Малая гидроэнергетика микро и нано гэс
Регулярный рост цен на электроэнергию заставляет многих задумываться над вопросом альтернативных источников получения...
Керимов В, Петрище Ф, Селиванов П
В современных условиях деятельность отечественных производителей должна быть ориентирована на выпуск высококачественной и конкурентоспособной продукции при максимальном снижении затрат на ее производство. Поэтому особую значимость приобретает использование передовых форм и методов организации труда и управления производством, применяемых в экономически развитых странах. В этой связи для нас особый интерес представляет метод управления производством по системе JIT ("just-in-time", т.е. "точно в срок").
Система JIT зародилась в Японии в середине 70-х годов XX в. в компании "Тойота" и в настоящее время с большим успехом применяется во многих промышленно развитых странах. Для обозначения этой системы в Японии применяется термин "канбан", означающий "карточка", или "визуальная система записи". Термин "JIT" является просто английским выражением, принятым в японских деловых кругах и, возможно, не имеющем японского эквивалента.
Суть системы JIT сводится к отказу от производства продукции крупными партиями. Взамен этого создается непрерывно-поточное предметное производство. При этом снабжение производственных цехов и участков осуществляется столь малыми партиями, что по существу превращается в поштучное. Данная система рассматривает наличие товарно-материальных запасов как зло, существование которого затрудняет решение многих проблем. Требуя значительных затрат на содержание, большие материальные запасы отрицательно сказываются на нехватке финансовых ресурсов, маневренности и конкурентоспособности предприятия. С практической точки зрения главной целью системы JIT является уничтожение любых лишних расходов и эффективное использование производственного потенциала предприятия.
Система JIT является более увязанной со спросом, нежели традиционный метод "выбрасывания продукции на рынок". При этой системе действует принцип: производить продукцию только тогда, когда в ней нуждаются, и только в таком количестве, которое требуется покупателям. Спрос сопровождает продукцию через весь производственный процесс. При каждой операции производится только то, что требуется для следующей операции. Производственный процесс не начинается до тех пор, пока с места последующей операции не поступит сигнал о необходимости приступить к производству. Детали, узлы и материалы доставляются только к моменту их использования в производственном процессе.
Система JIT предусматривает уменьшение размера обрабатываемых партий, практическую ликвидацию незавершенного производства, сведение к минимуму объема товарно-материальных запасов и выполнение производственных заказов не по месяцам и неделям, а по дням и даже по часам. В этих условиях упрощается также система производственного учета, так как появляется возможность осуществления учета материалов и затрат на производство на одном объединенном счете. Кроме того, при применении этой системы часть затрат предприятия из разряда косвенных переходит в разряд прямых. Например, в условиях организации производства по системе JIT рабочие производственных линий, занятые выпуском продукции, обязаны производить также техническое обслуживание, ремонт и наладочные работы, которые при традиционных условиях осуществляются другими рабочими и относятся к категории косвенных затрат. Это, в свою очередь, увеличивает точность исчисления себестоимости единицы продукции.
Управление стоимостью отличается от производственного учета тем, что под этим в данном случае понимается регулирование уровня затрат независимо от того, имеют ли они непосредственное влияние на товарно-материальные запасы или финансовую отчетность, или нет. Применение принципов JIT упрощает процесс учета производственных затрат и помогает менеджерам регулировать и контролировать расходы. Такое упрощение приводит к лучшему качеству производства, лучшему обслуживанию и лучшей оценке стоимости.
Традиционно система производственного учета имеет тенденцию становиться все более сложной системой со множеством счетно-учетных операций и отчетных данных. Упрощение же этого процесса преобразовывает систему производственного учета в систему управления стоимостью. При системе учета JIT учет материалов и незавершенного производства ведется на одном объединенном счете. В этих условиях использование обособленного счета для контроля за складскими запасами материалов теряет свою актуальность. Бухгалтерские записи по движению материальных ценностей производят следующим образом.
1. Поступление материальных запасов от поставщиков:
Дебет счета "Ресурсы в незавершенном производстве" Кредит счета "Расчеты с поставщиками".
2. Выпуск и реализация готовой продукции:
Дебет счета "Продажи" Кредит счета "Ресурсы в незавершенном производстве".
В условиях применения системы учета ЛТ прямые затраты на оплату труда и заводские накладные расходы на счета производства не списываются. Прямой труд рассматривается как дополнительная часть общезаводских накладных расходов. Более того, сами заводские накладные расходы вместе с прямыми затратами оплаты труда списываются непосредственно на себестоимость реализованной продукции. Списание их на производственную себестоимость изделий, т. е. отражение через счет "Ресурсы в незавершенном производстве", в этих условиях не имеет никакого смысла.
Большинство затрат, относящихся к категории косвенных, при системе учета ЛТ переводятся в категорию прямых затрат.
В традиционной бухгалтерии при организации закупок многими фирмами основное внимание уделяется учету отклонений от цены приобретения материалов. Приемлемые отклонения от расчетной цены, как правило, достигаются за счет приобретения большого количества материалов с соответствующими скидками или за счет закупок низкого качества. В условиях же ЛТ основной упор делается на качество, доступность и общую стоимость операций, а не только лишь на уровень закупочных цен.
На многих предприятиях с традиционной организацией производства большая часть усилий в области производственного учета тратится на внедрение нормативов по трудозатратам и накладным расходам, а также на определение и учет отклонений от этих нормативов. В компаниях же, работающих по системе ЛТ, отмечается снижение внимания к учету отклонений по затратам на рабочую силу и накладным расходам. Даже те фирмы, которые по-прежнему используют анализ отклонений, подчеркивают, что переход на эту систему влечет за собой изменение ракурса внимания. Использование анализа отклонений сохраняется на уровне предприятия, но основное внимание с позиций абсолютной значимости отклонений для каждого конкретного случая переходит на учет вероятных тенденций развития производственного процесса.
Кроме того, традиционные показатели эффективности (как, например, выполнение норм выработки и коэффициент использования оборудования), являющиеся общепринятыми во многих системах производственного учета, не вписываются в рамки принципов управления стоимостью в системе ЛТ. Причины такого несоответствия заключаются в следующем:
1) все эти показатели стимулируют формирование товарно-материальных ценностей без учета необходимых в режиме реального времени потребностей;
2) следование принципу оценки эффективности преимущественно по нормативным показателям ведет к приоритету объема производства над объемом реализации и качеством продукции;
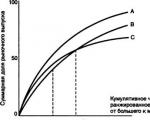
3) прямые трудовые затраты у большинства предприятий составляют от 5 до 15% от величины полных затрат на производство продукции;
4) применение коэффициентов использования оборудования является неприемлемым потому, что оно способствует завышению запасов товарно-материальных ценностей по сравнению с уровнем потребностей в них.
