to methods implemented with a minimum set of tools. It consists in collecting information and is based on the qualifications of a specialist, the human factor, but allows you to constitute an act of visual inspection of welded joints, which is considered an objective document.
The quality of the formation of welded seams on the surface is well evaluated during professional inspection. The characteristic "high-quality" or "not high quality" seam is quite conditional, as this is a comparative value.
Control quality of welded joints and examination of structures of structures, pipelines, buildings are carried out in three interrelated stages.
Timely and high-quality inspections allow to reveal early stages The destruction of the seam or marriage of weldability and, after clarifying the causes of the defect in any non-destructive way of flaw detection.
Benefits of the VIC method:
Disadvantages of Wick:
According to the method and quality of diagnostics, even imperfect visual control of the seams is a necessary method, as at the stage of comprehensive diagnostics and during the whole technological process. 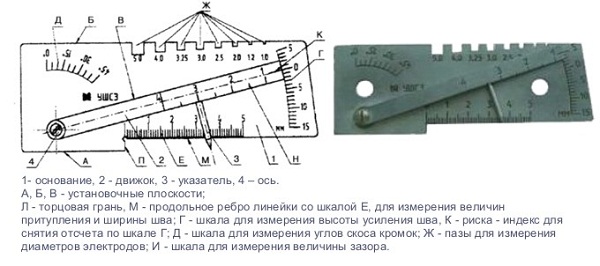 Universal welder template
Universal welder template
Welded seams are subjected to visual control:
Visual control of welds requires mandatory measurement and exception of the following defects:
as well as control and confirmation of availability:
When inspecting welded seams, an armed eye can be evaluated:
Magnifiers and microscopes allow you to detect: - mandatory stage of working with metal.
Turning metal sheets and parts are used using special equipment. Read more about this.
Do you need to cut metal high quality and quickly? Effective method Described by reference.
The external inspection of the weld is made before the stripping procedure, thermal or processing, and also after its execution.
When evaluating the quality of the weld, VIC is used:
Visual and measuring control is a very effective method of checking and rechecking the quality of industrial materials and welded connections when performing construction work And when receiving an act on the completion of construction, an act of commissioning, as well as various other technical acts.
The need for high-quality visual inspection and control of the welded joint is explained by the fact that in most part of any mechanisms and constructions under which welding applies are designed to withstand a large load.
Welding are widely used in construction, in the manufacture of durable metal structures, therefore the slightest deviation from the technical provisions that occurred when creating them can carry significant risks. If the welding seams do not cope with the load, and it will break, not only inevitable financial losses will occur, but also human sacrifices both at the construction stage and when the design is commissioned.
Often, welded connections are checked already in the design process. This necessity is due to the fact that the seams depending on the operating conditions may be subject to corrosion and other adverse effects.
Timely checks are especially required in the case when layers are applied to old worn or structures. In this situation, it is inspected and testing of each applied layer is measured, the thickness, the length of the connecting seam, is measured, and all the data obtained are mapped to the installed standard for this section, taking into account its load.
Regular and qualitatively conducted visuals help to detect damage to the seam in time, in the shortest possible time to eliminate defects, and understand what causes destruction, and find ways to eliminate and further prevent damage.
After the work, the initial scan of the weld quality is carried out, which performed this connection. After the initial check, the control is carried out by other technical experts: for example, the head-head of the site, engineer, etc.
It is very important that experts carrying out, owned necessary knowledge According to the technique of visual testing of welded connections. Workers should have the necessary tools and devices. In addition, they should know how the act of visual inspection of welded joints is properly drawn up, and compile it in accordance with the Rules.
Thus, visual control is carried out in accordance with the following algorithm:
Specialists carrying out visual control of welded joints use several types of devices and tools.
To control the control in various working conditions, the necessary following devices:
In the implementation of measuring control apply the following tools:
Currently, the act of visual inspection is compiled in arbitrary form. It is drawn up on the basis of a template, which is developed and is approved by the organization conducting work.
The act can be made by hand or printed on the printer, for registration of an act, you can use the application with the company's company logo and its details, use is allowed. simple sheet Paper.
In compulsory, the act should be certified by signatures of responsible persons, and it is drawn up in just one original copy and receives a unique number.
All data on the act is recorded and a special account of the accounting log is made in which the mark of the document number and the date of its creation is affixed. The act should be kept in accordance with regulatory acts and rules of the organization, store it in a separate folder in the company's archive.
Despite the fact that the legislation does not regulate a clear form of drawing up an act, there are some information that must be recorded in it necessarily:
(organization)
Act № _______ from _____________
visual and measuring control
1. In accordance with the outfit order (application) No. __________________
Visual and measuring
control Welded joint compound
Specify the type of control (visual, measuring)
pipe diameter 76 mm
________________________________________________________
Name and sizes controlled by the object,
____________________________________________________________________________
Cipher documentation, TU, Drawing, Melting (Part), Control Object Number
cooked by the welder __________ Ivanov I.I.
__________ stigma number ____
Full Name
Control performed according to _ technological Card Control No. ____, RD 03-606-03
__
Name and / or cipher technical documentation
2. The following defects were detected when monitoring:
_Excess seam gain - 6 mm (67), linking the width of the seam - 4.0 mm (163), sublica
__
Characteristics of defects (shape,
_1.0x5.0 (50), Subsum 0.5x7.0 (149), Surface Time 0.8 (100)
____________________
Sizes, location and / or orientation for specific objects)
____________________________________________________________________________
3. Conclusion According to the results of visual and measuring control:
_Welded seam does not meet the requirements of NTD and recognized as unfit ________________
____________________________________________________________________________
Control performed:
_______________________________________________________ _(_________________)
_
Qualification Level, Qualification Certificate FI.
Head of Wick: ______________________________ _ (_________________)
_
FULL NAME.
font size
Resolution of the Gosgortkhnadzor of the Russian Federation from 11-06-2003 92 on the approval of the instructions for visual and measuring control (2020) relevant in 2018
______________________ (organization) Act n _____ from __________ visual and / or measuring control of the quality of welds in the process of welding connection ___________________________________________________________________________________________________________________________________________________________________________________________________ _________ ____ (see welding form), type (types) of compounds made _____________________________________________________ Specify the method of welding and position in accordance with the requirements of welding technology ____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________ measuring control with quality assessment on standards ______________________________________________________________________________________________________ (cipher or ND name) found that welded connection Recognized and meets the requirements ________________________________________ (specify ND or design documentation) Control fulfilled: _______________________________________________ Level of qualification, surname, initials, signature N qualifying certificate Manager for visual and measuring control: ________________________________________________________ Surname, initials, signature Note. The act is drawn up for each welded design (compound or group of compounds), subjected to control in the welding process. Requirements for the design of the "dimensional protocol _____________" (product) The size protocol is issued only when this is indicated in ND or PKD on the controlled product. The product size protocol (table) must contain the actual dimensions of the product, made in certain sections, which are specified by the "measurement circuit _____________". The form of the protocol (product) of the size is determined in the design and technological preparation of tests. The protocol is signed by persons who carried out measurements, and the head of work on visual and measuring control, indicating the surname and initials. Requirements for the content of "Journal of accounting for work and registration of the results of visual and measuring control" The results of the control of products, products and objects are recorded in the "Journal of accounting and registration of the results of the visual and measuring control", which indicates: 1) the name and type (type) of the controlled object, its number or cipher; 2) the location and, if necessary, the dimensions of the controlled sections at the control object; 3) the conditions for conducting control; 4) production and control document, its number; 5) the method of measuring control and applied devices (tools); 6) brand and batch number of the material of the control object, as well as standard designation or technical Conditions on the material and number of the object drawing (last only for parts and assembly units); 7) the main characteristics of defects identified during control (shape, dimensions, location or orientation relative to base axes or control surfaces); 8) the name or cipher ND, according to which the quality assessment was made; 9) assessment of control results; 10) Date of control. Note. An application is allowed instead of other forms of documents developed by the organization in accordance with the requirements of the current regulatory and technical documentation, which provide identification and traceability of parts, nodes, products in the manufacturing process (installation, repair), fixation of controlled parameters, volumes and control methods, reporting and accounting documentation for visual and measuring control.

