Малая гидроэнергетика микро и нано гэс
Регулярный рост цен на электроэнергию заставляет многих задумываться над вопросом альтернативных источников получения...
Среди статистических методов контроля качества наиболее распространены так называемые семь инструментов контроля качества:
1) диаграмма Парето;
2) причинно-следственная диаграмма Исикавы;
3) контрольная карта;
4) гистограмма;
5) диаграмма разброса;
6) метод расслоения;
7) контрольные листки.
В своей совокупности эти методы образуют эффективную систему методов контроля и анализа качества. Семь простых методов могут применяться в любой последовательности, в любом сочетании, в различных аналитических ситуациях, их можно рассматривать и как целостную систему, и как отдельные инструменты анализа. В каждом конкретном случае предлагается определить состав и структуру рабочего набора методов. «Семь инструментов контроля качества» активно используются японскими фирмами.
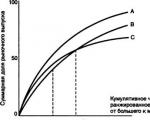
1. Диаграмма Парето позволяет наглядно представить величину потерь в зависимости от различных объектов; представляет собой разновидность столбиковой диаграммы, применяемой для наглядного отображения рассматриваемых факторов в порядке уменьшения их значимости.
В 1897 г. итальянский экономист В. Парето предложил формулу, описывающую неравномерность распределения благ. Эта же идея в 1907 г. была графически проиллюстрирована на диаграмме американским экономистом М. Лоренцом. Оба ученых показали, что чаще всего наибольшая доля доходов или благ принадлежит небольшому числу людей. Известный американский специалист по управлению качеством Дж. Джуран применил этот подход в области контроля качества. Это дало возможность разделить факторы, влияющие на качество, на немногочисленные существенно важные и многочисленные несущественные. Оказалось, что, как правило, подавляющее число дефектов и связанных с ними потерь возникает из-за относительно небольшого числа причин. Дж. Джуран назвал этот подход анализом Парето.
Для построения диаграммы Парето исходные данные представляют в виде таблицы, в первой графе которой указывают анализируемые факторы, во второй - абсолютные данные, характеризующие число случаев обнаружения анализируемых факторов в рассматриваемый период, в третьей - суммарное число факторов по видам, в четвертой - их процентное соотношение, в пятой - кумулятивный (накопленный) процент случаев обнаружения факторов
Начинают построение диаграммы Парето с того, что на оси абсцисс откладывают данные графы 1, а на оси ординат - данные графы 2, располагаемые в порядке убывания частоты встречаемости. «Прочие факторы» всегда располагают на оси ординат последними; если доля этих факторов сравнительно велика, то необходимо сделать их расшифровку, выделив при этом наиболее значительные. По этим исходным данным строят столбиковую диаграмму, а затем, используя данные графы 5 и дополнительную ординату, обозначающую кумулятивный процент, вычерчивают кривую Лоренца. Возможно построение диаграммы Парето, когда на основной ординате откладывают данные графы 4; в этом случае для вычерчивания кривой Лоренца нет необходимости включать в диаграмму дополнительную ординату (именно этот вариант диаграммы наиболее распространен на практике).
Определяющим достоинством диаграммы Парето является то, что она дает возможность разделить факторы на значительные (встречающиеся наиболее часто) и на незначительные (встречающиеся относительно редко). Например, анализ диаграммы, представленной на рис. (а также кривой Лоренца), показывает, что усадочные раковины, газовая пористость и прочие трещины в литых деталях составляют 89,5% всех несоответствий. Следовательно, с устранения именно этих несоответствий следует начинать работу по обеспечению качества деталей.
Построение диаграммы Парето часто обнаруживает закономерность, получившую название «Правило 80/20» и основанную на принципе Парето, согласно которому большая часть следствий вызывается относительно немногочисленными причинами. Применительно к анализу несоответствий данная закономерность может быть сформулирована следующим образом: обычно 80% обнаруженных несоответствий связано лишь с 20% всех возможных причин.
Кроме выявления и ранжирования факторов но их значимости диаграмма Парето с успехом применяется для наглядной демонстрации эффективности тех или иных мероприятий в области обеспечения качества: достаточно построить и сравнить две диаграммы Паре-то - до и после реализации каких-либо мероприятий.
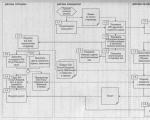
2. Причинно-следственная диаграмма предложена в 1953 г. К. Исикавой («диаграмма Исикавы»). Диаграмма представляет собой графическое упорядочение факторов, влияющих на объект анализа.
Главным достоинством диаграммы Исикавы является то, что она дает наглядное представление не только о тех факторах, которые влияют на изучаемый объект, но и о причинно-следственных связях этих факторов.
При построении диаграммы Исикавы к центральной горизонтальной стрелке, изображающей объект анализа, подводят большие первичные стрелки, обозначающие главные факторы (группы факторов), влияющие на объект анализа. Далее к каждой первичной стрелке подводят стрелки второго порядка, к которым, в свою очередь, подводят стрелки третьего порядка и т. д. до тех пор, пока на диаграмму не будут нанесены все стрелки, обозначающие факторы, оказывающие заметное влияние на объект анализа в конкретной ситуации. Каждая из стрелок, нанесенная на схему, в зависимости от ее положения представляет собой либо причину, либо следствие: предыдущая стрелка по отношению к последующей всегда выступает как причина, а последующая - как следствие.
Главная задача при построении диаграммы - обеспечение правильной соподчиненности во взаимозависимости факторов, а также четкое ее оформление.
При структурировании диаграммы на уровне первичных стрелок факторов во многих реальных ситуациях можно воспользоваться предложенным самим Исикавой правилом «пяти М» (материалы, машины, методы, измерения, люди). Это правило состоит в том, что в общем случае существует пять возможных причин тех или иных результатов, связанных с причинными факторами.
Детализированная диаграмма Исикавы может служить основой для составления плана взаимоувязанных мероприятий, обеспечивающих комплексное решение поставленной при анализе задачи.
3. Контрольная карта была предложена в 1924 г. У. Шухартом. Она строится на бланке (формуляре), на который нанесена сетка из тонких вертикальных и горизонтальных линий. По вертикали на карте отмечают выбранную статистическую характеристику наблюдаемого параметра (например, индивидуальное или среднее арифметическое значение, медиану, размах и др.), а по горизонтали - время или номер контрольной выборки. Так, на карту средних арифметических значений предварительно наносят: горизонтальную центральную линию, соответствующую значению центра допуска (ЦД) (при этом значении технологическая операция считается оптимально налаженной); две горизонтальные линии пределов установленного нормативной документацией технологического допуска (верхнего - Тв и нижнего - Тн); две горизонтальные линии, являющиеся границами регулирования значений контролируемого параметра (верхняя - Рв и нижняя - Рн). Границы регулирования ограничивают область значений регулируемой выборочной характеристики, соответствующей удовлетворительной наладке технологической операции (если контролируемый параметр задан односторонней нормой, то на контрольную карту наносится только одна граница регулирования). Для лучшего восприятия контрольной карты ее центральную линию и границы целесообразно обозначать разными цветами, например центральную линию - зеленым, допусковые границы - красным, границы регулирования - черным.
Границы регулирования рассчитываются с учетом принятого распределения значений контролируемого параметра и дополнительной вероятности получения ложного предупредительного сигнала о разладке операции. Доверительный интервал указывает, внутри каких границ ожидается истинное значение статистической характеристики.
Работа с контрольной картой сводится к тому, что по данным наблюдения за значениями контролируемого параметра устанавливается, находится ли этот параметр в границах регулирования, и на основании этого принимается решение о том, налажена ли технологическая операция или разлажена.
Решение о разладке операции принимается при выходе хотя бы одного наблюдения, фиксируемого на карте в виде точки, за границы регулирования. Однако еще до выхода точек за границы регулирования контрольная карта дает возможность судить о наметившихся нарушениях технологической операции по следующим признакам:
♦ вблизи границ регулирования появляются несколько последовательных значений контролируемого параметра;
♦ значения распределяются по одну сторону от центральной линии, т. е. среднее значение смещается относительно центра настройки (о наличии систематического отклонения свидетельствуют, например, расположение подряд семи значений выше или ниже средней линии, а также расположение 10 из 11, 12 из 14, 14 из 17 и 16 из 20 значений по одну сторону от средней линии);
♦ значения контролируемого параметра сильно разбросаны;
♦ намечается тенденция приближения значений контролируемого параметра к одной из границ регулирования.
При нанесении на график допустимых значений параметра определяется, как часто этот параметр попадает в допустимый диапазон или выходит за его границы.
Построение гистограммы ведется в следующей последовательности:
а) составляется таблица исходных данных;
б) оценивается размах анализируемого параметра;
в) определяется ширина размаха;
г) устанавливается точка отсчета первого интервала;
д) выбирается окончательное количество интервалов.
Вид гистограммы зависит от объема выборки, количества интервалов, начала отсчета первого интервала. Чем больше объем выборки и меньше ширина интервала, тем ближе гистограмма к непрерывной кривой.
5. Диаграмма разброса (диаграмма рассеивания) применяется для выявления зависимости одной переменной величины (показателя качества продукции, параметра технологического процесса, величины затрат на качество и т. п.) от другой. Диаграмма не дает ответа на вопрос о том, служит ли одна переменная величина причиной другой, но она способна прояснить, существует ли в данном случае причинно-следственная связь вообще и какова ее сила.
