Биографията на Shredder от Teenage Mutant Ninja Turtles Shredder е зло
История, която завладя повече от едно поколение зрители, разказвайки за невероятни бойци от канализацията - костенурките нинджа, ...
СВЪРЗВАНЕ НА ЧАСТИ КЪМ ТЯХ
ДЪРЖАВНИ СТАНДАРТИ НА СЪЮЗА НА ССР
МЕТАЛНИ ТРЪБИ И СЪЕДИНИТЕЛНИ ЧАСТИ КЪМ ТЯХ
Официално издание
ИЗДАТЕЛСТВО СТАНДАРТИ 1981г
УДК С69.14.462.3.006.354
ОТ ИЗДАТЕЛСТВОТО
Сборник "Метални тръби и свързващи части към тях" част 2 съдържа стандарти, одобрени преди 1 октомври 1980 г.
Всички промени, приети преди определения краен срок, са включени в стандартите. До номера на стандарта, към който е направена промяната, има знак *.
Актуална информация за новоприетите и ревизирани стандарти, както и за приетите промени в тях се публикува в месечния информационен индекс “ Държавни стандартиСССР".
© Standards Publishing, 1981
Група B62
ДЪРЖАВЕН СТАНДАРТ НА СЪЮЗА НА ССР
ТЪБИ ОТ НЕРЪЖДАЕМА СТОМАНА ЕЛЕКТРИЧЕСКИ ЗАВАРЕНИ
Електрически заварени тръби от неръждаема стомана
от 01/01/1966 до 01/01/1962
Одобрен от Държавния комитет по стандарти, мерки и средства за измерване на СССР на 26 октомври 1964 г. Срокът на валидност е определен
Неспазването на стандарта се наказва от закона
Този стандарт се прилага за електрозаварени тръбиот неръждаема стомана, приложена към различни конструкции и тръбопроводи.
I. АСОРТИМЕНТ
1. Размерите на тръбите трябва да съответстват на посочените в табл. един.
2. По дължината на тръбата трябва да се доставя следното:
а) произволна дължина от 1,5 до 8 m; по споразумение на страните е разрешено доставянето на тръби с дължина над 8 m;
б) измерена дължина от 5 до 8 m;
в) дължина, кратна на измерената в рамките на безразмерната, с припуск за всеки разрез от 5 мм (освен ако не е посочено друго в поръчката) и допуски по цялата дължина + 15 мм.
3. Във всяка партида тръби с произволна дължина се допускат не повече от 5% тръби с дължина до 1,5 m, но не по-малко от 0,5 m.
4. Допустимите отклонения във външния диаметър и дебелината на стената на тръбите не трябва да надвишават посочените в табл. 2.
5. Кривината на тръбите не трябва да надвишава 1,5 mm на 1 m.
Официална публикация Препечатването е забранено
|
маса 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Забележки: I. Размерите на тръбите в скоби не се препоръчват. При проектирането на нови машини и конструкции е необходимо да се предвидят препоръчителни размери. 2. Теоретичната маса на 1 m тръби "(/?), kg, се изчислява по формулата |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
където D, i е номиналният външен диаметър на тръбата, mm; s - дебелина на стената на тръбата, mm; y е относителната маса на метала в зависимост от марката стомана (виж Таблица 4).
3. Размерите на тръбите, ограничени от контура, се доставят след пускане в експлоатация на ново оборудване.
таблица 2
Размери на тръбата, мм
OD: ±0,3 mm ±0,4 mm ±1,0%
До Ю От 10 до 30 Над. тридесет
Дебелина на стената: ±0,20 mm ±0,25 mm ±10%
До 2 От 2 до 3 Над 3
Толерантност
Забележка. За тръби с дебелина на стената 1,5 mm с държавен знак за качество, максималните отклонения в дебелината на стената не трябва да надвишават ± 0,15 mm.
6. Овалността и вариацията на стената на тръбите не трябва да надхвърлят своите размери извън границите на допустимите отклонения във външния диаметър и дебелината на стената.
Примери символитръби с външен диаметър 25 мм и дебелина на стената 2 мм.
Произволна дължина от стомана 12X18H10T:
стр. 5, 6. (Преработено издание - "Информ. индекс на стандартите" № 2, 1978 г.).
II. ТЕХНИЧЕСКИ ИЗИСКВАНИЯ
7. Тръбите трябва да бъдат изработени от стомана от класовете, посочени в табл. 4, с химичен състав в съответствие с GOST 5632-72. Химичният състав на стоманите марки 00Kh18N10T и 0Kh23N28M2T трябва да съответства на посочения в табл. 3.
|
Таблица 3 |
||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
бележки: 1. Масовата част на въглерода в стомани марки 12X18H10T и 12X18H12T не трябва да надвишава 0! %. Масовата част на сярата в стомани марки 08Kh22N6T и 12Kh21N5T не трябва да надвишава 0,02%. 2. По споразумение между производителя и потребителя могат да се използват стомани марки 10X17H13M2T, 10X17H13M3T, 08X22H6T, 12X21H5T, 06XH28MDT и 0X23H28M2T. |