В заключение хочется отметить, что потенциальные преимущества системы ЛТ многочисленны. Во-первых, ее применение приводит к уменьшению уровня запасов, что означает меньше вложений капитала в товарно-материальные запасы. Поскольку система требует иметь в наличии для немедленного использования минимальное количество материалов, то благодаря этому существенно снижается общий уровень запасов.
Во-вторых, в условиях применения системы ЛТ надежность выполнения заказа намного возрастает, поскольку значительно меньше времени отводится на закупку и хранение материалов. Сокращение цикла выполнения заказа и возрастание его исполнения также способствуют существенному уменьшению потребности в резервном запасе, который представляет собой дополнительные учетные единицы запасов, сохраняемые для предохранения от возможного дефицита. В этих условиях график производства в рамках планово-производственной перспективы также сокращается. Это позволяет выиграть время, необходимое для того, чтобы отреагировать на изменения конъюнктуры рынка. Производство продукции небольшими партиями благодаря ускоренному переходу в нормальное рабочее состояние также способствует достижению большей гибкости.
В-третьих, при применении этой системы отмечается улучшение качества производства. Когда заказанное количество продукции невелико, источник проблем с качеством легко выявляется и коррективы вносятся немедленно. В этих условиях у работников многих фирм наблюдается большее понимание значения качества, что, в свою очередь, ведет к улучшению качества производства на рабочих местах.
К другим преимуществам системы ЛТ можно отнести:
уменьшение капитальных затрат на содержание складских помещений для запасов материалов и готовой продукции;
снижение риска морального устарения запасов;
снижение потерь от брака и уменьшение затрат на переделку;
уменьшение объема документации;
снижение затрат на основные производственные материалы за счет повышения их качества.
Кроме того, система ЛТ воздействует на характер производственного учета. В условиях ее применения часть косвенных затрат переходит в разряд прямых. Такая трансформация понижает частоту использования носителей разнородных затрат для распределения затрат между видами продукции, тем самым увеличивая точность калькуляции затрат. Пи этой системе происходит преобразование производственного учета в систему управления стоимостью, которая используется для обеспечения потребностей менеджеров в принятии эффективных управленческих решений о виде, цене, себестоимости, составе и путях сбыта продукции, способствуя дальнейшему совершенствованию производственной и коммерческой деятельности.
Выделяют четыре основных подхода к управлению операционными запасами:
а) система пополнения запасов;
б) система расшивки узких мест;
в) толкающая система;
г) тянущая система.
Система пополнения запасов – это система организации и планирования деятельности на основе пополнения запасов. Она уделяет основное внимание необходимости поддержания запасов, на оптимальном уровне на всех этапах движения товарно-материальных ценностей на входе и выходе, между внутренними звеньями логистической цепи и рабочими местами. Запасы формируют заранее, до возникновения реальной потребности в них. Главная задача системы обеспечить бесперебойное функционирование и ритмичность производства.
Основное преимущество системы пополнения запасов – ее простота и способность работать на основе минимальной информации. Недостатки связаны с наличием запасов, влекущих к замораживанию оборотных средств, отсутствие гибкости и реакции на изменение спроса.
При стабильности потребительского рынка и определения оптимального объема запасов на всех этапах производства, такая система может оказаться наиболее простой и эффективной.
Система расшивки узких мест – основное внимание уделяет организации выполнения работ исходя из возможностей мест, имеющих ограничения по производительности, скорости, эффективности и т.п. Расшивка узких мест, осуществляется посредством создания дополнительных мощностей на сдерживающих операциях, либо создания буферных запасов, поддерживающих загрузку рабочих мест на определенном экономически эффективном уровне. Создание дополнительных мощностей позволяет снизить межоперационные запасы в производстве.
Система расшивки узких мест, как и система пополнения запасов, при организации и планировании, концентрирует внимание, на внутренней среде предприятия, не учитывая требования внешней среды, и стремится обеспечить максимально эффективную внутрипроизводственную деятельность.
Эти системы целесообразно использовать в случаях реализации стратегий снижения затрат и незначительной модификации продукции при стабильном или расширяющемся спросе на продукцию.
Толкающая система – осуществляет организацию и планирование под реальный спрос потребителей. В ней возможности производства и поставщиков сопрягаются с помощью точных календарных планов-графиков поставок и запуска/выпуска продукции. Эта система появилась в практике бизнеса в конце 1960-х – начале 1970 гг. и основывается на автоматизированных системах планирования ресурсов предприятия (МRР, ERP).
В основе толкающей системы лежит взаимодействие с внешней средой и интеграция бизнес-процессов организации с бизнес-процессами поставщиков и потребителей на межорганизационном уровне.
Планирование поставок и производства под реальные требования рынка и организация четкого выполнения планов-графиков поставок и производства позволяет снизить запасы в целом и повысить эффективность использования машин, оборудования и рабочей силы.
Тянущая система – руководствуется принципом: «ничего не должно произведено, пока в этом не возникает необходимость». Система концентрирует внимание на взаимодействии с внешней средой и оптимизации внутренней среды организации в целях снижения уровня запасов на каждой стадии производства.
Как и толкающая система, она стала использоваться в практике бизнеса в конце 1960-х – начале 1970 гг. Ее родоначальником считается японская компания Тойота (Toyota), первой внедрившая тянущую систему «Канбан».
В соответствии с этой системой, каждый рабочий участок по мере необходимости «притягивает» (берет) продукцию с предыдущего участка тогда когда в ней нуждается. Это служит сигналом для предыдущего участка к запуску следующей партии деталей. Иными словами все производство осуществляется только в ответ на результаты потребления последующего участка, и спрос как бы «тянет» работу.
Тянущая система требует создания гибкого производства способного в определенных пределах снижать либо увеличивать объем выпуска продукции.
Для реализации такой системы необходима глубокая и отлаженная интеграция между всеми участниками процесса: поставщиками, производственными участками, покупателями (сбытом).
Отсутствие запаса становится движущей силой организации деятельности, заставляет повысить степень интеграции с покупателями и поставщиками, повышать эффективность внутрипроизводственных процессов, обнажая проблемы ранее скрытые его наличием.
Наибольший эффект тянущие системы, дают на небольших специализированных предприятиях и в поточном производстве, но могут успешно использоваться на различных участках управления производством.