Наиболее распространенным статистическим методом выявления подобной зависимости является корреляционный анализ, основанный на оценке коэффициента корреляции. Взаимосвязь изучаемых величин может быть полной, т. е. функциональной, когда коэффициент корреляции равен единице (+1), если переменные одновременно возрастают или убывают, и (-1), если при возрастании одной переменной другая убывает. Примером функциональной связи может служить твердость материала заготовки: чем выше твердость, тем больше износ.
В том случае, когда взаимосвязь совсем отсутствует, коэффициент корреляции равен нулю. Возможен и промежуточный случай, когда зависимость связанных величин неполная, так как она искажена влиянием посторонних дополнительных факторов. Иллюстрацией подобного рода корреляционной связи может служить зависимость производительности труда рабочих от их стажа при воздействии таких дополнительных факторов, как образование, здоровье и т. д. Чем больше влияние этих дополнительных факторов, тем менее тесна связь между стажем и производительностью труда
Корреляционные связи описываются соответствующими уравнениями. В тех случаях, когда требуется выяснить зависимость одного параметра от нескольких других, применяется регрессивный анализ. Для выявления влияния отдельных факторов на исследуемый параметр применяется дисперсионный анализ, при котором исходят из того, что существенность каждого фактора в отдельных условиях характеризуется его вкладом в дисперсию результата эксперимента.
6. Метод расслоения (стратификации) применяется для выявления причин разброса характеристик изделия. Метод заключается в разделении (расслоении) полученных характеристик в зависимости от различных факторов: качества исходных материалов, методов работ и т. д. При этом определяется влияние того или иного фактора на характеристики изделия, что позволяет принять необходимые меры для устранения их недопустимого разброса.
На рис. 8.7.6 приведен пример расслоения диаграммы Парето по факторам А и Б при простейшем детальном анализе («распутывание связей») диаграммы. В данном случае расслоение позволяет получить представление о скрытых причинах дефектов.
7. Контрольные листки применяются при контроле по качественным и количественным признакам. Контрольный листок представляет собой бумажный бланк, на котором приводятся названия контролируемых показателей и фиксируются их значения, полученные в процессе контроля.
Применяются следующие виды контрольных листков:
♦ контрольный листок для регистрации распределения измеряемого параметра в ходе производственного процесса;
♦ контрольный листок для регистрации видов несоответствий;
♦ контрольный листок для оценки воспроизводимости и работоспособности технологического процесса.
Большую роль в обеспечении качества продукции играют статистические методы.
Целью методов статистического контроля является исключение случайных изменений качества продукции. Такие изменения вызываются конкретными причинами, которые нужно установить и устранить. Статистические методы контроля качества подразделяются на:
статистический приемочный контроль по альтернативному признаку;
выборочный приемочный контроль по варьирующим характеристикам качества;
стандарты статистического приемочного контроля;
система экономических планов;
планы непрерывного выборочного контроля;
методы статистического регулирования технологических процессов.
Следует отметить, что статистический контроль и регулирование качества продукции хорошо известны в нашей стране. В этой области наши ученые имеют несомненный приоритет. Достаточно вспомнить работы А.Н. Колмогорова по несмещенным оценкам качества принятой продукции на основании результатов выборочного контроля, разработку стандарта приемочного контроля с использованием экономических критериев.
Существуют различные методы контроля качества продукции, среди которых особое место занимают статистические методы. Статистические методы контроля качества в настоящее время применяются не только в производстве, но и в планировании, проектировании маркетинге, материально-техническом снабжении и т.д. Последовательность применения семи методов может быть различной в зависимости от цели, которая поставлена перед системой. Точно так же применяемая система контроля качества не обязательно должна включать все семь методов. Их может быть меньше, а может быть и больше, так как существуют и другие статистические методы. Однако можно с полной уверенностью сказать, что семь инструментов контроля качества являются необходимыми и достаточными статистическими методами, применение которых помогает решить 95 % всех проблем, возникающих на производстве.Многие из современных методов математической статистики довольно сложны для восприятия, а тем более для широкого применения всеми участниками процесса управления качеством. Поэтому японские ученые отобрали из всего множества семь методов, которые наиболее применимы в процессах контроля качества. Заслуга японцев состоит в том, что они обеспечили простоту, наглядность, визуализацию этих методов, превратив их в инструменты контроля качества, которые можно понять и эффективно использовать без специальной математической подготовки. В то же время, при всей своей простоте эти методы позволяют сохранить связь со статистикой и дают возможность профессионалам при необходимости совершенствовать их. Итак, к семи основным методам или инструментам контроля качества относятся следующие статистические методы:
· контрольный листок
· гистограмма
· диаграмма разброса
· диаграмма Парето
· стратификация (расслоение)
· диаграмма Исикавы (причинно-следственная диаграмма)
· контрольная карта
Рис. 2.
Перечисленные инструменты контроля качества можно рассматривать и как отдельные методы, и как систему методов, обеспечивающую комплексный контроль показателей качества. Они -- наиболее важная составляющая комплексной системы контроля Всеобщего Управления Качеством. Внедрение семи инструментов контроля качества должно нaчинaться с обучения этим методам всех участников процесса. Например, успешному внедрению инструментов контроля качества в Японии способствовало обучение руководства и сотрудников компаний методикам контроля качества. Говоря о семи простых статистических методах контроля качества, следует подчеркнуть, что основное их назначение -- контроль протекающего процесса и предоставление участнику процесса фактов для корректировки и улучшения процесса. Знание и применение на практике семи инструментов контроля качества лежат в основе одного из важнейших требований TQM -- постоянного самоконтроля. В отраслях промышленности статистические методы применяются для проведения анализа качества продукции и процесса. Анализом качества является анализ, посредством которого с помощью данных и статистических методов определяется отношение между точными и замененными качественными характеристиками. Анализом процесса является анализ, позволяющий уяснить связь между причинными факторами и такими результатами, как качество, стоимость, производительность и т.д. Контроль процесса предусматривает выявление причинных факторов, влияющих на бесперебойное функционирование производственного процесса. Качество, стоимость и производительность являются результатами процесса контроля. Статистические методы контроля качества продукции в настоящее время приобретают все большее признание и распространение в промышленности. Научные методы статистического контроля качества продукции используются в следующих отраслях: в машиностроении, в легкой промышленности, в области коммунальных услуг. Основной задачей статистических методов контроля является обеспечение производства пригодной к употреблению продукции и оказание полезных услуг с наименьшими затратами. Статистические методы контроля качества продукции дают значительные результаты по следующим показателям: · повышение качества закупаемого сырья; · экономия сырья и рабочей силы; · повышение качества производимой продукции; · снижение затрат на проведение контроля; · снижение количества брака; · улучшение взаимосвязи между производством и потребителем; · облегчение перехода производства с одного вида продукции на другой. Главная задача не просто увеличить качество продукции, а увеличить количество такой продукции, которая была бы пригодной к употреблению. Два основных понятия в контроле качества это измерение контролируемых параметров и их распределение. Для того чтобы можно было судить о качестве продукции необязательно измерить такие параметры, как прочность материала, бумаги, масса предмета, качество окраски и т.д. Второе понятие распределение значений контролируемого параметра основано на том, что нет двух совершенно одинаковых по величине параметров у одних и тех же изделий; по мере того, как измерения становятся все более точными, в результатах измерений параметра обнаруживаются небольшие расхождения. Изменчивость "поведения" контролируемого параметра бывает 2 видов. Первый случай когда значения его составляют совокупность случайных величин, образующихся в нормальных условиях; второй когда совокупность его случайных величин образуется в условиях, отличных от нормальных под действием определенных причин. Персонал, осуществляющий управление процессом, в котором формируется контролируемый параметр, должен по его значениям установить: во-первых, в каких условиях они получены (нормальных или отличных от них); и если они получены в условиях, отличных от нормальных, то каковы причины нарушения нормальных условий процесса. Затем принимается управляющее воздействие по устранению этих причин. При применении статистических методов контроля важно установить, какой закономерности подчиняется распределение контролируемых параметров изделий (кривой нормального распределения Гаусса, распределению, характерному кривой распределения Максвелла и т.д.). Изменение величины конкретного контролируемого параметра изделия или технологического режима проявляется в изменении функции распределения. Сравнение фактической функции распределения с нормальной позволяет контролировать технологический процесс или качество изделия. Общая схема статистического контроля качества состоит из следующих этапов:1) отбираются небольшие выборки изделий периодически или по специальному алгоритму;2) изделия выборки проверяются, чтобы для каждого изделия определить значение конкретного признака X;3) выбранные значения X (X 1 , X 2 , ..., X n) заносятся в контрольную карту, в которой указываются допустимые конкретные границы изменения признака X;4) по распределению точек X на контрольной карте относительно нейтральных границ принимается решение о годности изделий или браке при приемочном статистическом контроле или о необходимости вмешательства в технологический процесс при статистическом контроле технологического процесса. Карта статистического контроля качества приведена на рис. 3.