||||||||||||||||||||||||||||||||||||||||||||||||
(Променено издание - "Информ. индекс на стандартите" № 2, 1978 г.).
8. Повърхността на тръбите трябва да е чиста, гладка, без котлен камък, следи от пречистване, липса на сливане, пори, пукнатини, плен, дефекти и дълбоки драскотини.
Допускат се леки драскотини, вдлъбнатини, драскотини, леки прорези и следи от почистване на дефекти, при условие че не превишават дебелината на стената и външния диаметър извън границите на толеранса.
9. Върху вътрешната повърхност на тръбите (по протежение на шева) височината на бурето не трябва да надвишава 0,7 mm с плавен преход към стените на тръбата.
По желание на потребителя тръбите с номинален вътрешен диаметър от 20 mm или повече се доставят без вътрешен ръб. В този случай се допускат следи от бури с височина не повече от 0,3 мм.
10. Краищата на тръбите трябва да бъдат нарязани с квадрат и да бъдат освободени от ръбове.
11. Тръбите се доставят в термично обработено състояние. По желание на потребителя, посочено в поръчката, тръбите могат да се доставят без термична обработка. Механичните свойства на тръбите трябва да съответстват на посочените в табл. четири.
12. За химическото инженерство, химическата промишленост по искане на потребителите за други индустрии, всички термично обработени тръби трябва да преминат теста за междукристална корозия.
13. По искане на потребителя тръбите трябва да бъдат подложени на един или два вида изпитвания:
а) сплескване - за термично обработени тръби със стойност R, равна на 7g от външния диаметър; за тръби без термо
ческа обработка - със стойността на R, равна на 2/z от външния диаметър;
за термично обработени тръби с държавен знак за качество, стойността на R трябва да бъде равна на 7z от външния диаметър;
|
Таблица 4 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
б) разширение върху дорник с конус 7" - за термично обработени тръби до увеличение на външния диаметър с 8%;
за термично обработени тръби с държавен знак за качество тестът за разширение трябва да се проведе, докато външният диаметър се увеличи с 10%;
в) набиване под ъгъл 90 ° - за термично обработени тръби с външен диаметър 25 mm или повече. Ширината на ръба, измерена от вътрешната повърхност на тръбата, трябва да бъде най-малко 1,5 пъти дебелината на стената на тръбата.
Забележка. Тръбите, изпитани за изпъкване, не подлежат на изпитване за разширение.
г) огъване; радиусите на огъване трябва да съответстват на диапазона, установен в GOST 17380-77; стойността им се приема по споразумение на страните.
(Променено издание - "Информ. индекс на стандартите" № 2, 1978 г.).
14. По желание на потребителя термично обработените тръби от стомана марка 12X18H10T се доставят с гарантиран
размер на зърното в рамките на 3-7 точки. В този случай тръбите не се подлагат на контрол за междукристална корозия.
15. Тръбите трябва да издържат на изпитване на хидравлично налягане P = 5,9 MPa (60 kgf / cm 2), но не повече от изчисленото по формулата
където 5 M е минималната дебелина на стената на тръбата, mm;
R - допустимо напрежение, MPa (kgf / mm 2), равно на 40% от якостта на опън за стомана от този клас;
Du - вътрешен диаметър на тръбата, мм.
По желание на потребителя изпитвателното хидравлично налягане P може да се увеличи, но не трябва да надвишава изчисленото по формулата.
Тестването на хидравлично налягане може да се извърши селективно със 100% контрол на качеството заваркачрез физически методи, без да се разрушава тръбата, при условие че херметичността на всички доставени тръби е гарантирана.
16. Готовите тръби трябва да се приемат от техническия контрол на доставчика. Доставчикът гарантира, че всички произведени тръби отговарят на изискванията на този стандарт.
III. МЕТОДИ НА ИЗПИТВАНЕ
17. (Отменен - "Информ. индекс на стандартите" № 2, 1978 г.).
18. Всяка тръба от партидата трябва да бъде подложена на проверка и измерване. Партията трябва да се състои от тръби с еднакъв размер по диаметър и дебелина на стената, изработени от стомана от същия клас и един вид термична обработка. Броят на тръбите в една партида не трябва да надвишава 500 бр. за тръби с диаметър до 30 мм и 300 бр. за тръби с диаметър над 30 мм.