б) Метод «точно в срок»
До 1970 гг. логика преобладала следующая логика планирования: Мы не знаем точный объем продаж каждого изделия. Поэтому не можем установить точный объем производства каждого изделия и производим впрок или «догоняем» возросший спрос. Выпускаемые партии стараемся делать большими, так как это способствует снижению себестоимости.
Однако недостатки такой логики очевидны. Большие партии дешевле лишь на первый взгляд. Они требуют площадей для хранения, и связанных с этим дополнительных расходов, усложняют условия поставок даже внутри предприятия. Большие партии и запасы снижают гибкость выполнения срочных специфичных заказов и замедляют оборачиваемость денежных средств. Тем не менее, такая логика действовала во всем мире, пока рост потребления опережал рост производственных мощностей. Затем ситуация изменилась, усилилась конкуренция, что потребовало от производителей снижения затрат и повышения гибкости.
Широкое использование методов управления качеством в Японии позволило повысить стабильность производства, улучшить его организацию и создать предпосылки для возникновения в конце 1950-х годов системы JIT (от англ. Just-in-time – «точно вовремя» или «точно в срок»). Целью этой системы явилось дальнейшее повышение эффективности производства за счет экономии ресурсов, постоянного улучшения качества продукции и надежности процессов. Основным принципом системы JIT является поставка комплектующих и изготовление отдельных деталей узлов и машин только тогда, когда они нужны для производства и продажи.
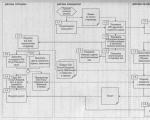
Цель производственной системы, построенной по методу «точно в срок», – гибкая перестройка производства при изменении спроса. Метод представляет собой информационную систему, обеспечивающую оперативное регулирование производимой продукции на каждой стадии производства. На рис. 25 представлен пример схемы традиционной организации производства, а на рис. 26 – схема организации производства по методу «точно в срок».
Рис. 25. Схема традиционной организации производства

Рис. 26. Схема производства по методу «точно в срок»
Традиционная система планирования функционирует по принципу «выталкивания» заранее определенной партии деталей или узлов на последующие операции, не учитывая, нужны ли они там фактически в таком количестве и в данное время. Система «точно в срок» построена на прямо противоположном принципе. Ритм работы, объем и номенклатуру находящихся в производстве деталей и узлов определяет не заготовительное звено (первое звено технологической цепочки), а линия общей сборки (последнее звено производственной цепочки). Вход и выход в системе как бы меняются местами: если в традиционной схеме на выходе получается только то, что вошло на входе, то «точно в срок» вводит в производство только то, что требуется на выходе.
Метод представляет такую производственную систему, в которой материалы, полуфабрикаты, комплектующие изделия и все ресурсы, необходимые для выпуска продукции, поставляются в тот момент и в таких количествах, какие нужны для своевременного выполнения работ на всех производственных местах и выпуска продукции. При этом используются шесть правил логистики: 1) нужный продукт; 2) необходимого качества; 3) в нужном количестве; 4) должен быть доставлен в нужное время; 5) в нужное место; 6) с минимальными затратами.
Данный метод используется в системах, где перемещение сырья, материалов, полуфабрикатов и изделий в процессе производства и получения от внешних поставщиков могу быть тщательно спланированы во времени. При этом отказываются от производства продукции крупными партиями. Основная идея заключается в том, чтобы сделать процесс производства как можно короче, используя ресурсы оптимальным способом.
Если система «точно в срок» действует по всей фирме, то запасы могут быть сведены к минимуму и даже, полностью ликвидированы, что приведет к сокращению складских помещений. С экономической точки зрения запасы и затраты на их содержание снижаются, следовательно, уменьшаются издержки на производство и ускоряется оборачиваемость капитала.
Использование метода «точно в срок» привлекательно не только в связи со снижением производственных запасов, но и потому, что в такой системе производство становится управляемым, улучшаются отношения с заказчиками, финансовое состояние и конкурентоспособность организации.
Реализацию подхода «точно в срок» сдерживают такие факторы, как низкое качество продукции, нарушение сроков поставок и оплаты за товар, сбои в обмене информацией между заказчиками и поставщиками, количество и территориальное размещение поставщиков, низкий уровень ответственности при выполнении договорных обязательств.
Метод JIT хорошо работает только по «зонтиком» TQM (Всеобщего управления качеством), так как помимо слаженной работы всех служб фирмы она требует высочайшего качества всех комплектующих. У фирмы нет лишних запасов комплектующих, и, если какая-либо деталь окажется бракованной, сборка и поставка изделия будет сорвана, что приведет к ущербу.
Эффективность метода зависит от следующих условий:
Отсутствие сбоев и нарушений в процессе производства;
Гибкость системы (способность изменять размеры партий);
Минимизация времени переналадки и переоснащения производственного оборудования;
Минимизация времени подготовки к процессу производства;
Сокращение до минимума материальных запасов;
Отсутствие необоснованных затрат.
Такие условия создаются в ходе проектирования изделий и процессов, организации производства, планирования и управления производством, мотивации персонала, установлением тесных взаимосвязей с поставщиками.
Ключевыми элементами системы «точно в срок» являются стандартные комплектующие, модульное проектирование, качество, скорость и простота.
Конечная цель системы – плавное и непрерывное производство определенного ассортимента изделий. Потенциальное препятствие на пути к этой цели – узкие места, которые появляются там, где некоторые части системы перегружены.
Существование таких заторов – следствие отсутствия гибкости в системе. Для повышения гибкости производства необходимо:
Уменьшить время простоя при переходе от одного процесса к другому, сократив срок подготовки оборудования;
Использовать профилактическое техобслуживание на ключевом оборудовании, чтобы сократить поломки и простои;
Обучать рабочих смежным специальностям, чтобы они могли оказывать помощь там, где в производстве возникают заторы, или заменять отсутствующих рабочих;
Использовать много небольших производственных единиц, что позволяет легче изменять объем производства;
Использовать резервы. Хранить редко используемые ресурсы подальше от производственной зоны, чтобы не загромождать ее;
Создавать резервные мощности для самых важных заказчиков.
Для успешного функционирования системы «точно в срок» важны:
Сокращение числа операций и объема делопроизводства. Это достигается путем дебюрократизации системы управления, устранения излишнего бумаготворчества там, где можно обойтись устным распоряжением, исключением лишних административных звеньев;
Система перемещения работы. Система «точно в срок» использует «тянущий» подход для управления потоком работы. Когда каждый рабочий участок выпускает продукцию в соответствии с запросом последующего рабочего участка, т.е. продукция с конечной операции «вытягивается» запросом потребителя или контрольным графиком.