Рис. 3.
На горизонтальной оси указываются номера выборок (за смену, сутки, неделю, месяц); на вертикальной оси откладываются размер выбранной характеристики X, контролируемого параметра, нижняя и верхняя границы допуска (НГД, ВГД); нижняя и верхняя предупредительные границы (НПКГ, ВПКГ).
Контрольная работа №2
Вторая контрольная работа ставит целью практическое решение задач, связанных различными вопросами управления качеством.
Задача №1
Изготавливаемое изделие подвергается выборочному контролю качества. Вычислить в выборке число 1<А<9 (7) дефектных изделий, если вероятность появления годного изделия равна В= 0,93, а выборка равна N=21. Построить графики плотности вероятности и кумулятивной вероятности. Дано:
В = 0,93 - вероятность появления годного изделия.
N = 21 - число выборки.
1. А = ? - количество дефектных изделий, если
Построить:
1. График плотности вероятности.
2. График кумулятивной вероятности.
Для решения этой задачи я применю формулу Бернулли:
1. Согласно нашим данным рассчитываем вероятность:
N = 21 - число выборки;
В = p = 0,93 - вероятность появления годного изделия;
q = 1 - 0,93 = 0,07 - вероятность появления брака.
1,47*0,234=0,344;
210 * 0,0049 * 0,252 = 0,2593;
1330 * 0,000343 * 0,2708 = 0,1235;
5985 * 0,00002401 * 0,2912 = 0,04185
20349 * 0,00000011764 * 0,3131 = 0,00075;
2. Рассчитываем кумулятивную вероятность, т.е. накопление вероятности по формуле:

А - число дефектных изделий, для которых выполняется расчет, тогда зная значения, можем найти
3. Занесем все полученные данные в таблицу:
4. Построим график плотности вероятности и график кумулятивной вероятности:


Задача №2
При метрологической аттестации вольтметра с заявленным классом точности А=1, выполнено 10 измерений образцового значения U=1,5, при конечном пределе измерения N=2. Определить соответствие заявленному при производстве классу точности, пользуясь наибольшими значениями относительной и приведенной погрешности. Оценить качество многократных измерений, обработав результат измерения. Изменения считать прямыми, равноточными, свободными от поправки.
Дано: А = 1 - заявленный класс точности.
N = 2 - конечный предел измерения.
Определить:
1. Соответствие заявленному при производстве классу точности, пользуясь наибольшими значениями относительной и приведенной погрешностей.
2. Оценить качество многократных измерений, обработав результат измерения.
1. Определим относительную погрешность и выберем max значение:










2. Определим приведенную погрешность и определим max
значение:










max 5,7 = 0,015.
3. max 5,7 = 0,02 и max 5,7 = 0,015 < A (A = 1)
4. Определим среднеквадратичное единичное отклонение.

Среднее значение х.
5. Определим многократное отклонение:

Введение
Важнейшим источником роста эффективности производства является постоянное повышение технического уровня и качества выпускаемой продукции. Для технических систем характерна жесткая функциональная интеграция всех элементов, поэтому в них нет второстепенных элементов, которые могут быть некачественно спроектированы и изготовлены. Таким образом, современный уровень развития НТП значительно ужесточил требования к техническому уровню и качеству изделий в целом и их отдельных элементов. Системный подход позволяет объективно выбирать масштабы и направления управления качеством, виды продукции, формы и методы производства, обеспечивающие наибольший эффект усилий и средств, затраченных на повышение качества продукции. Системный подход к улучшению качества выпускаемой продукции позволяет заложить научные основы промышленных предприятий, объединений, планирующих органов.
В отраслях промышленности статистические методы применяются для проведения анализа качества продукции и процесса. Анализом качества является анализ, посредством которого с помощью данных и статистических методов определяется отношение между точными и замененными качественными характеристиками. Анализом процесса является анализ, позволяющий уяснить связь между причинными факторами и такими результатами, как качество, стоимость, производительность и т.д. Контроль процесса предусматривает выявление причинных факторов, влияющих на бесперебойное функционирование производственного процесса. Качество, стоимость и производительность являются результатами процесса контроля.
Статистические методы контроля качества продукции в настоящее время приобретают все большее признание и распространение в промышленности. Научные методы статистического контроля качества продукции используются в следующих отраслях: в машиностроении, в легкой промышленности, в области коммунальных услуг.
Основной задачей статистических методов контроля является обеспечение производства пригодной к употреблению продукции и оказание полезных услуг с наименьшими затратами.
Статистические методы контроля качества продукции дают значительные результаты по следующим показателям:
· повышение качества закупаемого сырья;
· экономия сырья и рабочей силы;
· повышение качества производимой продукции;
· снижение затрат на проведение контроля;
· снижение количества брака;
· улучшение взаимосвязи между производством и потребителем;
· облегчение перехода производства с одного вида продукции на другой.
Главная задача – не просто увеличить качество продукции, а увеличить количество такой продукции, которая была бы пригодной к употреблению.
Два основных понятия в контроле качества – это измерение контролируемых параметров и их распределение. Для того чтобы можно было судить о качестве продукции необязательно измерить такие параметры, как прочность материала, бумаги, масса предмета, качество окраски и т.д.
Второе понятие – распределение значений контролируемого параметра – основано на том, что нет двух совершенно одинаковых по величине параметров у одних и тех же изделий; по мере того, как измерения становятся все более точными, в результатах измерений параметра обнаруживаются небольшие расхождения.
Изменчивость «поведения» контролируемого параметра бывает 2 видов. Первый случай – когда значения его составляют совокупность случайных величин, образующихся в нормальных условиях; второй – когда совокупность его случайных величин образуется в условиях, отличных от нормальных под действием определенных причин.
1. Статистический приемочный контроль по альтернативному признаку
Потребитель, как правило, не имеет возможности контролировать качество продукции в процессе ее изготовления. Тем не менее, он должен быть уверен, что получаемая им от изготовителя продукция соответствует установленным требованиям, и, если это не подтвердится, он вправе потребовать от изготовителя замены брака или устранения дефектов.
Основным методом контроля поступающих потребителю сырья, материалов и готовых изделий является статистический приемочный контроль качества продукции.
Статистический приемочный контроль качества продукции – выборочный контроль качества продукции, основанный на применении методов математической статистики для проверки качества продукции установленным требованиям.
Если при этом объем выборки становится равным объему всей контролируемой совокупности, то такой контроль называют сплошным. Сплошной контроль возможен только в тех случаях, когда в процессе контроля качество продукции не ухудшается, в противном случае выборочный контроль, т.е. контроль определенной небольшой части совокупности продукции, становится вынужденным.
Сплошной контроль проводится, если к тому нет особых препятствий, в случая возможности наличия критического дефекта, т.е. дефекта, наличие которого полностью исключает использование продукции по назначению.
Можно проверить все изделия также и при следующих условиях:
· партия изделий или материала невелика;
· качество входного материала плохое или о нем ничего не известно.
Можно ограничиться проверкой части материала или изделий, если:
· дефект не вызовет серьезной неисправности оборудования и не создает угрозу жизни;
· изделия используются группами;
· бракованные изделия можно обнаружить на более поздней стадии сборки.
В практике статистического контроля генеральная доля q неизвестна и ее следует оценить по результатам контроля случайной выборки объемом n изделий, из которых m дефектных.
Под планом статистического контроля понимают систему правил, указывающих методы отбора изделий для проверки, и условия, при которых партию следует примять, забраковать или продолжить контроль.
Различают следующие виды планов статистического контроля партии продукции по альтернативному признаку:
одноступенчатые планы, согласно которым, если среди n случайно отобранных изделий число дефектных m окажется не больше приемочного числа С (mC), то партия принимается; в противном случае партия бракуется;
двухступенчатые планы, согласно которым, если среди n1 случайно отобранных изделий число дефектных m1 окажется не больше приемочного числа C1 (m1C1), то партия принимается; если m11, где d1 – браковочное число, то партия бракуется. Если же C1 m1 d1, то принимается решение о взятии второй выборки объемом n2. Тогда, если суммарное число изделий в двух выборках (m1 + m2) C2, то партия принимается, в противном случае партия бракуется по данным двух выборок;
многоступенчатые планы являются логическим продолжением двухступенчатых. Первоначально берется партия объемом n1 и определяется число дефектных изделий m1. Если m1≤C1, то партия принимается. Если C1p m1 d1 (D1C1+1), то партия бракуется. Если C1m1d1, то принимается решение о взятии второй выборки объемом n2. Пусть среди n1 + n2 имеется m2 дефектных. Тогда, если m2c2, где c2 – второе приемочное число, партия принимается; если m2d2 (d2 c2 + 1), то партия бракуется. При c2 m2 d2 принимается решение о взятии третьей выборки. Дальнейший контроль проводится по аналогичной схеме, за исключением последнего k-того шага. На k-м шаге, если среди проконтролированных изделий выборки оказалось mk дефектных и mkck, то партия принимается; если же m k ck, то партия бракуется. В многоступенчатых планах число шагов k принимается, что n1 =n2=…= nk;
последовательный контроль, при котором решение о контролируемой партии принимается после оценки качества выборок, общее число которых заранее не установлено и определяется в процессе которая по результатам предыдущих выборок.
Одноступенчатые планы проще в смысле организации контроля на производстве. Двухступенчатые, многоступенчатые и последовательные планы контроля обеспечивают при том же объеме выборки большую точность принимаемых решений, но они более сложны в организационном плане.
Задача выборочного приемочного контроля фактически сводится к статистической проверке гипотезы о том, что доля дефектных изделий q в партии равна допустимой величине qo, т.е. H0:q = q0.
Задача правильного выбора плана статистического контроля состоит в том, чтобы сделать ошибки первого и второго рода маловероятными. Напомним, что ошибки первого рода связаны с возможностью ошибочно забраковать партию изделий; ошибки второго рода связаны с возможностью ошибочно пропустить бракованную партию.
2. Стандарты статистического приемочного контроля
Для успешного применения статистических методов контроля качества продукции большое значение имеет наличие соответствующих руководств и стандартов, которые должны быть доступны широкому кругу инженерно-технических работников. Стандарты на статистический приемочный контроль обеспечивают возможность объективно сравнивать уровни качества партий однотипной продукции как во времени, так и по различным предприятиям.
Остановимся на основных требованиях к стандартам по статистическому приемочному контролю.
Прежде всего, стандарт должен содержать достаточно большое число планов, имеющих различные оперативные характеристики. Это важно, так как позволит выбирать планы контроля с учетом особенностей производства и требований потребителя к качеству продукции. Желательно, чтобы в стандарте были указаны различные типы планов: одноступенчатые, двухступенчатые, многоступенчатые, планы последовательного контроля и т.д.
Основными элементами стандартов по приемочному контролю являются:
1. Таблицы планов выборочного контроля, применяемые в условиях нормального хода производства, а также планов для усиленного контроля в условиях разладок и для облегчения контроля при достижении высокого качества.
2. Правила выбора планов с учетом особенностей контроля.
3. Правила перехода с нормального контроля на усиленный или облегченный и обратного перехода при нормальном ходе производства.