19. Проверката на тръбите трябва да се извършва без използване на увеличителни устройства. Дълбочината на дефектите трябва да се проверява на едно или повече места чрез рязане или по друг начин.
,25. Тестът за разпределение се извършва в съответствие с GOST 8694-75 в студено състояние.
26. Изпитването на перли се извършва в съответствие с GOST 8693-80.
27. Изпитването на огъване се извършва в съответствие с GOST 3728-78 в студено състояние.
28. Размерът на зърното се определя от основния метал на тръбите съгласно GOST 5639-65.
29. Изпитването за междукристална корозия се извършва в съответствие с GOST 6032-75, като се използва методът AM или D или и двата метода едновременно. Методът на изпитване е посочен в поръчката.
бележки:
1. Съгласно метод D се изпитват тръби от стомана марки OOH18NYUT; 08X18H10T и 08XI8H12T.
2. Ако поръчката изисква изпитване на тръби за междукристална корозия, но не е посочен метод, тръбите трябва да бъдат тествани по метода AM
30. Хидравличното изпитване на тръбите се извършва в съответствие с GOST 3845-75 с задържане под налягане за най-малко 10 s.
Всяка тръба трябва да бъде подложена на хидравлично изпитване.
31. Ако резултатите от изпитването са незадоволителни за поне един от показателите, върху него се извършва повторно изпитване върху двоен брой проби, взети от една и съща партида тръби.
| Асортимент и максимални отклонения на размерите на тръбите | |||
| Външен диаметър, мм | Дебелина на стената, mm32x2.5; 08–12X18H10T; ГОСТ 11068–81 | Гранични отклонения за конвенционална производствена точност | |
| диаметър | дебелина на стената | ||
| 8; 9 | 1.0; 1.2 | +0.3 | +0,20 за т |
| 10 | 1.0; 1.2 | + 0.25 * | +0.15 * |
| 11; 12; 13; 14; 15 | 1.0; 1.2; 1.4; 1.5; | + 0.35 | +0,25 за |
| 1.8 | + 0.30 * | t=2-3 мм | |
| 16; 17; 18; 19; 20 | 1,0 - 1,8; 2,0; 2.2 | +0.20 * | |
| 22; 25; | 1,0 - 2,2; 2.5 | ||
| 28; 30; | 1.2 - 3.2 | ||
| 32; 33; 34; 35 | 1.2 - 3.2 | + 1.0% | +10% за t>3mm |
| 36; 38; 40; 42; 45; | 0.9% * | ||
| 48; 50; 51; 53; 55; | 1.4 - 3.2 | ||
| 57; 60; 63; 65; 70; | 1,4 - 4,0 | ||
| 76; 83; 89; 102 | 1,8 - 4,0 | ||
* - повишена точност
Дължината на тръбата се доставя:
В партида тръби с произволна дължина се допускат 5% тръби не по-къси от 0,5 m.
Допустимите отклонения за общата дължина са +15mm.
Разликата в овалността и дебелината не трябва да води размера на тръбите извън техните пределни отклонения.
Кривината на всеки участък от тръбата на 1 m не трябва да надвишава 1,5 mm.
Тръбите се доставят в термично обработено състояние.
По поръчка на потребителя без термична обработка.
Тръбите са изработени от устойчиви на корозия стомани, чийто химичен състав трябва да отговаря на GOST 5632-72.
Стомани класове 10X17H13M2T, 10H17#13M3T, 08H22#6T, 12H21#5T, 10X17H13M3T, 08X22H6T, 12X21H5T, 06XH28MT, 06XH28MT, 06XH28MT, 06XH28MT, 06XH28MT, 06XH28MT, 06XH28MT, 06XH28MT, 06XH22MT, 06XH28MT, 06XH28MT, 06XH28MT, 06XH28MT, 06XH22MT, 06XH22MT, 06XH22MT, 06XH22MT, 06XH22MT, 06XH28MT, 06XH13M3T, 10X17H13M3T,
Краищата на тръбите трябва да бъдат квадратно изрязани и очистени.
Височината на вътрешния борд не трябва да надвишава 0,7 мм. По желание на потребителя, тръбите Dvn_20 mm се доставят с вътрешен борд с височина не повече от 0,3 mm.
По искане на потребителя тръбите трябва да бъдат подложени на един или два от следните видове тестове:
Тръбите, изпитани за изпъкване, не подлежат на изпитване за разширение.
Тръбите трябва да издържат на изпитване на хидравлично налягане от 6 MPa.
По искане на потребителя налягането може да се увеличи, но не трябва да надвишава стойността, определена по формулата GOST 3845-72 (но не повече от 20 MPa).
При 100% контрол на заваръчния шев чрез неразрушаващи физични методи хидротестването се извършва селективно.
По искане на потребителя термично обработените тръби трябва да издържат на теста за междукристална корозия.
Тръбите от стомана 10X18H10T се доставят с гарантиран размер на зърното в диапазона от 3-7 точки. В този случай контролът в МКЦ не се извършва.
GOST 11068-81разпространява се електрозаварени тръби от устойчиви на корозия (неръждаеми) стоманипредназначени за производство на тръбопроводи и различни конструкции.
Страница 1