Качество продукции и процессов.
Метод «точно в срок» применяется в различных сферах, но наиболее наглядным примером его эффективности является крупное конвейерное производство.
в) Система «Канбан»
Практической реализацией системы JIT является система KANBAN («Канбан») впервые реализованная компанией Toyota Motor в 1962 году. Двумя основными принципами производственной системы Toyota являются метод поставок «точно в срок» и автономизация – автоматизация с элементом человеческого интеллекта. Смысл работы по системе «Канбан» состоит в том, что на всех фазах производственного цикла требуемый узел или деталь поставляется к месту последующей производственной операции «точно в срок». Система использует принцип тянущей организации производства и снабжения, а материалы и комплектующие не закупаются и не изготавливаются впрок. В рамках годового плана производства и сбыта планы и графики выпуска на каждом участке фактически отсутствуют. Устанавливается только ориентировочный объем производства.
Слово kanban в переводе с японского означает «сигнал» или «визуальная запись». Когда, например, при сборке появляется потребность в комплектующих (с поправкой на время, необходимое для их доставки или/и изготовления) с помощью P-карт (от англ. production – производство) и С-карт (от англ. convergence – схождение в одной точке, отбор и передача), а также «измерительного блока» (унифицированного для всего производства контейнера) посылается запрос на производственный участок или в службу снабжения, и они поставляют необходимое количество комплектующих в указанный срок.
В практике при проектировании производства сначала определяются (рассчитываются) минимальные партии запуска/выпуска и минимальные межоперационные запасы на всех этапах процесса от закупок сырья материалов и комплектующих до реализации готовой продукции.
Запасы рассчитываются таким образом, чтобы за время их использования можно было изготовить следующую партию. Затем минимальные запасы на всех этапах производства заполняются. С этого момента тянущая система начинает работать. Реальный сбыт (приводящий к снижению запаса готовой продукции у продавцов) диктует, сколько единиц продукции должно быть запущено в производство. Каждый производственный участок запускает в производство столько узлов и деталей, сколько изъято из запаса последующим, а поставщики (сырья, материалов и комплектующих) поставляют ровно столько, сколько реально использовано в производстве.
Работая по методу «точно в срок», в отличие от традиционного подхода, производитель не имеет законченного плана и графика. Он жестко связан не с планом, а в пределах заказа. Конкретный график работы на декаду и месяц отсутствует. Каждый предыдущий в технологической цепочке исполнитель может знать, что он будет производить, только тогда, когда его продукция поступает на последующую обработку. Конкретный график последовательности работы получают только линии окончательной сборки, которые раскручивают клубок заданий в обратную сторону, графики производства не пересматриваются, а формируются движением информации «Канбан». Производство постоянно находится в состоянии настройки, и осуществляется его системная подстройка под изменение рыночной конъюнктуры. На предприятии не ощущаются изменения плана, так как план производства по участкам формируется на каждый день.
Инструментом, используемым для управления системой, являются «канбан» – сигнал, показывающий, что возникла потребность в запуске следующей партии деталей, так как предыдущая партия деталей взята на следующий по процессу участок. Диспетчеризацию заказов выполняют сами рабочие, которые, забирая детали и узлы на свою операцию, подают сигнал, о том, что необходим запуск новой партии этих узлов или деталей. В системе ни одна деталь или партия не могут перемещаться или обрабатываться без поступившего сигнала, о возникшей потребности в ней. Необходимо также отметить, что исполнитель каждой операции рассматривает исполнителя последующей операции как своего клиента.
В практике Toyota это означает, что продукция изготавливается как раз к моменту реализации: готовые автомобили – к моменту продажи, комплектующие детали и узлы к моменту сборки готового изделия, отдельные детали – к моменту сборки узлов, материалы – к моменту изготовления деталей.
Внедрение системы KANBAN в корпорации Toyota Motor позволила сократить производственные запасы на 50%, а товарные – на 80%.
Система требует минимизации размера обрабатываемых партий и заделов, позволяет сократить производственные запасы, складские помещения и производственные площади.
Недостатки системы KANBAN – продолжение ее достоинств. При ее работе производство постоянно находится в состоянии настройки под изменение рыночной конъюнктуры. Однако допустимые для системы колебания имеют свои пределы, за которыми она дает сбои. Этот предел колебаний составляет приблизительно 10% при увеличении плана. Более сильные колебания требуют более глубоких изменений, например, изменения количества работающих сотрудников.
В Toyota не склонны преувеличивать значение системы KANBAN в своей производственной системе. Специалисты компании считают, что прорыв обеспечен в большей степени системой быстрой переналадки оборудования и системой исключения потерь, позволяющей «выжимать воду из сухого полотенца», так как потери возникают не только из запасов. «Канбан» лишь часть целостной производственной системы.
Опыт внедрения этой системы 1980-х годах за пределами Японии в Европе и США, показал, что имеются серьезные трудности по ее внедрению. Это обусловлено более низкой, чем у японцев дисциплиной поставок обусловленной удаленностью поставщиков. Если в Японии среднее расстояние от сборочного завода до его основных поставщиков десятки, то в Западной Европе и США – сотни километров. Поэтому большинство западных фирм использует отдельные элементы системы «канбан», часто в комбинации с другими распространенными на западе системами планирование ресурсов предприятия, например MRP (Material Resource Planning) или ERP (Enterprise Resource Planning). В последние годы японские фирмы создали комбинированные системы с использованием элементов KANBAN. Например, фирма «Ямаха», использует систему «Синхро – MRP».
Потребовалось около 20 лет, чтобы технология JIT перешла в западную промышленность, и около 10 лет, чтобы реализовать концепцию в целом. Сегодня метод «точно в срок» и систему KANBAN либо ее элементы используется такими известными фирмами, как «Дженерал моторс», «Рено» и др.
Источник: Elitarium.ru . Материал публикуется в адаптированном переводе с английского.
Компании, использующие подход "точно-в-срок" обычно имеют значительное преимущество перед своими конкурентами, которые используют более традиционный подход. У них ниже стоимость производства, меньше брака, выше гибкость и способность быстро предоставлять на рынок новые или усовершенствованные товары.