Not so "stupid" were Americans, as their famous satirik called, when it turned out that it was in the US ...

Typography Offset Moscow will print and produce inexpensively, qualitatively and in comfortable time for you. Delivery by courier by ...

The trade balance is a certain part of the payment payment, which is characterized by trade relations of the state with others ...
The article presents the main approaches to the assessment of the financial condition of the enterprise using the indicators of the assessment ...

The profitability of assets is one of the indicators to assess the efficiency of the business. In the article formula and examples of the calculation of ROA ...

Under the photo of any beautiful girl in social networks, there are always many enthusiastic comments. Especially trying to convey ...

M legs are ready to open a business and work on themselves, but not everyone has money. In this article we will show you ...

140955 Photo from scratch 0 In this lesson you will learn: what is the correct histogram and for what it is ...

The company "Projectsurs" carries out the installation of metal structures in Moscow and the Moscow region. Works ...

What to take into account when organizing the opening ceremony, how to avoid errors and provide several options at once ...

In the context of the financial crisis, when the number of jobs is reduced, but the consumer region and ...

Fruits and vegetables will never lose popularity. After all, they are so many vitamins, and no contemporary dish ...

What is the article? The fruit and vegetable market is quite dynamic, especially in the segment of imported goods. Competition...

read also for certain types of work, the issuance of building permits is not required. Does the tolerance of SRO ...

In Windows and MacOS, Word, Excel, PowerPoint and Outlook are supported by the insert of three-dimensional models directly ...
It would be wonderful if looking at a crystal ball could be seen whether your product would be successful ...