страница 2

страница 3

страница 4

страница 5

страница 6

страница 7

страница 8

страница 9
МЕЖДУДЪРЖАВЕН СТАНДАРТ
ТРЪБИ ЕЛЕКТРИЧЕСКИ ЗАВАРЕНИ ОТ
УСТОЙЧИВА НА КОРОЗИЯ СТОМАНА
Спецификации
ИЗДАТЕЛСТВО ИПК СТАНДАРТИ
Москва
МЕЖДУДЪРЖАВЕН СТАНДАРТ
С Указ на Държавния комитет на СССР по стандартите от 20 октомври 1981 г. № 4629 датата на въвеждане е определена на 01.01.83 г.
Срокът на валидност е премахнат съгласно протокола на Междудържавния съвет по стандартизация, метрология и сертификация (IUS 2-93)
Този стандарт се прилага за електрически заварени тръби, изработени от устойчиви на корозия (неръждаеми) стомани, предназначени за производство на тръбопроводи и различни конструкции.
(Преработено издание, Rev. No. 2).
1.1. Размерите на тръбите трябва да съответстват на посочените в табл. един.
маса 1
|
Външен диаметър, мм |
дебелина на стената |
|||||||||||||
бележки:
1. Размерите на тръбите в скоби не се препоръчват при проектиране на нови съоръжения.
2. Теоретичната маса на 1 m тръби ( T), кг, изчислено по формулата
където д n - номинален външен диаметър на тръбата, mm;
с n - номинална дебелина на стената на тръбата, mm;
γ - плътност на метала, g / cm 3, в зависимост от марката стомана:
08X18H10T, 10X18H10T, 12X18H10T, 03X18H10T, 08X18H10 - 7,9;
08X21H6M2T - 7,85;
10X17H13M2T, 10X17H13M3T, 03X17H13M2T, 03X17H14M3 - 8.0;
06HN28MDT - 7,95;
04X17T, 08X18T1 - 7,72.
3. Тръбите от стоманени марки 08X18T1 и 04X17T се изработват с дебелина на стената до 2,0 мм.
4. По споразумение между производителя и потребителя могат да се произвеждат тръби: междинни размери с допуски в диаметъра и дебелината на стената на близките големи размери; от устойчиви на корозия стомани от най-добри класове; със смесен или едностранен допуск на външен диаметър. Стойността на изместеното или едностранното поле на толеранс не трябва да надвишава сумата от двустранните отклонения.
(Преработено издание, Rev. No. 2).
1.2. По дължината на тръбата трябва да се направи:
измерена дължина - от 5 до 9 m;
измерена дължина с остатъка - не повече от 10% (тегловно) тръби с произволна дължина;
кратно измерена дължина - до 9 мм с припуск за всеки разрез 5 мм (освен ако в поръчката не е посочен друг припуск), който се включва във всяка кратна дължина;
кратна дължина с остатъка - не повече от 10% (тегловно) тръби с произволна дължина;
произволна дължина - от 1,5 до 9 m.
1.3. Граничните отклонения по дължината на тръбите с измерени и множествени дължини не трябва да надвишават +15 mm.
1.2, 1.3 (Преработено издание, Rev. No. 1).
1.4. Граничните отклонения за външния диаметър и дебелината на стената са посочени в табл. 2.
таблица 2
|
Размери на тръбата, мм |
Гранично отклонение |
Размери на тръбата, мм |
Гранично отклонение |
||
|
Редовна точност |
Подобрена точност |
Редовна точност |
Подобрена точност |
||
|
Външен диаметър: |
Дебелина на стената: |
||||
|
от 0,8 до 2 |
|||||
|
Св. 20 до 35 |
|||||
По желание на потребителя се произвеждат тръби с размери 38x1,5 и 43x1,5 mm с максимални отклонения във външния диаметър от mm.
1.4(Променено издание, Rev. No. 1, 2).
1.5. Вариацията на овалността и дебелината на стената на тръбите не трябва да води размерите на тръбите извън граничните отклонения, съответно по диаметър и дебелина на стената.
1.6. Толерансът на праволинейност на тръбите не трябва да надвишава 1,5 mm на 1 m дължина.
Примери за легенди
Тръба с външен диаметър 25 мм и дебелина на стената 2 мм, произволна дължина, изработена от стомана клас 08X18H10T:
Тръба 25 ´2 - 08X18H10T GOST 11068-81
Същото, с дължина, кратна на 2000 mm:
Тръба 25 ´2´2000 кр - 08X18H10T GOST 11068-81
Същата, измерена дължина 6000 mm:
Тръба 25 ´2´6000 - 08X18H10T GOST 11068-81
Същата, повишена точност на производство:
Тръба 25P´2P´6000 - 08X18H10T GOST 11068-81
За термично обработени тръби буквата T се поставя след думата тръба.
2.1. Тръбите се произвеждат в съответствие с изискванията на този стандарт съгласно одобрените по предписания начин технологични разпоредби от стомани марки 10X18H10T и 04X17T с химически състав, посочен в табл. 3, and steel grades 08x18N10T, 08x18T1, 08x18H10, 12x18N10T, 10x17N13M2T, 10x17N13M3T, 08x22N6T, 08X21N6M2T, 06HN28MDT, 03x17N14M3, 03X18N10, 03X18NA10, 03X18NA10, 03X18NA10, 03X18NA10, 03X18NA10, 03X18N
Таблица 3
|
Клас стомана |
Масова част на елементите, % |
|||||||
|
манган |
||||||||
|
От 5 (C * -0,02) до 0,6 |
||||||||
|
Не повече от 0,8 |
От 5 С* до 0,60 |
|||||||
|
* Концентрация на въглерод в стоманата, %. бележки: 1. Допуска се отклонение масова частникел до минус 0,5%. 2. По споразумение на страните се допуска уточняване на химичния състав на стоманите. |
||||||||
2.2 Тръбите от стомана марки 08X18H10T, 08X18T1, 10X18H10T, 12X18H10T, 04X17T се изработват термично обработени с механичните свойства, посочени в табл. 4. Механичните свойства на тръби от стомана 08X18T1 и 04X17T за дебелини на стените над 1,5 mm се установяват по споразумение на страните.
Таблица 4
|
Клас стомана |
Якост на опън σ in, N / mm 2 (kgf / mm 2) |
Граница на провлач σ t, H / mm 2 (kgf / mm 2) |
Относително удължение δ 5 % |
|
10X18H10T, 12X18H10T |
|||
2.1, 2.2 (Преработено издание, Rev. No. 2).
2.2.1. Тръбите от други марки стомана, посочени в точка 2.1, се изработват термично обработени и по желание на потребителя без термична обработка; в този случай механичните свойства се установяват по споразумение между производителя и потребителя.