Термин « точно-в-срок » (just-in-time - JIT) используется по отношению к промышленным системам, в которых перемещение изделий в процессе производства и поставки от поставщиков тщательно спланированы во времени - так, что на каждом этапе процесса следующая (обычно небольшая) партия прибывает для обработки точно в тот момент, когда предыдущая партия завершена. Отсюда и название just-in-time (точно в срок, только вовремя). В результате получается система, в которой отсутствуют любые пассивные единицы, ожидающие обработки, а также простаивающие рабочие или оборудование, ожидающие изделия для обработки.
Явление «точно-в-срок» (JIT) характерно для производственных систем, которые функционируют с очень небольшим «жировым запасом» (например, излишние материальные запасы, избыток рабочей силы, излишние производственные площади). JIT относится к распределению во времени движения через систему деталей и материалов, а также услуг. Компании, использующие подход JIT обычно имеют значительное преимущество перед своими конкурентами, которые используют более традиционный подход. У них ниже стоимость производства, меньше брака, выше гибкость и способность быстро предоставлять на рынок новые или усовершенствованные товары.
В данной публикации мы рассмотрим систему «точно-в-срок» (JIT), включая ее основные элементы и факторы, которые требуются для эффективной работы.
Подход « точно-в-срок » был разработан в японской автомобильной компании Toyota. Его автор - Тайиши Оно (который в конечном счете стал вице-президентом компании по производству) и несколько его коллег. На то, что JIT была разработана именно в Японии, вероятно, повлиял факт, что Япония является перенаселенной страной с очень ограниченными природными ресурсами. Неудивительно поэтому, что японцы очень чувствительны к пустым тратам материалов, времени и средств, и к неэффективности труда. Они расценивают брак и исправления дефектов как необоснованные затраты, а запасы - как зло, потому что они занимают пространство и связывают ресурсы.
Широко распространено мнение, что система JIT - это просто соответствующее планирование производства, результатом которого является минимальный уровень незавершенного производства и материальных запасов. Но в сущности, JIT представляет собой определенную философию, которая охватывает каждый аспект производственного процесса, от разработки до продажи изделия и послепродажного обслуживания. Эта философия стремится к созданию системы, которая хорошо функционирует с минимальным уровнем материальных запасов, минимальным пространством и минимальным делопроизводством. Это должна быть система, которая не поддается сбоям и нарушениям и является гибкой (в том что касается изменений ассортимента изделий и объема производства). Конечная цель состоит в том, чтобы получить сбалансированную систему с плавным и быстрым потоком материалов через систему.
В системах JIT, качество «встроено» как в изделие, так и в производственный процесс. Компании, которые используют систему JIT, достигли такого уровня качества, которое позволяет им работать с небольшими производственными партиями и плотным графиком. Эти системы имеют высокую надежность, исключены главные источники неэффективности и срывов, а рабочие обучены не только трудиться в системе, но и непрерывно ее совершенствовать.
Конечная цель системы JIT - это сбалансированная система; то есть такая, которая обеспечивает плавный и быстрый поток материалов через систему. Основная идея состоит в том, чтобы сделать процесс как можно короче, используя ресурсы оптимальным способом. Степень достижения этой цели зависит от того, насколько достигнуты дополнительные (вспомогательные) цели, такие как:
Сбои и нарушения процесса оказывают отрицательное воздействие на систему, нарушая плавный поток изделий, поэтому их необходимо исключить. Срывы вызываются самыми разнообразными факторами: низким качеством, неисправностью оборудования, изменениями в графиках, опозданием поставок. Все эти факторы следует по возможности исключить.
Время подготовки и производственные сроки удлиняют процесс, ничего не добавляя при этом к стоимости изделия. Кроме того, продолжительность этих сроков отрицательно воздействует на гибкость системы. Следовательно, их сокращение очень важно и является одной из целей непрерывного усовершенствования.
Материальные запасы - это незадействованные ресурсы, которые занимают место и повышают стоимость производства. Их следует свести к минимуму или по возможности вообще устранить.
Необоснованные расходы представляют собой непроизводительные ресурсы; их устранение может освободить ресурсы и расширить производство. В философии JIT необоснованные расходы включают:
Наличие подобных необоснованных расходов говорит о возможности усовершенствования или список необоснованных расходов определяет потенциальные цели непрерывного усовершенствования.
Проектирование и производство в системе JIT представляют собой основу для выполнения перечисленных выше целей. Эта основа состоит из четырех формирующих блоков:
Скорость и простота - два общих элемента, которые проходят через эти формирующие блоки.
1. Разработка изделия. Три элемента проекта изделия являются ключевыми для системы «точно-в-срок»:
Первые два элемента связаны со скоростью и простотой.
Использование стандартных комплектующих означает, что рабочие имеют дело с меньшим количеством деталей, а это сокращает время и затраты на обучение. Закупка, обработка и проверка качества при этом более стандартны и дают возможность непрерывного усовершенствования. Другое важное преимущество заключается в использовании стандартной процедуры обработки.
Модульное проектирование - это своего рода расширение понятия стандартных комплектующих. Модули - группы деталей, собранные в единый узел (и представляющие собой поэтому отдельную единицу). Это значительно сокращает число деталей, с которыми приходится работать, упрощает сборку, закупку, обработку, обучение, и так далее. Стандартизация имеет дополнительную пользу, уменьшая длину списка материалов для различных изделий, т.е. упрощая этот список.
Недостатки стандартизации заключаются в том, что изделия менее разнообразны и сопротивляются изменениям своих стандартных проектов. Эти неудобства несколько уменьшаются там, где различные изделия имеют общие части или модули. Существует тактика, которую иногда называют «отсроченная дифференциация»: решения относительно того, какие именно изделия будут запушены в производство, откладываются на то время, пока производятся стандартные детали. Когда становится очевидным, какие именно изделия необходимы, система быстро реагирует, производя оставшиеся нестандартные детали этих изделий. Качество - это основное необходимое условие системы «точно-в-срок». Оно жизненно важно для систем JIT, поскольку низкое качество может вызвать серьезные срывы в процессе производства. Система нацелена на плавный поток работы; появление проблем из-за низкого качества вызывает сбои в этом потоке.
Поскольку небольшие размеры производственной партии и отсутствие резервных запасов дают в результате минимальный объем незавершенного производства, производственный процесс вынужден останавливаться, когда возникает проблема. При этом он не может возобновиться до тех пор, пока проблема не будет решена. Совершенно очевидно, что остановка всего процесса обходится очень дорого и снижает плановый уровень выпуска, поэтому абсолютно необходимо по возможности избегать остановки системы и быстро решать проблемы в случае их появления.