4. Методы вычисления последующих оценок показателей качества контролируемого процесса.
В зависимости от гарантий, обеспечиваемых планами приемочного контроля, различают следующие методы построения планов:
устанавливают значения риска поставщика и риска потребителя и выдвигают требование, чтобы оперативная характеристика P(q) прошла приблизительно через две точки: q0, α и qm, где q0 и qm – соответственно приемлемый и браковочный уровни качества, Этот план называют компромиссным, так как он обеспечивает защиту интересов как потребителя, так и поставщика. При малых значениях α и β объем выборки должен быть большим;
выбирают одну точку на кривой оперативной характеристики и принимают одно или несколько дополнительных независимых условий.
Первая система планов статистического приемочного контроля, нашедшая широкое применение в промышленности, была разработана Доджем и Ролигом. Планы этой системы предусматривают сплошной контроль изделий из забракованных партий и замену дефектных изделий годными.
Во многих странах получил распространение американский стандарт МИЛ-СТД-ЛО5Д. Отечественный стандарт ГОСТ-18242–72 по построению близок к американскому и содержит планы одноступенчатого и двухступенчатого приемочного контроля. В основу стандарта положено понятие приемлемого уровня качества (ПРУК) q0, которое рассматривается как максимально допустимая потребителем доля дефектных изделий в партии, изготовленной при нормальном ходе производства. Вероятность забраковать партию с долей дефектных изделий, равной q0, для планов стандарта мала и уменьшается по мере возрастания объема выборки. Для большинства планов не превышает 0,05.
При контроле изделий по нескольким признакам стандарт рекомендует классифицировать дефекты на три класса: критические, значительные и малозначительные.
3. Контрольные карты
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты. Принято считать, что идея контрольной карты принадлежит известному американскому статистику Уолтеру Л. Шухарту. Она была высказана в 1924 г. и обстоятельно описана в 1931 г. Первоначально они использовались для регистрации результатов измерений требуемых свойств продукции. Выход параметра за границы поля допуска свидетельствовал о необходимости остановки производства и проведении корректировки процесса в соответствии со знаниями специалиста, управляющего производством.
Это давало информацию о том, когда кто, на каком оборудовании получал брак в прошлом.
Однако, в этом случае решение о корректировке принималось тогда, когда брак уже был получен. Поэтому важно было найти процедуру, которая бы накапливала информацию не только для ретроспективного исследования, но и для использования при принятии решений. Это предложение опубликовал американский статистик И. Пейдж в 1954 г. Карты, которые используются при принятии решений называются кумулятивными.
Контрольная карта состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса.
В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т.д.) n изготовленных изделий и измеряют контролируемый параметр.
Результаты измерений наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о продолжении процесса без корректировок.
Сигналом о возможной разналадке технологического процесса могут служить:
выход точки за контрольные пределы (точка 6); (процесс вышел из-под контроля);
расположение группы последовательных точек около одной контрольной границы, но не выход за нее (11, 12, 13, 14), что свидетельствует о нарушении уровня настройки оборудования;
сильное рассеяние точек (15, 16, 17, 18, 19, 20) на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процесса.
Верхний предел
Центральная линия
Нижний предел
6 11 12 13 14 15 16 17 18 19 20 Номер выборки
Заключение
Все большее освоение новой для нашей страны экономической среды воспроизводства, т.е. рыночных отношений, диктует необходимость постоянного улучшения качества с использованием для этого всех возможностей, всех достижений прогресса в области техники и организации производства.
Наиболее полное и всестороннее оценивание качества обеспечивается, когда учтены все свойства анализируемого объекта, проявляющиеся на всех этапах его жизненного цикла: при изготовлении, транспортировке, хранении, применении, ремонте, тех. обслуживании.
Таким образом, производитель должен контролировать качество продукции и по результатам выборочного контроля судить о состоянии соответствующего технологического процесса. Благодаря этому он своевременно обнаруживает разладку процесса и корректирует его.
Список используемой литературы
1. ГембрисС. Геррманн Й., «Управление качеством», Омега-Л СмартБук, 2008 г.
2. Шевчук Д.А., «Контроль качества», Гросс-Медиа., М., 2009 г.
3. Электронный учебник «Контроль качества»
Под статистическим контролем качества понимается такой контроль, при котором проверяются не все изделия изготовленной партии, а только выборка из нее. При этом по результатам контроля судят о качестве всей партии.
Различают два вида статистического контроля: контроль по качественному признаку, наиболее распространенным частным случаем, которого является контроль по альтернативному признаку, и контроль по количественному признаку.
При контроле по альтернативному признаку все изделия в партии делятся на две группы: годные и дефектные. Оценка партии производится по величине доли дефектных изделий в выборке.
Основной характеристикой качества партии при контроле по альтернативному признаку является доля дефектных изделий в партии:
где М -- число дефектных изделий в партии;
N - объем партии.
При проверке выборки объема N выявляется М дефектных изделий. По величине q принимают решение о приемке или забраковании партии.
Единица продукции -- отдельный экземпляр штучной продукции или определенное в установленном порядке количество нештучной или штучной продукции.
Примечание. Продукция может быть завершенной или незавершенной, находящейся в процессе изготовления, добывания или ремонта.
Изделие - единица промышленной продукции, количество которой может исчисляться в штуках или экземплярах.
Контролируемая партия продукции - партия, предназначенная для контроля совокупности единиц продукции одного наименования, типономинала или типоразмера и исполнения, произведенная в течение определенного интервала времени в одних и тех же условиях.
Примечание. Произведенная продукция может находиться в процессе изготовления, добывания или ремонта.
Объем партии - число единиц продукции, составляющих партию.
Поток продукции -- продукция одного наименования, типономинала или типоразмера и исполнения, находящаяся в движении на технологической линии.
Выборка - изделие или определенная совокупность изделий, отобранных для контроля из партии или потока продукции.
Примечание. В зависимости от степени завершенности продукции к изделиям допускается относить завершенные и незавершенные предметы производства, в том числе заготовки.
Объем выборки - число изделий, составляющих выборку.
Мгновенная выборка - выборка из потока продукции, которую составляют изделия, произведенные последними к моменту отбора в течение достаточно короткого интервала времени.
Объединенная выборка - выборка, состоящая из серии мгновенных выборок.
Случайная выборка - выборка, при составлении которой для любого изделия контролируемой совокупности обеспечивают одинаковую вероятность его отбора.
Преднамеренная выборка - выборка, в которую изделия отбирают с определенной тенденцией для изменения вероятности отбора дефектных единиц продукции.
Систематическая выборка -- выборка, попадание изделий в которую обуславливают его номером или положением в заранее упорядоченной контролируемой совокупности.
Представительная выборка (НДП репрезентативная выборка) - выборка, при составлении которой из каждой части контролируемой совокупности отбирают такое число изделий, чтобы в достаточной степени отразить свойства данной совокупности в целом.
Проба -- определенное количество нештучной продукции, отобранное для контроля.
Объем пробы - число единиц нештучной продукции, составляющей пробу.
Точечная проба (НДП - разовая проба) -- проба, взятая одновременно из определенной части нештучной продукции.
Объединенная проба (НДП - общая проба) - проба, состоящая из серии точечных проб.
Период отбора - интервал времени между моментами отбора смежных выборок или проб из потока продукции.
Выборочный контроль - контроль, при котором решение о качестве контролируемой продукции принимается по результатам проверки одной или нескольких выборок или проб из партии или потока продукции.
Статистический приемочный контроль качества продукции (статистический приемочный контроль) - выборочный контроль качества продукции, основанный на применении методов математической статистики для проверки соответствия качества продукции установленным требованиям.
Доля дефектных единиц продукции -- отношение числа дефектных единиц продукции к общему числу единиц продукции в партии.
Уровень дефектности - доля дефектных единиц продукция или число дефектных на сто единиц продукции.
Приемочное число - контрольный норматив, являющийся критерием для приемки партии продукции и равный максимальному числу дефектных единиц (дефектов) в выборке или пробе в случае статистического приемочного контроля.
Браковочное число - контрольный норматив, являющийся критерием для забракования партии продукции и равный минимальному числу дефектных единиц (дефект) в выборке или пробе в случае статистического приемочного контроля.
Решающее правило - указание, предназначенное для принятия решения относительно приемки партии продукции по результатам ее контроля.
Примечание. Для принятия решения может быть предусмотрена определенная совокупность решающих правил.
План контроля - совокупность данных о виде контроля, объемах контролируемой партии продукции, выборок или проб, о контрольных нормативах и решающих правилах.
Схема статистического приемочного контроля (схема приемочного контроля) - полный комплект планов статистического приемочного контроля в сочетании с совокупностью правил применения этих планов,
Оперативная характеристика плана статистического приемочного контроля (оперативная характеристика) - выраженная уравнением, графиком или таблицей и обусловленная определенным планом контроля зависимость вероятности приемки от величины, характеризующей качество этой продукции.
Риск поставщика - вероятность забракования партии продукции, обладающей приемочным уровнем дефектности.
Риск потребителя - вероятность приемки партии продукции, обладающей браковочным уровнем дефектности.
Одноступенчатый контроль (НДП - одновыборочный контроль; контроль однократной выборкой; однократный контроль) - статистический приемочный контроль, характеризующийся тем, что решение относительно приемки партии продукции принимают по результатам контроля только одной выборки или пробы.