Броят на тръбите в една партида трябва да бъде не повече от:
500 бр. - с диаметър до 30 мм;
300 бр. - с диаметър над 30 мм.
3.2. Химическият състав на стоманата се взема според документа за качеството на оригиналната валцувана стомана. При несъгласие в оценката на химичния състав се избира една тръба от партидата за проверка.
3.3. Всяка тръба от партидата се подлага на проверка на качеството и размерите на повърхността, както и на хидравлично налягане или неразрушаващо изпитване на тръбите.
По искане на потребителя, при изпитване на заварения шев на тръби по неразрушаващи методи, се извършва допълнителен тест за хидравлично налягане от 10 до 100% от тръбите от партидата.
3.4. За да се провери височината на вътрешния борд, се избират 2% от тръбите от партидата.
3.5. За изпитване на опън, междугрануларна корозия, разширение, извиване, огъване, сплескване се вземат две тръби от партидата. За определяне на размера на зърното се взема една тръба от партидата.
Определянето на границата на провлачване на метала се извършва по желание на потребителя.
3.6. Ако се получат незадоволителни резултати от изпитването поне за един от показателите, върху него се провеждат повторни тестове върху двоен брой тръби, избрани от една и съща партида.
Резултатите от повторния тест важат за цялата партида.
4.1. От всяка избрана тръба се изрязва по една проба за всеки тип тест.
4.2. Химическият анализ се извършва съгласно GOST 12344-88, GOST 12346-78, GOST 12347-77, GOST 12348-78, или, или с микрометър съгласно GOST 6507-90;
отклонение от праволинейността - с линейка съгласно GOST 8026-92 и сонда съгласно регулаторен документ;
дебелина на стената, разлика в дебелината и височина на вътрешния борд - с микрометър в съответствие с GOST 6507-90 или габарит на стената в съответствие с GOST 11358-89. Измерването на височината на вътрешния борд се извършва на разстояние до 25 mm от краищата на тръбите, а външният диаметър е не по-малко от 15 mm от краищата на тръбите.
Разрешено е да се контролира дължината, външния диаметър и дебелината на стената на тръбите с автоматични средства съгласно нормативната документация. В случай на несъгласие при оценката на резултатите от измерването, контролът се извършва с помощта на изброените по-горе измервателни уреди.
На надлъжна къса проба (под формата на лента със шев или тръбна секция). Скоростта на изпитване до точката на провлачване трябва да бъде не повече от 10 mm/min, отвъд границата на провлачване - не повече от 40 mm/min.
4.13. Безразрушаващият контрол на качеството на заварката се извършва съгласно нормативната документация.
4.14. Правият ъгъл на рязане на краищата на тръбите не се контролира и се определя от конструкцията на оборудването за рязане на тръби.
(Въведено допълнително, Rev. No. 1).
5.1. Маркиране, опаковане, транспортиране и съхранение - съгласно GOST 10692-80.
(Преработено издание, Rev. No. 1).
5.2 (Заличен, Рев. № 2).
Изменение № 2 е прието от Междудържавния съвет по стандартизация, метрология и сертификация (протокол № 10 от 03.10.96 г.)
|
Име на държавата |
Наименование на органа за управление на строителството |
|
Република Азербайджан |
Азгосстандарт |
|
Република Армения |
Стандарт на Armstate |
|
Република Беларус |
Държавен стандарт на Република Беларус |
|
Република Казахстан |
Държавен стандарт на Република Казахстан |
|
Република Киргизстан |
Киргизстандарт |
|
Република Молдова |
Молдовастандарт |
|
Госстандарт на Русия |
|
|
Република Таджикистан |
Таджикски държавен стандарт |
|
Туркменистан |
Главен държавен инспекторат "Туркменстандартлари" |
|
Република Узбекистан |
Uzgosstandart |
|
Държавен стандарт на Украйна |
ДЪРЖАВЕН СТАНДАРТ НА СЪЮЗА НА ССР
С Указ на Държавния комитет по стандартите на СССР от 20 октомври 1981 г. № 4629 е определена датата на въвеждане
01.01.83
Срокът на валидност е премахнат съгласно протокола на Междудържавния съвет по стандартизация, метрология и сертификация (IUS 2-93)
|
Име на държавата |
Наименование на органа за управление на строителството |
|
Република Азербайджан |
Азгосстандарт |
|
Република Армения |
Стандарт на Armstate |
|
Република Беларус |
Държавен стандарт на Беларус |
|
Република Казахстан |
Държавен стандарт на Република Казахстан |
|
Република Киргизстан |
Киргизстандарт |
|
Република Молдова |
Молдовастандарт |
|
Руска федерация |
Госстандарт на Русия |
|
Република Таджикистан |
Таджикски държавен стандарт |
|
Туркменистан |
Главен държавен инспекторат на Туркменистан |
|
Република Узбекистан |
Uzgosstandart |
|
Държавен стандарт на Украйна |
Този стандарт се прилага за електрически заварени тръби, изработени от устойчиви на корозия (неръждаеми) стомани, предназначени за производство на тръбопроводи и различни конструкции.
1.1. Размерите на тръбите трябва да съответстват на посочените в табл. .
маса 1
|
Гранично отклонение |
Размери на тръбата, мм |
Гранично отклонение |
|||
|
Редовна точност |
Подобрена точност |
Редовна точност |
Подобрена точност |
||
|
Външен диаметър: |
Дебелина на стената: |
||||
|
± 0,30 мм |
± 0,20 мм |
от 0 , 8 до 2 |
± 0,20 мм |
± 0,15 мм |
|
|
Св. 20 до 35 |
± 0,35 мм |
± 0,25 мм |
± 0,25 мм |
± 0,20 мм |
|
|
± 1,0 % |
± 0,75 % |
± 10 % |
± 10 % |
||
(Преработено издание, Rev. No. 2).
По желание на потребителя, тръби с размери 38