Системы JIT используют трехэтапный подход к качеству. Первая часть - внедрить качество в изделие и в производственный процесс. Высокий уровень качества достижим потому, что «точносрочные» системы производят стандартные изделия, с использованием соответственно стандартных методов работы и стандартного оборудования, рабочие привыкли к своим производственным операциям и хорошо их знают. Кроме того, все расходы на качество проекта (т.е. формирование качества изделия еще на стадии проекта) можно распределить на многие изделия, получая при этом небольшую стоимость единицы изделия. Очень важно выбрать соответствующий уровень качества с точки зрения конечного потребителя и возможностей производства. Таким образом, проектирование изделия и разработка процесса должны идти рука об руку.
2. Разработка процесса. Для «точносрочных» систем особо важны семь аспектов разработки изделия:
Небольшой объем производственной партии и закупочной партии дает ряд преимуществ, которые позволяют системам JIT эффективно функционировать. Во-первых, когда через систему перемещаются небольшие производственные партии, то и объем незавершенного производства (т.е. материалов, находящихся в процессе обработки) значительно меньше, чем при крупных партиях. Это уменьшает стоимость хранения, требует меньшего места для хранения, и не создает излишней загруженности пространства на рабочем месте. Во-вторых, когда возникают проблемы с качеством, затраты на проверку и переделку меньше, поскольку в каждой партии меньше единиц, требующих проверки и переработки. Кроме того, небольшие партии обеспечивают большую гибкость при планировании.
Небольшой объем производственной партии и меняющийся ассортимент изделий требуют частых переоснащений и переналадки оборудования (т.е. подготовки к производству). Если такую подготовку невозможно произвести быстро и относительно недорого, время и затраты станут тормозящими факторами. Часто рабочих обучают самим проводить подготовку своего оборудования к производственному процессу Кроме того, используются специальные программы по сокращению сроков и расходов на подготовку к производству; при этом рабочие становятся ценной частью процесса.
Кроме того, для сокращения времени и стоимости подготовки можно использовать группировку технологий - объединение сходных операций. Например, производство различных деталей, которые сходны по форме, материалу и т.п., может потребовать однотипной (схожей) подготовки. Их последовательная обработка на одном и том же оборудовании может сократить необходимые изменения; потребуется только незначительная регулировка.
Общая черта «точносрочных» систем - множество производственных ячеек. Они объединяют оборудование и инструменты для обработки группы деталей со сходными технологическими требованиями. По своей сути, ячейки - это высокоспециализированные и эффективные производственные центры. Среди важнейших преимуществ производственных ячеек: сокращается время перехода к новому виду изделия, эффективно используется оборудование, рабочим легче овладеть смежными специальностями. Сочетание высокой эффективности работы ячеек с малыми размерами производственных партий приводит к минимальному объему незавершенного производства.
Постоянное совершенствование качества часто направлено на поиск и устранение всех причин, вызывающих проблемы.
Системы «точно-в-срок» созданы для сведения к минимуму материальных запасов производства. Согласно философии JIT, хранение запасов - бессмысленные расходы. Запасы - это своего рода буферы, которые скрывают повторяющиеся проблемы. Эти проблемы не решаются - частично именно по той причине, что они скрыты, а частично потому, что наличие резервного запаса делает их менее серьезными.
Используя подход JIT, постепенно понижают уровень запасов, чтобы открыть проблемы. Когда проблемы обнаружены и решены, уровень запасов еще раз понижают, находят и решают следующий пласт проблем и т.д.
Существует пять кадровых и организационных элементов, особенно важных для систем JIT.
Фундаментальный принцип философии JIT - считать рабочих активным капиталом предприятия. Хорошо обученные и мотивированные рабочие являются сердцем системы. Они имеют больше полномочий в принятии решений, чем их коллеги в традиционных системах, но от них соответственно и ждут большего.
Рабочие обучаются смежным специальностям для выполнения нескольких элементов процесса и работы на разнообразном оборудовании. Это придает системе дополнительную гибкость, потому что рабочие могут оказать друг другу помощь при появлении «заторов» в производственном процессе или заменить отсутствующего коллегу.
Рабочие в системе JIT несут большую ответственность за качество, чем рабочие в традиционных системах. От них ждут участия в решении проблем в процессе непрерывного усовершенствования. Рабочие в системах JIT обычно проходят серьезную подготовку в области статистического управления процессом, улучшения качества и решения проблем.
Другая характерная черта «точносрочных систем» - способ распределения накладных расходов. Традиционные методы учета иногда искажают распределение расходов, потому что распределяют их на основе непосредственно отработанных часов.
Еще одно свойство систем «точно-в-срок» связано с руководством. От менеджера требуется быть лидером и помощником, а не просто отдавать приказы. Всячески поощряются двусторонние связи между менеджерами и рабочими.
5 элементов производственного управления и планирования особенно важны для систем JIT:
Основной упор в системах JIT сделан на достижение стабильных, уравновешенных рабочих графиков. С этой целью, основные производственные графики разрабатываются так, чтобы обеспечить равномерную рабочую загрузку производственных мощностей.
Понятия "тянуть" и "толкать" используют для описания двух различных способов перемещения работы через производственную систему. В «толкающих» системах (push system), по окончании работы на производственном участке, продукцию толкают на следующий участок; или же, если данная операция была завершающей, готовые изделия выталкиваются на склад конечной продукции. В «тянущих» системах (pull system) управление перемещением работы закреплено за последующей операцией: каждый рабочий участок по мере необходимости «притягивает» себе продукцию с предыдущего участка; продукция с конечной операции «вытягивается» запросом потребителя или контрольным графиком. «Точносрочные системы» используют «тянущий» подход для управления потоком работы когда каждый рабочий участок выпускает продукцию в соответствии с запросом последующего рабочего участка. Традиционные производственные системы используют «толкающий» подход для продвижения работ через систему.
Как правило, в системах «точно-в-срок» действуют очень тесные связи с поставщиками, которые должны обеспечить частые поставки небольших партий высококачественных изделий. В традиционной производственной системе, покупатели сами следят за качеством закупленной продукции, проверяя партии поставок на качество и количество, и возвращая некачественный товар обратно поставщику для доработки и замены. В «точносрочных» системах резервного времени практически нет, поэтому некачественные изделия нарушают плавное движение работы через систему. Более того, проверка поступающих закупок считается непроизводительной тратой времени, потому что она ничего не добавляет к стоимости изделия. По этой причине обязанность гарантии качества передается поставщикам. Покупатели работают с поставщиками, помогая им добиться необходимого уровня качества и осознать всю важность производства товаров постоянного высокого качества. Конечная цель покупателя - закрепить за поставщиком сертификат соответствия, как за производителем товаров высокого качества. Суть в том, чтобы на поставщика можно было полностью полагаться, не сомневаясь, что его поставки будут соответствовать определенному уровню качества и не нуждаться в проверках со стороны покупателя.