Ослабленный контроль (НДП сокращенный контроль) - статистический приемочный контроль, применяемый в том случае, когда результат контроля заданного числа предыдущих партий продукции дает достаточное основание для заключения о том, что действительный уровень дефектности ниже приемочного, и характеризующийся меньшим объемом выборки, чем при нормальном контроле.
Усиленный контроль -- статистический приемочный контроль, применяемый в том случае, когда результаты контроля заданного числа предыдущих партий продукции дают достаточное основание для заключения о том, что действительный уровень дефектности выше приемочного, и характеризующийся более строгими контрольными нормативами, чем при нормальном контроле.
Отбор образцов для испытаний осуществляется различными методами. При первом способе представления продукции на контроль единицы продукции, подлежащей контролю, упорядочены и пронумерованы сплошной нумерацией, они поступают на контроль в виде некоторой ограниченной совокупности, сформированной независимо от процесса производства. Из этой совокупности выборка отбирается с применением генератора равномерно распределенных случайных чисел или таблицы равномерно распределенных случайных чисел. Гене- ратором случайных чисел может служить вращающийся круг с нанесенными цифрами на точках деления. Количество точек деления определяется необходимым количеством случайных чисел, т. е. количеством единиц продукции в контролируемой партии. Другой вариант генератора - лототрон с количеством перенумерованных шаров, число которых равно числу единиц контролируемой партии.
Имеются вычислительные процедуры получения равномерно распределенных случайных чисел, в том числе основанные на применении таблиц равномерно распределенных случайных чисел.
Таблица равномерно распределенных случайных чисел это зафиксированный в виде таблицы результат статистического эксперимента, осуществленного с помощью датчика (генератора) равномерно распределенных случайных чисел.
Предположим, что имеется таблица случайных чисел, равномерно распределенных в интервале от 0 до 10 000.
Чтобы получить случайные числа Х 4 , равномерно распределенные в интервале от 0 до 1, нужно все эти числа разделить на 10 000.
Случайные числа, равномерно распределенные на интервале (0, Ь), определяются по формуле
В качестве номеров изделий, входящих в выборку, нужно взять целую часть полученных случайных чисел [гг]. При каждом новом отборе выборок нужно произвольно выбрать первое из этих чисел, а затем следующие после него п - 1 число, п объем выборки. Если некоторые числа повторились, то нужно увеличить количество выбранных случайных чисел на число повторений.
Процедура случайного отбора изделий в выборку с применением таблиц равномерно распределенных случайных чисел заключается в переномеровании всех изделий партии, подлежащей контролю, составлению сравнительно короткого ряда случайных чисел в диапазоне от 1 до N, где N объем партии, и выборе п первых различных чисел из этого ряда. Эти числа определяют изделия, входящие в выборку объема N.
Примеры продукции, поступающей на контроль способом “ряд”: двигатели, холодильники, стиральные машины.
Второй способ представления продукции на контроль “россыпь”.
В этом случае при отборе единиц в выборку применяется “метод наибольшей объективности”. При применении этого метода в выборку включаются единицы продукции из разных частей контролируемой партии.
Третий способ представления продукции на контроль называется “поток”. В этом случае единицы продукции поступают на контроль непрерывным потоком одновременно с выпуском продукции. Единицы продукции упорядочены, можно найти единицу любого заданного номера. Такой способ характерен для случая, когда контролируется продукция непосредственно после того, как она сходит с конвейера.
В этом случае применяется метод систематического отбора единиц продукции в выборку. Следующая задача после отбора образцов для испытаний - выбор плана контроля, т. е. установление объема контролируемой партии, объема выборки, приемочного числа, решающего правила. Эта задача решается рассмотренными методами с учетом установленных величин ошибок первого и второго рода, а также экономических факторов.
Основные стандартизированные понятия, применяемые при контроле качества, в том числе при сертификации.
Допускаемое отклонение - отклонение значения показателя качества продукции или ее параметра от номинального значения, находящееся в пределах, установленных нормативной документацией.
Дефект -- каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией.
Явный дефект - дефект, для выявления которого в нормативной документации предусмотрены соответствующие правила, методы и средства контроля.
Скрытый дефект - дефект, для выявления которого в нормативной документации не предусмотрены необходимые правила, методы и средства контроля.
Критический дефект - дефект, при наличии которого использование продукции по назначению практически невозможно или исключается в соответствии с требованиями безопасности.
Значительный дефект - дефект, который существенно влияют на использование продукции по назначению или на ее долговечность, но не является критическим.
Малозначительный дефект - дефект, который не оказывает существенного влияния на использование продукции по назначению и на ее долговечность.
Деление дефектов на критические, значительные и малозначительные используется при анализе уровня качества продукции и технологии ее изготовления.
Исправимый дефект - дефект, устранение которого технически возможно и экономически целесообразно.
Неисправимый дефект - дефект, устранение которого технически невозможно или экономически нецелесообразно.
Дефектная единица продукции - единица продукции, имеющая хотя бы один дефект.
Дефектное изделие - изделие, имеющее хотя бы один дефект.
Брак - дефектная единица продукции или совокупность таких единиц.
Исправимый брак - брак, в котором все дефекты являются исправимыми.
Неисправимый брак - брак, состоящий из таких единиц продукции, в каждой из которых имеется хотя бы один неисправимый дефект.
Сорт продукции - градация продукции определенного вида по одному или нескольким показателям качества, установленная нормативной документацией.
Планы статистического контроля. Изготовитель продукции обязан обеспечивать соответствие показателей качества тем значениям, которые установлены в ТУ. В дальнейшем, при контроле качества, те изделия, параметр которых ниже (или выше, или выходит за верхний или нижний пределы) установленного значения, признаются дефектными.
Как уже отмечалось, под параметром обычно понимается показатель назначения. Применение этого термина традиционно для изделий многих отраслей промышленности электро- и радиоэлементы, двигатели, механические детали. Помимо выхода параметра за установленные пределы, причиной дефектности изделия могут быть конструктивные и производственные дефекты, например, вмятины на корпусе, незакрывающиеся двери автомобиля, неработающие индикаторы и т. п.
В комплексной системе управления качеством продукции статистические методы контроля относятся к наиболее прогрессивным. Они основаны на применении методов математической статистики к систематическому контролю качества изделий и состояния технологического процесса с целью поддержания его устойчивости и обеспечения заданного уровня качества выпускаемой продукции.
Статистические методы контроля производства и качества продукции и услуг имеют следующие преимущества перед другими методами:
1) носят профилактический характер;
2) позволяют во многих случаях обоснованно перейти к выборочному контролю и тем самым снизить трудоемкость контрольных операций;
3) обеспечивают наглядность изображения динамики изменения качества продукции и настроенности процесса производства, что позволяет своевременно принимать меры к предупреждению брака не только контролерам, но и работникам цеха − рабочим, бригадирам, технологам, наладчикам, мастерам на стадии производства.
Статистические методы управления качеством продукции и услуг предполагают:
1) статистический анализ точности выполнения технологического процесса с целью приведения его к требуемой настроенности, точности и статистически устойчивому состоянию;
2) текущий контроль с целью регулирования и поддержания процесса в состоянии, обеспечивающем заданные качественные параметры;
3) выборочный статистический приемочный контроль качества готовой продукции.
Статистический анализ точности выполнения технологических процессов представляет собой единовременное обследование надежности процесса путем изучения качественных характеристик большого числа изделий, обработанных в определенных условиях на данной операции. Этот вид анализа дает возможность определить фактическую точность процесса и сравнить ее с заданной, оценить качество и устойчивость настроенности процесса, выявить вероятный процент дефектов, определить экономически целесообразные допуски.
Наиболее распространенными методами статистического анализа точности технологических процессов являются:
· сравнение средних значений параметров с номинальными;
· сравнение дисперсий;
· оценка коэффициентов корреляции;
· регрессионный анализ и др.
Метод сравнения средних значений параметров с номинальными используется в тех случаях, когда необходимо установить соответствие изготовляемого изделия эталону и в других случаях при сравнении значений одноименных показателей качества у нескольких групп изделий.
Метод сравнения дисперсий используется в случаях, когда требуется сделатьхарактеристику изменчивости показателей качества, их рассеивание в зависимости от способа обработки или других факторов.
Коэффициент корреляции используется при оценке степени зависимости показателей качества от других показателей.
К регрессионному анализу прибегают в случаях оценки показателя качества по результатам наблюдений за другими показателями.
Статистическое регулирование технологического процесса представляет собой корректировку значений параметров технологического процесса по результатам выборочного контроля параметров выпускаемой продукции с целью обеспечения требуемого уровня качества. В процессе статистического регулирования технологического процесса периодически проверяют небольшое количество (5–10 единиц) изготовляемой продукции на конкретной операции, рассчитывают соответствующий распределению статистический параметр качества и сопоставляют с его номинальным значением. Этот контроль обеспечивает непрерывное наблюдение за стабильностью операции, однородностью качества, что дает возможность своевременно сигнализировать о наступающем отклонении и тем самым предупреждать возникновение дефектов и брака, обеспечивая заданный уровень качества продукции.
Распределение качественного параметра можно представить в виде кривой нормального распределения (рисунок 1), подчиненной закону нормального распределения случайных величин:
где y – плотность вероятностей или частота появления случайной переменной;
х – значение случайной переменной;
– центр распределения (группирование) отклонений, при котором значение у наибольшее;
– среднеквадратическое отклонение случайной переменной х .
|
|