´ 1,5 и 43 ´ 1,5 mm се произвеждат с максимални отклонения във външния диаметър mm.1.1 - 1.4.
1.5. Вариацията на овалността и дебелината на стената на тръбите не трябва да води размерите на тръбите извън граничните отклонения, съответно в диаметър и дебелина на стената.
1.6. Толерансът на праволинейност на тръбите не трябва да надвишава 1,5 mm на 1 m дължина.
Примери за легенди
Тръба с външен диаметър 25 мм и дебелина на стената 2 мм, произволна дължина, изработена от стомана клас 08X18H10T:
Тръба 25 ´ 2 - 08X18H10T GOST 11068-81
Същото, с дължина, кратна на 2000 mm:
Тръба 25 ´ 2 ´ 2000 кр - 08X18H10T GOST 11068-81
Същата, измерена дължина 6000 mm:
Тръба 25 ´ 2 ´ 6000 - 08X18H10T GOST 11068-81
Същата, повишена точност на производство:
Тръба 25P ´ 2P´ 6000 - 08X18H10T GOST 11068-81
За термично обработени тръби буквата T се поставя след думата тръба.
2.1. Тръбите се произвеждат в съответствие с изискванията на този стандарт съгласно одобрените по предписания начин технологични разпоредби от стоманени марки 10X18H10T и 04X17T с химически състав, посочен в табл. и класове стомана 08X18H10T, 08X18T1, 08
X18H 10, 12X18H10T, 10X17H13M2T, 10X17H13M3T, 08X22H6T, 08X21H6M2T, 06XHN28MDT, 08X17H13M2T, 03X17H14M3, 03X18H10T с химичен състав съгласно GOST 5632-72.Таблица 3
|
Масова част на елементите , % |
||||||||
|
манган |
||||||||
|
17, 0 - 19, 0 |
10, 0 - 11, 0 |
От 5 (С* -0 , 02) до 0 , 6 |
0, 020 |
0, 035 |
||||
|
Не повече от 0 , 8 |
16, 5 - 18, 5 |
От 5 С* до 0 , 60 |
0, 025 |
0, 035 |
||||
|
* Концентрация на въглерод в стоманата, %. бележки: 1. Допуска се отклонение в масовата част на никела до минус 0,5%. 2. По споразумение на страните се допуска уточняване на химичния състав на стоманите. |
||||||||
2.2 Тръбите от стомана марки 08X18H10T, 08X18T1, 10X18H10T, 12X18H10T, 04X17T се изработват термично обработени с механичните свойства, посочени в табл. 226 (23)
2.1, 2.2 (Нова редакция, Рев. № 2).
2.2.2. По споразумение с потребителя тръбите могат да бъдат подложени на студена и топла деформация в мелницата.
(Въведено допълнително, изменение № 2).
2.3. Липса на проникване, пори, пукнатини, захващане, дефекти, котлен камък, следи от прекомерна обработка не се допускат върху повърхността на тръбата.
Допускат се драскотини, следи от редактиране, рискове, следи от дефекти при почистване, ако дебелината на стената на тръбата не е извадена от пределните отклонения, както и цветовете на нюанса, образувани в резултат на термична обработка или заваряване.
По споразумение с потребителя е позволено да се доставят тръби, изработени от стомана 08X18T1 и 04X17T с оксиден филм върху повърхността, образуван в резултат на топлинна обработка.
Тръбите могат да се произвеждат с полирана външна повърхност. Грапавостта се задава по споразумение с потребителя.
По външната повърхност на тръбите в местата на контакта им с уплътнението се допускат зони на неецване, поради технологията на ецване.
(Нова редакция, Рев. № 2).
2.4. Височината на вътрешния борд не трябва да надвишава:
0,7 мм - за тръби с общо предназначение;
0,1 mm - за тръби, използвани за производството на тръбни нагревателни елементи.
По желание на потребителя на тръбите с общо предназначениес номинален вътрешен диаметър повече от 20 mm се произвеждат с височина на перлите не повече от 0,3 mm. Преходът от перлата към стените на тръбата трябва да бъде плавен.
2.5. Краищата на тръбите трябва да бъдат квадратно изрязани и очистени. Скосяването е разрешено при премахване на ръбове. По искане на потребителя е разрешено да се произвеждат тръби с отстраняване на бурета и вътрешна фаска от единия край, при условие че оголените краища са ориентирани в една посока.
По желание на потребителя тръбите се изрязват в линията на мелницата.
(Нова редакция, Рев. № 2).
2.6. За химическото инженерство, химическата промишленост и по желание на потребителя за други отрасли, термично обработени тръби от стоманени марки 08X18H10T, 10X18H10T, 10X17H13M2T, 10X17H13M3T, 08X22H6T, 08X22H6T, 08X22H6T, 08X22H6T, 08X22H6T, 08X22H6T, 08X22H6T, 08X22H6T, 08X22T21H трябва да преминат тест за междинни гранули 08X2T21H
2.7. Тръбите, изработени от стоманени марки 08X18H10T, 10X18H10T, трябва да издържат теста за сплескване на разстояние ( Х) между равнините на сплескване в милиметри, изчислени по формулата
където Сн - номинална дебелина на стената на тръбата, mm;
дн - номинален външен диаметър на тръбата, mm.
По желание на потребителя за тръби със съотношениеСн/ дн , равно на 0,04 или повече, разстоянието Хне трябва да бъде повече от 1/3дн .
Термично обработените тръби, изработени от други марки стомана, трябва да преминат теста за сплескване на разстояние Х, равна на 1/2 от външния диаметър.
Тръбите без термична обработка трябва да преминат теста за сплескване на разстояние Х, равно на 2/3 от външния диаметър.
(Нова редакция, Рев. № 2).
2.8. По искане на потребителя термично обработените тръби трябва да издържат на следните тестове:
разширяващи се тестове за увеличаване на външния диаметър:
с 12% - за тръби от стоманени марки 08X18H10T, 08X18T1, 08X18H10, 12X18H10T, 10X18H10T, 04X17T, 03X18H10T, 08X17H13M2T7, 08X17H13M2T;
с 6% - за тръби от други марки стомана.
По споразумение на страните тръбите от стомана марки 08X18T1, 10X18H10T, 12X18H10T трябва да преминат теста за разширение с 15%.;