Технологические изменения являются самыми дорогостоящими среди всех перечисленных операций. Системы JIT сокращают расходы, уменьшив число и частоту проведения подобных операций. Например, поставщик доставляет изделия непосредственно на производство, полностью минуя склады, - тем самым упраздняется деятельность, связанная с помещением материалов на склад и последующим перемещением их на производственные участки. Бесконечные поиски путей повышения качества, пронизывающие всю систему JIT, упраздняют многие виды деятельности, связанные с качеством изделия - и соответствующие затраты. Использование штрихового кодирования (не только в «точносрочных» системах) помогает сократить операции по вводу данных и увеличивает точность данных.
«Точносрочные» системы имеют ряд важных преимуществ, которые привлекают внимание компаний с традиционным подходом к производству Основными преимуществами являются:
Система «точно-в-срок» - это система, которая применяется преимущественно в серийном производстве. В такой системе товары перемещаются через систему и задание выполняется в точном соответствии с графиком. «Точносрочные» системы требуют очень небольших материальных запасов, поскольку последовательные операции жестко скоординированы.
Конечной целью JIT является сбалансированный, плавный поток производства. Вспомогательные цели: устранение нарушений в системе, обеспечение гибкости системы, сокращение времени оснащения и сроков производства, исключение непроизводительных расходов, и минимизация материальных запасов. Формирующие блоки «точносрочной» системы - разработка изделия, разработка процесса, кадровые и организационные вопросы, планирование и управление производством.
Такое производство требует исключения всех возможных источников нарушения плавного потока работ. Высокое качество необходимо, потому что проблемы с качеством могут нарушить процесс. Кроме того, решение проблем нацелено на устранение всех нарушений производственного процесса и придание системе большей эффективности и непрерывного усовершенствования.
Система JIT (англ. Just In Time – точно в срок) – это наиболее распространенная в мире логистическая концепция, которая воплощает один из основных принципов бережливого производства . Ее смысл заключается в том, чтобы все материалы, компоненты и полуфабрикаты, необходимые для производства продукции, поступали в необходимом количестве, в нужное место и точно к назначенному сроку для производства, сборки или реализации готовой продукции.
Отдельные элементы системы JIT были известны в США еще в начале ХХ столетия. Но в систему они были приведены Тайиши Оно, инженером японской автомобильной компании Toyota, и его коллегами. Не случайно родиной JIT стала Япония, страна с ограниченными природными ресурсами. В производстве японцы всеми возможными способами борются с непродуктивным использованием материалов. Брак и исправление дефектов у них приравнивается к необоснованным затратам , а запасы рассматриваются как фактор, который связывает ресурсы и занимает пространство. Широкое распространение системы JIT началось с конца 50-х годов ХХ века, когда японская компания Toyota Motors, а потом и другие автомобильные компании Японии, начали внедрять систему канбан.
Реализация системы JIT предусматривает осуществление ряда необходимых мероприятий. Так, в первую очередь необходимо создать компактные предприятия, на которых будет занято не более трехсот человек, производящих одно или несколько схожих изделий. Ограничение ассортимента упрощает управление и облегчает работу по методу «точно в срок». На этих предприятиях должны работать люди, организованные в комплексные бригады, выполняющие все операции по изготовлению определенных деталей. Это позволит установить различные виды оборудования в одной производственной ячейке, что значительно ускорит производственный процесс, сократит время переналадки оборудования и тем самым уменьшит его простои. Все рабочие в комплексных бригадах должны владеть смежными профессиями. Необходимым условием также является поставка деталей в минимальных количествах и их точное соответствие потребностям, что позволяет отказаться от складских помещений для хранения сырья, заготовок или комплектующих. Конечная цель системы JIT – обеспечить бесперебойный и быстрый поток материалов через систему, сделать процесс производства как можно короче, использовать ресурсы оптимальным способом.
Те компании, которым это удается, обычно имеют значительные преимущества перед своими конкурентами, которые используют традиционный подход в производстве. К ним можно отнести:
- низкий уровень материальных запасов в процессе производства, закупок и готовых изделий;
- нет необходимости в больших производственных площадях;
- повышение качества изделий, уменьшение брака и переделок;
- сокращение сроков изготовления продукции;
- гибкость при изменении ассортимента изделий;
- короткие сроки подготовки к производственному процессу;
- наличие в компании рабочих с многопрофильной квалификацией, которые могут заменить друг друга;
- высокий уровень производительности и использования оборудования;
- отсутствие необходимости в непроизводственных работах, например, складировании и перемещении материалов.
В настоящее время система JIT в полном объеме используется только в Японии. В США, Европе и особенно в России этот способ производства до сих пор остается недоступным большинству компаний, т.к. требует обеспечения двух основных условий. Это, во-первых, наличие безотказного, самонастраивающегося механизма, обеспечивающего точность и согласованность поставок во времени и в пространстве. Во-вторых, все поставляемые компоненты производства должны быть бездефектными, иначе вся эта синхронная система перестанет функционировать.
В последнее время в некоторых отраслях промышленности в производственном процессе все шире применяется так называемый метод управления товарно–материальными запасами по принципу точно в срок.
«Точно в срок» – метод контроля и управления товарно–материальными запасами, в соответствии с которым запасы приобретаются и вводятся в производство точно в тот момент, когда в них возникает необходимость.
Таким образом, философия управления по методу JIT сосредотачивает специалистов на «протягивании» товарно–материальных запасов через производственный процесс «по мере надобности», а не на «проталкивании» их по принципу «по мере выпуска». Для такого подхода требуется очень точная информационная система в сфере производства товарно–материальных запасов, максимально эффективная закупочная система и система обработки запасов, а также предельно надежные поставщики. Конечно, запасы сырья, товаров и материалов в пути ни при каких условиях не могут достичь нулевого уровня, но, несмотря на это, понятие «точно в срок» представляет собой один из наиболее эффективных путей сокращения товарно–материальных запасов. Однако цель JIT не ограничена исключительно их сокращением, она состоит еще и в повышении производительности и гибкости производства, а также в улучшении качества выпускаемой продукции.