Рисунок 1– Кривая нормального распределения случайных величин
Приведем наиболее важные статистические характеристики закона нормального распределения:
1) среднее арифметическое значение качественного признака, характеризующее точность процесса,
где п − количество единиц изделий в выборке (число замеров);
х i − замер контролируемого параметра i -го изделия в выборке;
2) среднеквадратическое отклонение случайной величины (значение качественного параметра, характеризующее величину поля фактического рассеивания размеров контролируемого параметра),
 ; (3)
; (3)
3) размах рассеивания качественной характеристики R ,который представляет собой разность между наибольшими и наименьшими фактическими размерами,
Результаты контроля (расчет приведенных характеристик) изображаются графически на карте статистического контроля (рисунок 2). Исходя из полученных параметров осуществляется управление процессом и принимаются решения о качестве продукции, выпущенной за период между двумя выборками.
| Количество выборок | ||||||||||||
| Контрольные параметры | Зона брака | |||||||||||
| R | 2,75 | 3,25 | 2,25 | 3,25 | 2,75 | 2,75 | 2,25 | 2,25 | ||||
| С = 4,2 | TBR | |||||||||||
 C
= 3,864 C
= 3,864
| PBR 4 | δ’=4,2 | ||||||||||
| C = 0,479 | PHR 1 | |||||||||||
| C = 0 | THR |
Рисунок 2– Карта статистического контроля качества конденсаторов
Контрольная карта предназначена для статистического контроля по одному показателю качества. В ее верхней части отмечаются точками значения средних арифметических показателей качества х . Здесь нанесены четыре границы: две внешние, ограничивающие поле допуска, − Т в (верхний технический допуск) и Т н (нижний технический допуск), за пределами которых находится зона брака, и две внутренние − Р в (верхний предупредительный допуск) и Р н (нижний предупредительный допуск), между которыми находится номинальный размер контролируемого параметра Р ном.
Внешние границы Т в и Т н определяются исходя из допустимой относительной величины отклонения контролируемого параметра от номинальной величины:
Т в = х ном + ∆х ф; (5)
Т н = х ном − ∆х ф, (6)
где ± ∆х ф − допустимая абсолютная величина отклонения от номинального размера,
где – допустимая величина отклонения от номинальной величины, %.
Внутренние границы и определяются по формулам:
![]() ;
; ![]() , (8)
, (8)
где – поле допуска на величину изучаемого параметра (по нижнему и
верхнему пределам от номинала);
п – количество единиц изделия в выборке.
Среднеарифметическая величина изучаемого параметра в j -й выборке
где х i – значение контролируемого параметра i -го изучения в j -й выборке.
Положение контрольных линий регулирования размахов Р в R и Р н R определяется по формулам:
Р в R = V 1 d; (10)
Р н R = V 2 d, (11)
где V i и V 2 принимаются по таблицам, составленным на основе корреляционного анализа измеряемого параметра.
Ниже помещаются результаты замеров выборки (5−10 изделий) и среднее арифметическое значение по каждой выборке х. В нижней части карты по каждому номеру выборки откладываются значения размаха варьирования и наносится нижняя сплошная граница (обычно Т н R принимается равной нулю, а Т в R − равной полю допуска), верхняя граница регулирования размахов Р в R (ограничивающая зону допускаемых значений размахов R в выборках), а также сплошная линия T в R (верхний предел допуска).
Технологический процесс протекает удовлетворительно, если средние арифметические значения выборок не выходят за границы регулирования Р в и Р н , а размахи R не выходят за свою границу T в R . В этом случае вся партия, подготовленная между текущей и предыдущей выборками, считается годной и убирается с рабочего места. Если же в выборке обнаружен брак или статистический анализ указывает на возможность его появления при данном состоянии технологического процесса, вся накопившаяся у станка за последний период времени продукция подлежит разбраковке, а станок останавливается для переналадки.
Предупредительные границы Р в и Р н устанавливаются таким образом, чтобы выход тех или иных значений за предел этих границ под влиянием погрешностей, нарушающих нормальный ход процесса, еще не означал появление брака, а лишь предварительно сигнализировал о возможности его возникновения, если эти погрешности не будут немедленно устранены. В подобных случаях контролер, отмечая на карте полученные значения и сопоставляя их с положением границ регулирования, должен предупредить администрацию участка или цеха о возможности появления брака и о необходимости произвести подналадку оборудования.
Из приведенного примера видно, что в период между первой и третьей выборками наблюдалась систематическая расстройка оборудования. В результате на третьей выборке было обнаружено, что величина х превысила допустимое значение Р в . Процесс был остановлен, что отмечено на карточке знаком (↓), и оборудование было перенастроено. Детали, изготовленные между второй и третьей выборками, подверглись сплошному контролю.
После возобновления процесс пошел в пределах установленных границ, однако в восьмой выборке было обнаружено, что размах R превысил допустимое значение Т в R . Оборудование было вновь остановлено (↓). Детали, изготовленные между седьмой и восьмой выборками, подвергались сплошному контролю. После выявления и устранения случайных факторов, ухудшающих качество продукции, процесс был возобновлен и до одиннадцатой выборки включительно протекал в пределах предупредительных границ.
По результатам расчетов (15) – (17) делается вывод: если l ф < l д, то настройка процесса хорошая, если l ф > l д − неудовлетворительная.
Статистический приемочный контроль изделий используется в качестве выборочного метода при приемке больших партий продукции, сырья, материалов, полуфабрикатов. Он основан на применении методов математической статистики для проверки соответствия качества продукции установленным стандартом. По качеству выборки, взятой на контроль, с достаточной достоверностью делают оценку качества всей партии.
Преимущества приемочного статистического контроля состоят в сокращении трудоемкости контроля по сравнению со 100 %-й проверкой продукции, гарантированном обеспечении заданного качества продукции, достоверности оценки заданного уровня качества.
При статистическом приемочном контроле могут быть использованы два метода:
1) контроль по альтернативному признаку, когда за показатель качества принимается доля брака в выборке;
2) контроль по количественному признаку, когда определяются статистические характеристики распределения измеряемого параметра в выборке (среднее значение и дисперсия σ), и по полученным значениям оценивается качество всей партии изделий.
При приемочном контроле по количественному признаку определяются фактические значения измеряемого параметра у всех изделий в выборке, средние арифметические значения этих параметров х и дисперсия d , после чего решаются неравенства (15) – (17).
Если все неравенства оказываются верными, партия принимается. В противном случае партия идет на разбраковку. Преимуществом этого метода является значительно меньший объем выборки при той же достоверности оценки партии (объем выборки сокращается в 3−10 раз), что особенно важно при контроле, который связан с разрушением изделий.