изпитване на нагъване, докато ширината на огънатия фланец, измерена от вътрешната повърхност на тръбата, стане равна на 1,5 дебелина на стената (тестът за нагъване се извършва върху тръби с диаметър най-малко 25 mm; ъгъл на фланциране 90° );
тест на огъване (стойността на радиуса на огъване се определя по споразумение между производителя и потребителя).
(Нова редакция, Рев. № 2).
2.9. По желание на потребителя размерът на зърното на метала на готовите тръби, изработени от стомана марки 10X18H10T и 12X18H10T, трябва да бъде 3 - 7 точки.
2.10. Тръбите трябва да издържат на изпитвателно хидравлично налягане от 6 MPa (60 kgf / cm 2) или контрол на непрекъснатостта на заварката чрез неразрушаващи методи.
По искане на потребителя тръбите трябва да издържат на хидравлично налягане ( Р 1) в съответствие с изискванията на GOST 3845-75, но не повече от 20 MPa (200 kgf / cm 2). В този случай се приема, че допустимото напрежение в стената на тръбата е 40% от якостта на опън.
3.1. Тръбите се приемат на партиди. Партията трябва да се състои от тръби с еднакъв размер по диаметър и дебелина на стената, една марка стомана, един вид термична обработка и да бъде придружена от един документ за качество в съответствие с GOST 10692-80.
Броят на тръбите в една партида трябва да бъде не повече от:
500 бр. - с диаметър до 30 мм;
300 бр. - с диаметър над 30 мм.
3.2. Химическият състав на стоманата се взема според документа за качеството на оригиналната валцувана стомана. При несъгласие в оценката на химичния състав се избира една тръба от партидата за проверка.
3.3. Всяка тръба от партидата се подлага на проверка на качеството и размерите на повърхността, както и на хидравлично налягане или неразрушаващо изпитване на тръбите.
По искане на потребителя, при изпитване на заварения шев на тръби по неразрушаващи методи, се извършва допълнителен тест за хидравлично налягане от 10 до 100% от тръбите от партидата.
(Преработено издание, Rev. No. 1).
3.4. За да се провери височината на вътрешния борд, се избират 2% от тръбите от партидата.
3.5. За изпитване на опън, междугрануларна корозия, разширение, извиване, огъване, сплескване се вземат две тръби от партидата. За определяне на размера на зърното се взема една тръба от партидата.
Определянето на границата на провлачване на метала се извършва по желание на потребителя.
3.6. Ако се получат незадоволителни резултати от изпитването поне за един от показателите, върху него се провеждат повторни тестове върху двоен брой тръби, избрани от една и съща партида.
Резултатите от повторния тест важат за цялата партида.
4.1. От всяка избрана тръба се изрязва по една проба за всеки тип тест.
4.2. Химическият анализ се извършва съгласно GOST 12344-88, GOST 12346-78, GOST 12347-77, GOST 12348-78, GOST 12349-83, GOST 12350-78, GOST 12351-821, GOST-12. 78, GOST 12354-81, GOST 12355-78, GOST 12356-81, GOST 12365-84 или GOST 28473-90,
дебелина на стената, разлика в дебелината и височина на вътрешния борд - с микрометър в съответствие с GOST 6507-90 или габарит на стената в съответствие с GOST 11358-89. Измерването на височината на вътрешния борд се извършва на разстояние до 25 mm от краищата на тръбите, а външният диаметър е не по-малко от 15 mm от краищата на тръбите.
Разрешено е да се контролира дължината, външния диаметър и дебелината на стената на тръбите с автоматични средства съгласно нормативната документация. В случай на несъгласие при оценката на резултатите от измерването, контролът се извършва с помощта на изброените по-горе измервателни уреди.
(Променено издание, Rev. No. 1, 2).
4.5. Размерът на зърното се определя от основния метал съгласно GOST 5639-82. В този случай тръбите не се изпитват за междукристална корозия.
4.6. Вземането на проби и изпитването за междукристална корозия се извършва в съответствие с GOST 6032-89. В случай на несъгласие при оценката на резултатите, тестовете се провеждат по метода AM GOST 6032-89, с изключение на тръби, изработени от стомана клас 06KhN28MDT.
(Преработено издание, Rev. No. 1).
4.7. Изпитването на опън се извършва съгласно GOST 10006-80 върху надлъжен къс образец (под формата на лента със шев или тръбна секция). Скоростта на изпитване до точката на провлачване трябва да бъде не повече от 10 mm/min, отвъд границата на провлачване - не повече от 40 mm/min.
4.8. Хидравличното изпитване се извършва в съответствие с GOST 3845-75 с излагане под налягане за най-малко 5 s.
4.9. Изпитването на разширение се извършва съгласно GOST 8694-75 върху дорник с конус от 30°.
4.10. Изпитването на перли се извършва съгласно GOST 8693-80.
4.11. Изпитването за сплескване се извършва съгласно GOST 8695-75 със заваръчния шев в хоризонтално положение. По искане на потребителя изпитването трябва да се проведе с две позиции на заваръчния шев: хоризонтално и вертикално.
(Преработено издание, Rev. No. 2).
4.12. Изпитването на огъване се извършва съгласно GOST 3728-78.
4.13. Безразрушаващият контрол на качеството на заварката се извършва съгласно нормативната документация.
4.14. Правият ъгъл на рязане на краищата на тръбите не се контролира и се определя от конструкцията на оборудването за рязане на тръби.
(Въведено допълнително, Rev. No. 1).
5.1. Маркиране, опаковане, транспортиране и съхранение - съгласно GOST 10692-80.
(Преработено издание, Rev. No. 1).
5.2. (Заличен, Рев. № 2).