Факторы, определяющие метод «точно в срок»:
1. Концентрация по географическому принципу. Если предприятие–покупатель стремиться получать нужные детали по принципу «точно в срок», необходимо, чтобы перевозка грузов с завода–поставщика на завод–потребитель выполнялась за относительно короткое время: менее одного дня. Так, например, подавляющее большинство заводов–поставщиков японской компании Toyota расположено на расстоянии не более 60 миль от его предприятия.
2. Надежное качество. Компания–потребитель обязательно должна иметь уверенность в том, что получает от своих поставщиков только качественные материалы и товары. Японская концепция заключается в том, что каждый производственный процесс должен рассматривать последующий процесс как своего конечного клиента. Мероприятия по контролю качества направлены на контроль самого производственного процесса, а не на то, чтобы отсеивать брак в результате проверки качества.
3. Управляемая сеть поставщиков. Внедрению системы «точно в срок» способствует максимальное сокращение количества поставщиков и заключение с ними долговременных контрактов. Большинство японских автомобилестроительных компаний имеет не более 250 поставщиков комплектующих. Для сравнения скажем, что в компании GeneralMotorsCorp. только сборочное производство сотрудничает с 3500 поставщиками.
4. Управляемая транспортная система. Кратко выражаясь, основой для этого является создание надежных транзитных маршрутов между поставщиками и пользователями. Так, японские автомобилестроительные компании используют для доставки деталей только грузовые автомобили (свои или работающие по контракту). Поставки комплектующих от каждого поставщика осуществляются по несколько раз в день в соответствии с заранее составленным графиком.
5. Гибкость производства. На заводе процесс поставок должен «уметь» быстро реагировать и оперативно предоставлять участку–потребителю любые необходимые детали. В данном случае очень важным является возможность быстрой смены инструментов. Так, например, в Японии одно автоматическое прессовочное оборудование может быть заменено другим в течение 6 минут.
6. Небольшие партии поставок. Большинство автомобилестроительных японских компаний использующих систему «точно в срок», требуют, чтобы размер партии не превышал 10% от ежедневного расхода деталей или материалов. В идеале они стремятся достичь такого порядка, когда партия будет состоять из одной единицы продукции с тем, чтобы по мере сборки машины специально выпускалась и каждая деталь для нее.
7. Эффективная система приемки материалов и погрузочно–разгрузочных работ. Большинство японских компаний вообще отказалось от формальных операций по приемке. Все части заводов используются в качестве приемочных зон, и детали и комплектующие доставляются как можно ближе к месту назначения. Благодаря применению погрузочной техники особой конструкции японцы избавились от необходимости в специальных отстойниках для нее.
8. Настойчивое стремление управляющего персонала к внедрению системы «точно в срок». Система «точно в срок» должна охватывать все подразделения завода. Управленческий персонал отвечает за обеспечение компании ресурсами, необходимыми для эффективного использования этой системы. Он должен твердо придерживаться намеченной цели в период перехода к системе «точно в срок», который нередко бывает довольно сложным и длительным.
Для предприятий со сравнительно небольшими объемами производства затраты на выполнение заказа могут быть незначительны, а расходы на хранение не нужны, если материалы сразу поступают в производство.
Иначе говоря, оптимальный размер партии заказа конкретного материала пропорционален корню квадратному удвоенной годовой потребности в данном материале.
Метод красной линии. Одна из крупнейших систем контроля называется методом красной линии (red–linemethod) и заключается в том, что внутри ящика, в котором хранятся запасы, проводится красная линия. Когда запасы израсходовали до этой линии, т. е. она стала видна, размещается заказ на новую партию.
Метод двух ящиков. Другой пример – метод двух ящиков (бункеров) (two–binmethod). B данном случае, запасы хранятся сразу в двух ящиках. Сначала материалы расходуются из первого, а когда он становится пустым, размещается заказ на новую партию и материалы начинают брать из второго ящика. Эти методы основаны на практических наблюдениях и применимы в производстве, связанном с большим количеством мелких деталей, а также в ремонтных мастерских.
Компьютерные системы. Крупные компании используют компьютерные системы контроля запасов. Сначала в память компьютера вводится информация обо всех видах запасов, затем расход материалов автоматически регистрируется и происходит корректировка остатков. При достижении момента возобновления запаса через компьютерную сеть поставщику передается информация о заказе новой партии, а после ее получения остатки снова корректируются. В этом случае в компьютер занесены данные об остатках по каждому виду товара, на самом же изделии имеется магнитный код. При покупке и расчете через электронную кассу информация передается в компьютер и, таким образом, автоматически уменьшается остаток данного товара. Когда же достигается точка размещения нового заказа, информация о нем передается прямо в компьютер поставщика.
Однако, чтобы модель оптимального размера заказа работала, необходимо соблюдение следующих допущений:
1. объём продаж должен быть идеально спрогнозирован;
2. продажи равномерно распределяется в течение всего года;
3. заказы выполняются без задержек.

Регулярный рост цен на электроэнергию заставляет многих задумываться над вопросом альтернативных источников получения...
Костяев Николай Иванович – старший научный сотрудник научно-исследовательского отдела АСУ центра научных исследований...

Находящаяся в посёлке Казачья Лопань . Участковая станция 2 класса. На станции расположена таможня, производится...

РАСТИТЕЛЬНАЯ КЛЕТКА Клетка - функциональная и структурная единица живого организма. Устройство микроскопа Микроскоп...

Машинист поезда – востребованная сегодня профессия. Профессиональная деятельность машиниста поезда связана с управлением...

Заказчики, работающие по Закону о закупках отдельными видами юрлиц, должны планировать свою закупочную деятельность. В...

Работу контрактного управляющего регулирует должностная инструкция. Это документ, который принимают на...

Кавказская порода овец и северокавказская были выведены в Ставропольском крае. Сейчас этих животных разводят...

Конспект урока предпрофильной подготовки Классификации профессий. Признаки профессии. Смирнова Елена...

Многочисленные приметы про голубей появились неслучайно. Любимые птицы бога живут рядом людьми уже очень давно,...

В зависимости от физико-механических свойств тканей и степени нарушения их целостности предложено много...
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже Студенты, аспиранты,...
Все это происходит из-за основного предположения модели Эджуорта о том, что фирмы дуополистического рынка...

Даже поверхностный взгляд на окружающих нас людей дает основания говорить об их несхожести. Люди различаются...
Костяев Николай Иванович – старший научный сотрудник научно-исследовательского отдела АСУ центра научных...

Находящаяся в посёлке Казачья Лопань . Участковая станция 2 класса. На станции расположена таможня,...