Регулярный рост цен на электроэнергию заставляет многих задумываться над вопросом альтернативных источников получения...
Костяев Николай Иванович – старший научный сотрудник научно-исследовательского отдела АСУ центра научных исследований...

Находящаяся в посёлке Казачья Лопань . Участковая станция 2 класса. На станции расположена таможня, производится...

РАСТИТЕЛЬНАЯ КЛЕТКА Клетка - функциональная и структурная единица живого организма. Устройство микроскопа Микроскоп...

Машинист поезда – востребованная сегодня профессия. Профессиональная деятельность машиниста поезда связана с управлением...

Заказчики, работающие по Закону о закупках отдельными видами юрлиц, должны планировать свою закупочную деятельность. В...

Работу контрактного управляющего регулирует должностная инструкция. Это документ, который принимают на...

Кавказская порода овец и северокавказская были выведены в Ставропольском крае. Сейчас этих животных разводят...

Конспект урока предпрофильной подготовки Классификации профессий. Признаки профессии. Смирнова Елена...

Многочисленные приметы про голубей появились неслучайно. Любимые птицы бога живут рядом людьми уже очень давно,...

В зависимости от физико-механических свойств тканей и степени нарушения их целостности предложено много...
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже Студенты, аспиранты,...
Все это происходит из-за основного предположения модели Эджуорта о том, что фирмы дуополистического рынка...

Даже поверхностный взгляд на окружающих нас людей дает основания говорить об их несхожести. Люди различаются...
Костяев Николай Иванович – старший научный сотрудник научно-исследовательского отдела АСУ центра научных...

Находящаяся в посёлке Казачья Лопань . Участковая станция 2 класса. На станции расположена таможня,...