История, която завладя повече от едно поколение зрители, разказвайки за невероятни бойци от канализацията - костенурките нинджа, ...

Описание: Омръзна ли ви да тичате наоколо с търговци, за да продадете успешно стоките си? Писна ми да гледам как търговците не могат...

Всеки знае, че играта има доста обширна и висококачествена система за изработка, която беше допълнена с времето и сега...

Здравейте момчета, време е отново да поговорим за Skyrim! От днешната статия ще диша малко престъпление, защото...

В Skyrim търговецът на откраднати стоки е универсален NPC, който е представител на гилдията на крадците, осигуряващ ...

В гамата от висококачествено и издръжливо оборудване за верижни триони европейско производство достойно място заема...

Кравите живеят в млечна ферма в плевня, обикновено разделени на малки пространства - сергии. През лятото ядат...

В Skyrim купувачът на откраднати стоки е универсален NPC, който е представител на гилдията на крадците, ...

Описание: Вместо незабавно да се придвижват до избраната дестинация, такситата вече ще станат наистина...

Контакти Телефони: Адрес: 41 км от Московския околовръстен път (външен пръстен), кръстовище с ул. Синдикат МКАД - Калуга...

Описание: Плъгинът ви позволява да търгувате с много герои. Много полезна функция...
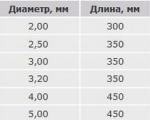
Оригинални монолитни електроди - заварчиците получават добри отзиви. Помислете за спецификациите...

Сериозните строителни и ремонтни работи често изискват заваръчни операции с различна степен на технически и...
Изберете желаната секция: Строителният пазар Мелница е един от най-популярните пазари в Москва.

Строителството е една от областите на професионална дейност, която никога не стои на едно място. Всяка година на...

* Изчисленията използват средни данни за Русия1. РЕЗЮМЕ НА ПРОЕКТА Този бизнес план обхваща...